Das könnte Ihnen auch gefallen
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Von EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Bewertung: 5 von 5 Sternen5/5 (2)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsVon Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsBewertung: 4 von 5 Sternen4/5 (1)
- Pressure Testing Code Requirements PDFDokument26 SeitenPressure Testing Code Requirements PDFriysall100% (1)
- 3.06 A Pressure Testing of PipingDokument22 Seiten3.06 A Pressure Testing of PipingVivek PatilNoch keine Bewertungen
- Pump PipingDokument88 SeitenPump Pipingmohamed abd eldayem100% (1)
- Choke Manifold JHCDokument31 SeitenChoke Manifold JHCahouaNoch keine Bewertungen
- Pump Layout & PipingDokument91 SeitenPump Layout & Pipingrahult19100% (6)
- Scope: Esign Uideline UnnelsDokument7 SeitenScope: Esign Uideline UnnelssamehNoch keine Bewertungen
- Equipment IWCF CourseDokument42 SeitenEquipment IWCF Coursejinyuan7480% (10)
- A Few Things About PumpDokument2 SeitenA Few Things About Pumpabhilibra14Noch keine Bewertungen
- Bell and Gossett Sump DesignDokument8 SeitenBell and Gossett Sump DesignVelpandian ManiNoch keine Bewertungen
- 1986 - Chilvers - Measuring Vacuum Pump PerformanceDokument5 Seiten1986 - Chilvers - Measuring Vacuum Pump PerformanceNARAYANA RAO PUPPALANoch keine Bewertungen
- 300 RGTGas LiquidSamplingEquipment SpecificationDokument3 Seiten300 RGTGas LiquidSamplingEquipment Specificationromedic36Noch keine Bewertungen
- Vent and Drain For Hydrostatic TestDokument2 SeitenVent and Drain For Hydrostatic Testvellore2kNoch keine Bewertungen
- U W Mechanical Heating Ventilation and Air Conditioning Ductwork and Duct AccessoriesDokument8 SeitenU W Mechanical Heating Ventilation and Air Conditioning Ductwork and Duct AccessoriesKyaw San OoNoch keine Bewertungen
- Technical Note: Kingspan Koolduct - Ductwork Commissioning and TestingDokument5 SeitenTechnical Note: Kingspan Koolduct - Ductwork Commissioning and TestingJorge SandovalNoch keine Bewertungen
- Air Cooled Condenser ACC PDFDokument3 SeitenAir Cooled Condenser ACC PDFHoney TiwariNoch keine Bewertungen
- Design Practice General PipeDokument8 SeitenDesign Practice General PipedevNoch keine Bewertungen
- Hydrotest Procedure For Piping SystemsDokument6 SeitenHydrotest Procedure For Piping Systemscatherine100% (1)
- Piping Engineering - Piping SystemsDokument18 SeitenPiping Engineering - Piping Systemskeiko davilaNoch keine Bewertungen
- Pe Pipelines Pressure Testing Handbook En805Dokument26 SeitenPe Pipelines Pressure Testing Handbook En805Alin Dumitru100% (1)
- Hydro TestDokument35 SeitenHydro TestSumedh SinghNoch keine Bewertungen
- TechB 1011 Foam Systems Discharge Test Check ListDokument4 SeitenTechB 1011 Foam Systems Discharge Test Check ListAshraf Adel Nashed ZakiNoch keine Bewertungen
- 330130Dokument7 Seiten330130Cool SharyNoch keine Bewertungen
- Piping in Fluid Transport ProcessDokument39 SeitenPiping in Fluid Transport ProcessVamsi KrishnaNoch keine Bewertungen
- CH 2 Pumps Operation: Operating ConditionsDokument43 SeitenCH 2 Pumps Operation: Operating ConditionsMorn AmornsakNoch keine Bewertungen
- AL Selection - Section 2.4.e - Tubing PlungersDokument39 SeitenAL Selection - Section 2.4.e - Tubing Plungersjuangar1992Noch keine Bewertungen
