Das könnte Ihnen auch gefallen
- Corrosion Science Volume 32 Issue 7 1991 (Doi 10.1016/0010-938x (91) 90082-z) E. Otero A. Pardo J. Hernáez F.J. Pérez - The Hot Corrosion of In-657 Superalloy in Na2SO4-V2O5 Melt EutecticDokument7 SeitenCorrosion Science Volume 32 Issue 7 1991 (Doi 10.1016/0010-938x (91) 90082-z) E. Otero A. Pardo J. Hernáez F.J. Pérez - The Hot Corrosion of In-657 Superalloy in Na2SO4-V2O5 Melt EutecticLina CardonaNoch keine Bewertungen
- Exam Sheet MetalDokument19 SeitenExam Sheet MetalIbraheem SabryNoch keine Bewertungen
- Welding Research: Stress Corrosion Characteristics of Maraging Steel Weldments in Air and PentaboraneDokument8 SeitenWelding Research: Stress Corrosion Characteristics of Maraging Steel Weldments in Air and PentaboraneHagen_of_TronjeNoch keine Bewertungen
- Effect of Interlamellar Spacing On The Delamination of Pearlitic Steel WiresDokument6 SeitenEffect of Interlamellar Spacing On The Delamination of Pearlitic Steel WiresSmruti Ranjan PattanayakNoch keine Bewertungen
- Detection of Temper Embrittlement in Steels Using Magnetic Inspection MethodsDokument6 SeitenDetection of Temper Embrittlement in Steels Using Magnetic Inspection MethodsSuryadi NajamuddinNoch keine Bewertungen
- Formation of Iron Nickel Nanocrystalline Alloy by Mechanical Alloying 1999 Nanostructured MaterialsDokument4 SeitenFormation of Iron Nickel Nanocrystalline Alloy by Mechanical Alloying 1999 Nanostructured MaterialsPrathyusha RamadurgamNoch keine Bewertungen
- Behaviour Model of Austenitic Stainless Steels For Automotive Structural PartsDokument6 SeitenBehaviour Model of Austenitic Stainless Steels For Automotive Structural PartsAylín SerraNoch keine Bewertungen
- Htil#OLO /: Investigation of Compound Layer Formed During Ion Nitriding of AISI 4140 SteelDokument4 SeitenHtil#OLO /: Investigation of Compound Layer Formed During Ion Nitriding of AISI 4140 SteelRenè KubíkNoch keine Bewertungen
- Performance European SteelsDokument11 SeitenPerformance European SteelsLuisa UribeNoch keine Bewertungen
- Anod 7075-T6Dokument7 SeitenAnod 7075-T6Son NguyenNoch keine Bewertungen
- Ultrasonic Welding of Aluminum Wires With Large Cross SectionsDokument6 SeitenUltrasonic Welding of Aluminum Wires With Large Cross SectionsEmileNoch keine Bewertungen
- Weor, 50 145: 0043-1648/78/0050-0145$2.25 0 Elsevier Sequoia S.A., Lausanne/Rinted in The NetherlandsDokument9 SeitenWeor, 50 145: 0043-1648/78/0050-0145$2.25 0 Elsevier Sequoia S.A., Lausanne/Rinted in The NetherlandsAswar ATSNoch keine Bewertungen
- Increase in Wear Resistance of 5083 Al-Alloy Using Micro Arc Oxidation"Dokument14 SeitenIncrease in Wear Resistance of 5083 Al-Alloy Using Micro Arc Oxidation"ashwani kaushikNoch keine Bewertungen
- Phase Composition and Residual Stresses in Thermal Barrier CoatingsDokument6 SeitenPhase Composition and Residual Stresses in Thermal Barrier CoatingsCatalin SfatNoch keine Bewertungen
- Fracture AnalysisDokument5 SeitenFracture Analysisoussama mimouniNoch keine Bewertungen
- AL Si CuDokument7 SeitenAL Si CuRiedl LaurentiuNoch keine Bewertungen
- 9% Nickel Steel WeldingDokument11 Seiten9% Nickel Steel WeldingSridharan ChandranNoch keine Bewertungen
- Electrical Testing: Epstein Testing (Core Loss Testing) Per ASTM A343Dokument4 SeitenElectrical Testing: Epstein Testing (Core Loss Testing) Per ASTM A343Noé Rafael Colorado SósolNoch keine Bewertungen
- Jurnal Las GasDokument8 SeitenJurnal Las GasMuhammad Zaenal ArifinNoch keine Bewertungen
- Tensile Tests On Stainless Steels in Temperature Range 800 To 1200°CDokument6 SeitenTensile Tests On Stainless Steels in Temperature Range 800 To 1200°CEduardo Elí Garcia JimenezNoch keine Bewertungen
- Sliding Wear ConditionsDokument8 SeitenSliding Wear ConditionsAnantharam GSNoch keine Bewertungen
- Effect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyDokument7 SeitenEffect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyTrimakisNoch keine Bewertungen
- Effect of The Temperature of Plasma Nitriding in Aisi 316L Austenitic Stainless SteelDokument4 SeitenEffect of The Temperature of Plasma Nitriding in Aisi 316L Austenitic Stainless SteelElnaz AhmadiNoch keine Bewertungen
- Property Enhancement of Nickel Electrodeposits by Anodic Current PulsesDokument8 SeitenProperty Enhancement of Nickel Electrodeposits by Anodic Current Pulses陳顥平Noch keine Bewertungen
- Welding and Characterization of 5083 Aluminium Alloy PDFDokument6 SeitenWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienNoch keine Bewertungen
- Technical Review On Alumina InclusionDokument15 SeitenTechnical Review On Alumina InclusionMubeenNoch keine Bewertungen
- ME2151Dokument6 SeitenME2151Delroy JqNoch keine Bewertungen
- DuanDokument9 SeitenDuanAHMED SAMIR ALEMDARNoch keine Bewertungen
- 02 Rozanski Topolski-Plasma Welding of Steel CPW 800Dokument7 Seiten02 Rozanski Topolski-Plasma Welding of Steel CPW 800Ana Paula MartinsNoch keine Bewertungen
- Improvement of Corrosion Resistance of Plasma Nitrided Stainless SteelDokument4 SeitenImprovement of Corrosion Resistance of Plasma Nitrided Stainless SteelpiyupriNoch keine Bewertungen
- Heat Treatment of Nodular Cast IronDokument4 SeitenHeat Treatment of Nodular Cast IronRoman_RomeoNoch keine Bewertungen
- Correlation of Nanoindentation and Conventional MeDokument7 SeitenCorrelation of Nanoindentation and Conventional MeLazaroNoch keine Bewertungen
- Microstructural Characterization and Its Effect On Mechanical Properties of Fiber Laser Beam Welded Ti6Al4V (2017)Dokument4 SeitenMicrostructural Characterization and Its Effect On Mechanical Properties of Fiber Laser Beam Welded Ti6Al4V (2017)adnan domlogeNoch keine Bewertungen
- Corrosion Fatigue Properties of A 4340 Steel Coated With Colmonoy 88 Alloy, Applied by HVOF Thermal SprayDokument8 SeitenCorrosion Fatigue Properties of A 4340 Steel Coated With Colmonoy 88 Alloy, Applied by HVOF Thermal Spraybrian sanmbranoNoch keine Bewertungen
- Briquetting of Chips Nonferrous MetalDokument7 SeitenBriquetting of Chips Nonferrous MetalFrederico MoraesNoch keine Bewertungen
- 47 4 KozuhDokument10 Seiten47 4 KozuhRobert NatasorpNoch keine Bewertungen
- Characteristics of AISI 420 Stainless Steel Modified by Low-Temperature Plasma Carburizing With Gaseous AcetoneDokument10 SeitenCharacteristics of AISI 420 Stainless Steel Modified by Low-Temperature Plasma Carburizing With Gaseous Acetonemephir666Noch keine Bewertungen