- QuestionnaireDokument4 SeitenQuestionnaireQayyum KhanNoch keine Bewertungen
- Compr Piping SHXHDJDNDDokument12 SeitenCompr Piping SHXHDJDNDSkr9143 Shiv100% (1)
- Conventional Pumping System GuidelinesDokument20 SeitenConventional Pumping System GuidelinesT.N. Ramnauth Co LtdNoch keine Bewertungen
- MS-Installation & Testing of HDPE.Dokument6 SeitenMS-Installation & Testing of HDPE.RAMY ABOU AL DAHABNoch keine Bewertungen
- Hydrostatic Testing Symposium Presentation Materials Version To PostDokument60 SeitenHydrostatic Testing Symposium Presentation Materials Version To PostGala BanneringgiNoch keine Bewertungen
- Flow MeasurementDokument44 SeitenFlow MeasurementJared Johnson100% (5)
- Reverse Circulation Pump PDFDokument4 SeitenReverse Circulation Pump PDFthawdarNoch keine Bewertungen
- Regulator Best Practices en 8109372Dokument4 SeitenRegulator Best Practices en 8109372Tugay ArıçNoch keine Bewertungen
- DD Ops Guidelines 1 - IPMDokument8 SeitenDD Ops Guidelines 1 - IPMEmre Cengiz100% (1)
- Piping Layout and PIPERACKDokument19 SeitenPiping Layout and PIPERACKRaju NaiduNoch keine Bewertungen
- Work Execution Plan For Surface Well TestingDokument12 SeitenWork Execution Plan For Surface Well Testinginyene ekere100% (1)
- LINE SIZING CRITERIA PHILOSOPHY - Petroleum Corner PDFDokument16 SeitenLINE SIZING CRITERIA PHILOSOPHY - Petroleum Corner PDFChowdhury FatemaNoch keine Bewertungen
- Centrifugal Pumps CavitationDokument34 SeitenCentrifugal Pumps CavitationJose Jesus Arboledas HerranzNoch keine Bewertungen
- Pressure Test in Piping Systems - Hydro and Pneumatic TestsDokument3 SeitenPressure Test in Piping Systems - Hydro and Pneumatic Testssj22Noch keine Bewertungen
- Sprinkler 001Dokument66 SeitenSprinkler 001Kevin Tsui100% (1)
- A Coverage On Safety ValveDokument55 SeitenA Coverage On Safety Valveagaurav2001100% (4)
- Ms of TanginakaDokument7 SeitenMs of TanginakagdgdgdgdgdgNoch keine Bewertungen
- Coil Tubing: Lecture Notes by Prof - Sushanta SarkarDokument32 SeitenCoil Tubing: Lecture Notes by Prof - Sushanta Sarkarnishant41288100% (1)
- Piping Layout - Piping Guide - 2Dokument10 SeitenPiping Layout - Piping Guide - 2s_baishyaNoch keine Bewertungen
- Multy Outlet PipelineDokument3 SeitenMulty Outlet Pipelinehekayat71Noch keine Bewertungen
- Method Statement Construction & Casting of Concrete Manholes P-4Dokument6 SeitenMethod Statement Construction & Casting of Concrete Manholes P-4a.nunezNoch keine Bewertungen
- Hydro TestDokument36 SeitenHydro TestAhmed AshourNoch keine Bewertungen
- Pipeline Flow AssuranceDokument40 SeitenPipeline Flow AssuranceChemkhi100% (2)
- Pump & Compressor PipingDokument24 SeitenPump & Compressor PipingDeven SutharNoch keine Bewertungen
- The Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Dokument4 SeitenThe Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Rushan Lakdimuthu100% (1)
- 11.MechnicalSpec 253to318Dokument66 Seiten11.MechnicalSpec 253to318gaurangagola1991Noch keine Bewertungen
- Specifications 1. Tubewell: 1.1 Scope of WorkDokument7 SeitenSpecifications 1. Tubewell: 1.1 Scope of WorkanwarNoch keine Bewertungen
- 1-Check List CF PumpDokument2 Seiten1-Check List CF PumpStarla HillNoch keine Bewertungen
- Different RC Models.20130213.200437Dokument2 SeitenDifferent RC Models.20130213.200437whorl46harpNoch keine Bewertungen