- 10 1007/BF02651597Dokument5 Seiten10 1007/BF02651597Regiane SenaNoch keine Bewertungen
- Ffiffi: T (IlchDokument9 SeitenFfiffi: T (Ilchzuzu_boy6Noch keine Bewertungen
- Microstructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringDokument7 SeitenMicrostructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringAniekanNoch keine Bewertungen
- Mechanical Properties of Steel With A Widmanstatten StructureDokument3 SeitenMechanical Properties of Steel With A Widmanstatten StructureblahsomNoch keine Bewertungen
- Effects of Electrode Degradation On Electrode Life in Resistance Spot Welding of Aluminum Alloy 5182Dokument6 SeitenEffects of Electrode Degradation On Electrode Life in Resistance Spot Welding of Aluminum Alloy 5182Joel BrasilBorgesNoch keine Bewertungen
- Article - Submerged Arc Welding Wires PDFDokument20 SeitenArticle - Submerged Arc Welding Wires PDFMukesh VermaNoch keine Bewertungen
- AE Civil Paper IDokument3 SeitenAE Civil Paper INaveen KaleraNoch keine Bewertungen
- Ultrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryDokument6 SeitenUltrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryCarlos MusellaNoch keine Bewertungen
- Mechanical Properties of High Strength Q690 Steel at Elevated TemperaturesDokument10 SeitenMechanical Properties of High Strength Q690 Steel at Elevated TemperaturesMeshhaNoch keine Bewertungen
- Materials ScienceDokument5 SeitenMaterials SciencepewinataliyaNoch keine Bewertungen
- Materi 4. SMAW ProsessDokument9 SeitenMateri 4. SMAW ProsessAwan VictorNoch keine Bewertungen
- 1 s2.0 S1877705811005157 MainDokument6 Seiten1 s2.0 S1877705811005157 Mainmanjunath k sNoch keine Bewertungen
- (20834799 - Advances in Materials Science) A Study On The Effect of Different Activating Flux On a-TIG Welding Process of Incoloy 800HDokument12 Seiten(20834799 - Advances in Materials Science) A Study On The Effect of Different Activating Flux On a-TIG Welding Process of Incoloy 800HARUN VNoch keine Bewertungen
- D and H NewDokument37 SeitenD and H NewBharat AhirNoch keine Bewertungen
- Gmaw Arc FundaDokument11 SeitenGmaw Arc FundavonipkoNoch keine Bewertungen
- Effect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenDokument10 SeitenEffect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenHani Aziz AmeenNoch keine Bewertungen
- The Use of Electrochemical Impedance Measurements To Assess The Performance of Organic Coating Systr IS On Naval SteelDokument16 SeitenThe Use of Electrochemical Impedance Measurements To Assess The Performance of Organic Coating Systr IS On Naval SteelRodrigo Siqueira MeloNoch keine Bewertungen
- Thermit Welding of Chromium Vanadium RailsteelDokument8 SeitenThermit Welding of Chromium Vanadium Railsteelsantu_23Noch keine Bewertungen
- 1982AustSS FSWeldJntFalrs WeldJDokument11 Seiten1982AustSS FSWeldJntFalrs WeldJthisaintwapNoch keine Bewertungen
- Investigation and Application of High Strength Low Alloy Wear Resistant Cast SteelDokument4 SeitenInvestigation and Application of High Strength Low Alloy Wear Resistant Cast Steelz2aliNoch keine Bewertungen
- Xi 2008Dokument9 SeitenXi 2008Za ZeNoch keine Bewertungen
- Knowledge Tit-Bits On Transformer Electrical Steels-Part 2Dokument13 SeitenKnowledge Tit-Bits On Transformer Electrical Steels-Part 2salemg82Noch keine Bewertungen
- Joint Shaft BintangDokument1 SeiteJoint Shaft BintangnovernandoNoch keine Bewertungen
- Prototype Asembli TPS (Six Sigma) MMDokument1 SeitePrototype Asembli TPS (Six Sigma) MMnovernandoNoch keine Bewertungen
- Legg 2017Dokument24 SeitenLegg 2017novernandoNoch keine Bewertungen
- Fabricators QC Qa Plan Checklist Form 675 070 17Dokument3 SeitenFabricators QC Qa Plan Checklist Form 675 070 17novernandoNoch keine Bewertungen
- Yin 2011Dokument6 SeitenYin 2011novernandoNoch keine Bewertungen
- Support Motor Rev 1Dokument1 SeiteSupport Motor Rev 1novernandoNoch keine Bewertungen
- Thermal Stability of Bentonites in Foundry Molding SandDokument14 SeitenThermal Stability of Bentonites in Foundry Molding SandnovernandoNoch keine Bewertungen
- Alpha and Beta Alumina by X RDDokument26 SeitenAlpha and Beta Alumina by X RDnovernandoNoch keine Bewertungen
- Ang 2014Dokument45 SeitenAng 2014novernandoNoch keine Bewertungen
- Match! Phase Analysis Report: Institute of Technology Sepuluh November (ITS), Department of Physics Sample: 0,5 BarDokument3 SeitenMatch! Phase Analysis Report: Institute of Technology Sepuluh November (ITS), Department of Physics Sample: 0,5 BarnovernandoNoch keine Bewertungen
- Characterization of Powder-Precursor HVOF-SprayedDokument10 SeitenCharacterization of Powder-Precursor HVOF-SprayednovernandoNoch keine Bewertungen
- Thermal Arc Spray Overview: IOP Conference Series Materials Science and Engineering June 2013Dokument12 SeitenThermal Arc Spray Overview: IOP Conference Series Materials Science and Engineering June 2013novernandoNoch keine Bewertungen
- Cold Spray Technology: Future of Coating Deposition ProcessesDokument16 SeitenCold Spray Technology: Future of Coating Deposition ProcessesnovernandoNoch keine Bewertungen
- Wear Behavior of Flame-Sprayed Al O - Tio Coatings On Plain Carbon Steel SubstratesDokument5 SeitenWear Behavior of Flame-Sprayed Al O - Tio Coatings On Plain Carbon Steel SubstratesnovernandoNoch keine Bewertungen
- Accepted Manuscript: International Journal of FatigueDokument23 SeitenAccepted Manuscript: International Journal of FatiguenovernandoNoch keine Bewertungen
- ColdSpray Best Practices 8-10-12Dokument31 SeitenColdSpray Best Practices 8-10-12novernandoNoch keine Bewertungen
- Particle Velocity and Deposition Efficiency in The Cold Spray ProcessDokument2 SeitenParticle Velocity and Deposition Efficiency in The Cold Spray ProcessnovernandoNoch keine Bewertungen
- How To Create A Virtual Networks by Using Vmware WorkstationDokument15 SeitenHow To Create A Virtual Networks by Using Vmware WorkstationAsad EjazNoch keine Bewertungen
- Hard Disk Formatting and CapacityDokument3 SeitenHard Disk Formatting and CapacityVinayak Odanavar0% (1)
- Syllabus 330C SystemsDokument1 SeiteSyllabus 330C SystemsDANIEL VARGAS RODRIGUEZNoch keine Bewertungen