- Pressure Testing StandardsDokument3 SeitenPressure Testing StandardsAntonio DiabanzaNoch keine Bewertungen
- Practical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentVon EverandPractical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentNoch keine Bewertungen
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingVon EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingBewertung: 5 von 5 Sternen5/5 (9)
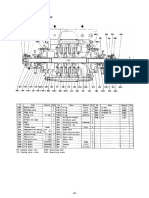
- Sectional Drawings and Lists of Components: Size MMK 40, 50, 65 Stuffing Box Housing: Type NDokument1 SeiteSectional Drawings and Lists of Components: Size MMK 40, 50, 65 Stuffing Box Housing: Type NsolidwormNoch keine Bewertungen
- S Pare PartsDokument1 SeiteS Pare PartssolidwormNoch keine Bewertungen
- Size MMK 40, 50, 65 Tuffing Box Housing: Type HW SDokument1 SeiteSize MMK 40, 50, 65 Tuffing Box Housing: Type HW SsolidwormNoch keine Bewertungen
- 4.2.3. Re-Assembly of Pumps With End Suction NozzleDokument2 Seiten4.2.3. Re-Assembly of Pumps With End Suction NozzlesolidwormNoch keine Bewertungen
- Stub Shaft Dimensions, Packing Details, Cooling Water and Oil Requirements, Bearings, Seals, O-Rings and GasketsDokument1 SeiteStub Shaft Dimensions, Packing Details, Cooling Water and Oil Requirements, Bearings, Seals, O-Rings and GasketssolidwormNoch keine Bewertungen
- And Liquid Viscosity: Stress ZDokument1 SeiteAnd Liquid Viscosity: Stress ZsolidwormNoch keine Bewertungen
- Fluid Statics: Manometers and Pressure MeasurementsDokument1 SeiteFluid Statics: Manometers and Pressure MeasurementssolidwormNoch keine Bewertungen
- Buoyancy: Basic EquationsDokument1 SeiteBuoyancy: Basic EquationssolidwormNoch keine Bewertungen
- Fluid Prope Pipe Flow: Bhabani P Mohanty. PH.D., Development Engineer. Allison Engine Company 2 7Dokument1 SeiteFluid Prope Pipe Flow: Bhabani P Mohanty. PH.D., Development Engineer. Allison Engine Company 2 7solidwormNoch keine Bewertungen
- Fluid Properties: Density, Specific Volume, Specific Weight, Specific Gravity, and PressureDokument1 SeiteFluid Properties: Density, Specific Volume, Specific Weight, Specific Gravity, and PressuresolidwormNoch keine Bewertungen
- 16.2.1 Types and Layout of Closed Test LoopsDokument1 Seite16.2.1 Types and Layout of Closed Test LoopssolidwormNoch keine Bewertungen
- Essentials of Turbo Machinery in CFD: Ideen SadrehaghighiDokument9 SeitenEssentials of Turbo Machinery in CFD: Ideen SadrehaghighisolidwormNoch keine Bewertungen
- Untitled Extract PagesDokument1 SeiteUntitled Extract PagessolidwormNoch keine Bewertungen
- 669 IndexDokument1 Seite669 IndexsolidwormNoch keine Bewertungen
- Near Net ShapeDokument30 SeitenNear Net ShapesolidwormNoch keine Bewertungen
- 1 5736Dokument2 Seiten1 5736solidwormNoch keine Bewertungen
- Deloitte Uk Mining and Metals DecarbonizationDokument10 SeitenDeloitte Uk Mining and Metals DecarbonizationfpreuscheNoch keine Bewertungen
- Sargent Catalog CutsDokument60 SeitenSargent Catalog CutssmroboNoch keine Bewertungen
- Distribución Del Mercurio Total en Pescados y Mariscos Del Mar ArgentinoDokument15 SeitenDistribución Del Mercurio Total en Pescados y Mariscos Del Mar ArgentinoaldiNoch keine Bewertungen
- EngineCleaningAndVolcanicAsh InternDokument69 SeitenEngineCleaningAndVolcanicAsh InternLucio Portuguez AlmanzaNoch keine Bewertungen