- H S ™ PHC P H C: Ypertherm Ensor Lasma Eight OntrolDokument58 SeitenH S ™ PHC P H C: Ypertherm Ensor Lasma Eight OntrolCRISTIANNoch keine Bewertungen
- Grade 7 and 8 November NewsletterDokument1 SeiteGrade 7 and 8 November Newsletterapi-296332562Noch keine Bewertungen
- ES1022 y Midterm December 2013 With Final AnswersDokument13 SeitenES1022 y Midterm December 2013 With Final AnswersGASR2017Noch keine Bewertungen
- WordFamilySorts 1Dokument38 SeitenWordFamilySorts 1Karen simpsonNoch keine Bewertungen
- NHD Works Cited 2015Dokument9 SeitenNHD Works Cited 2015miakellerNoch keine Bewertungen
- Is 803Dokument98 SeitenIs 803Gaurav BedseNoch keine Bewertungen
- 晴天木塑目录册Dokument18 Seiten晴天木塑目录册contaeduNoch keine Bewertungen
- Documents - The New Ostpolitik and German-German Relations: Permanent LegationsDokument5 SeitenDocuments - The New Ostpolitik and German-German Relations: Permanent LegationsKhairun Nisa JNoch keine Bewertungen
- Nueva Ecija University of Science and Technology Gapan Academic Extension CampusDokument4 SeitenNueva Ecija University of Science and Technology Gapan Academic Extension CampusErmercadoNoch keine Bewertungen
- Gas Plant Improves C3 Recovery With Lean Six Sigma ApproachDokument9 SeitenGas Plant Improves C3 Recovery With Lean Six Sigma ApproachganeshdhageNoch keine Bewertungen
- Module 1 Microtunneling NoteDokument2 SeitenModule 1 Microtunneling Notematrixworld20Noch keine Bewertungen
- Wireless Body Area Networks: A SurveyDokument29 SeitenWireless Body Area Networks: A Surveyabdul hananNoch keine Bewertungen
- Chapter 3 - Well Completion Practices PDFDokument138 SeitenChapter 3 - Well Completion Practices PDFchft100% (1)
- V1 001 PDFDokument20 SeitenV1 001 PDFG100% (2)
- Falcon 7X CommunicationsDokument105 SeitenFalcon 7X Communicationsjunmech-1Noch keine Bewertungen
- DD The Superior College Lahore: Bscs 5CDokument15 SeitenDD The Superior College Lahore: Bscs 5CLukeNoch keine Bewertungen
- Air Filters PDFDokument2 SeitenAir Filters PDFTan Jai0% (1)
- Android VersionsDokument7 SeitenAndroid VersionsEdna Mae Salas GarciaNoch keine Bewertungen
- Research Proposal RubricsDokument1 SeiteResearch Proposal RubricsRonnie Dalgo0% (1)
- OTL R12 ImplementationDokument288 SeitenOTL R12 ImplementationSarah Kay MortelNoch keine Bewertungen
- 5 CombiflameDokument8 Seiten5 CombiflamenitantharaniNoch keine Bewertungen
- TPMS - A Learning GuideDokument14 SeitenTPMS - A Learning GuideOrangeElectronicUsaNoch keine Bewertungen
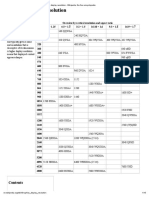
- Graphics Display Resolution - Wikipedia, The Free EncyclopediaDokument15 SeitenGraphics Display Resolution - Wikipedia, The Free EncyclopediaKarun KumarNoch keine Bewertungen
- INDUSTRIAL LUBRICANTS-misr Petroleum PDFDokument17 SeitenINDUSTRIAL LUBRICANTS-misr Petroleum PDFIslam FawzyNoch keine Bewertungen
- Toshiba Multi Split and Single Split Systems BrochureDokument32 SeitenToshiba Multi Split and Single Split Systems Brochurethanhlong2005Noch keine Bewertungen
- UntitledDokument32 SeitenUntitledAnimeFreak930901Noch keine Bewertungen
- S9300&S9300E V200R001C00 Hardware Description 05 PDFDokument282 SeitenS9300&S9300E V200R001C00 Hardware Description 05 PDFmike_mnleeNoch keine Bewertungen