- BlackCat ManualDokument14 SeitenBlackCat ManualNestor Marquez-DiazNoch keine Bewertungen
- People vs. MediosDokument10 SeitenPeople vs. MediostheresagriggsNoch keine Bewertungen
- Qi Gong & Meditation - Shaolin Temple UKDokument5 SeitenQi Gong & Meditation - Shaolin Temple UKBhuvnesh TenguriaNoch keine Bewertungen
- Crime Free Lease AddendumDokument1 SeiteCrime Free Lease AddendumjmtmanagementNoch keine Bewertungen
- Astm A712 PDFDokument3 SeitenAstm A712 PDFCristian OtivoNoch keine Bewertungen
- Data Performance 2Dokument148 SeitenData Performance 2Ibnu Abdillah MuhammadNoch keine Bewertungen
- Installation Manual (DH84309201) - 07Dokument24 SeitenInstallation Manual (DH84309201) - 07mquaiottiNoch keine Bewertungen
- Product Sheet - Parsys Cloud - Parsys TelemedicineDokument10 SeitenProduct Sheet - Parsys Cloud - Parsys TelemedicineChristian Lezama Cuellar100% (1)
- Current and Voltage Controls 3-Phase AC Max. Current Control Type S 178Dokument3 SeitenCurrent and Voltage Controls 3-Phase AC Max. Current Control Type S 178Felipe FarfanNoch keine Bewertungen
- Practice Problems Mat Bal With RXNDokument4 SeitenPractice Problems Mat Bal With RXNRugi Vicente RubiNoch keine Bewertungen
- AQ-101 Arc Flash ProtectionDokument4 SeitenAQ-101 Arc Flash ProtectionYvesNoch keine Bewertungen
- 2022.08.09 Rickenbacker ComprehensiveDokument180 Seiten2022.08.09 Rickenbacker ComprehensiveTony WintonNoch keine Bewertungen
- HEYER VizOR - Product List - 1015Dokument7 SeitenHEYER VizOR - Product List - 1015kalandorka92Noch keine Bewertungen
- SAT Subject Chemistry SummaryDokument25 SeitenSAT Subject Chemistry SummaryYoonho LeeNoch keine Bewertungen
- SSN Melaka SMK Seri Kota 2021 Annual Training Plan: Athletes Name Training ObjectivesDokument2 SeitenSSN Melaka SMK Seri Kota 2021 Annual Training Plan: Athletes Name Training Objectivessiapa kahNoch keine Bewertungen
- 1 BSC Iriigation Engineering 2018 19 Std1Dokument70 Seiten1 BSC Iriigation Engineering 2018 19 Std1Kwasi BempongNoch keine Bewertungen
- Transmission Line Loading Sag CalculatioDokument25 SeitenTransmission Line Loading Sag Calculatiooaktree2010Noch keine Bewertungen
- MSU-Iligan Institute of TechnologyDokument5 SeitenMSU-Iligan Institute of TechnologyYuvi Rociandel LUARDONoch keine Bewertungen
- Calculation Condensation StudentDokument7 SeitenCalculation Condensation StudentHans PeterNoch keine Bewertungen
- Generic 5S ChecklistDokument2 SeitenGeneric 5S Checklistswamireddy100% (1)
- Ransport and Installation Instructions CTX 510 EcoDokument32 SeitenRansport and Installation Instructions CTX 510 EcoMiliano FilhoNoch keine Bewertungen
- Optical Fiber Communication Unit 3 NotesDokument33 SeitenOptical Fiber Communication Unit 3 NotesEr SarbeshNoch keine Bewertungen
- 10.0 Ms For Scaffolding WorksDokument7 Seiten10.0 Ms For Scaffolding WorksilliasuddinNoch keine Bewertungen
- 51 - Methemoglobin ProducersDokument20 Seiten51 - Methemoglobin ProducersCabinet VeterinarNoch keine Bewertungen
- Updated2021.KEBOS GR11-2KVA 1800W Online Rack Mount UPS DatasheetDokument2 SeitenUpdated2021.KEBOS GR11-2KVA 1800W Online Rack Mount UPS DatasheetRicardo HolleroNoch keine Bewertungen
- Practical Cookery 14th Edition SAMPLEDokument16 SeitenPractical Cookery 14th Edition SAMPLETendaiNoch keine Bewertungen