Das könnte Ihnen auch gefallen
- GMAW welding parameters for SS400 pipeDokument2 SeitenGMAW welding parameters for SS400 pipeAnonymous zfC1zo9C100% (1)
- Dimensional Inspection Report TemplateDokument1 SeiteDimensional Inspection Report TemplateAlfian ImaduddinNoch keine Bewertungen
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Dokument2 SeitenWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNoch keine Bewertungen
- Welding Proposed Pwps For Our Jubail WorkDokument2 SeitenWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- WPS 2014-002 002 - 1G & 2G S 275 JRDokument2 SeitenWPS 2014-002 002 - 1G & 2G S 275 JRjeswin50% (2)
- WPS 304L &316LDokument2 SeitenWPS 304L &316LShakeel Memon100% (1)
- NDT Request Form: Project Quality Assurance & ControlDokument1 SeiteNDT Request Form: Project Quality Assurance & ControlIzar Irhamni, ST100% (1)
- WPS For Smaw06-001 (Pipe 6G CS)Dokument10 SeitenWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- Aws D1.1 - WPS - Smaw-Fcaw PDFDokument1 SeiteAws D1.1 - WPS - Smaw-Fcaw PDFBernathTurnipNoch keine Bewertungen
- WPS Format For AWS D1.1 - WelderDokument1 SeiteWPS Format For AWS D1.1 - WelderThe Welding Inspections Community100% (1)
- Draft WPSDokument3 SeitenDraft WPSWale OyeludeNoch keine Bewertungen
- FIT UP ReportDokument2 SeitenFIT UP Reportsiva8000Noch keine Bewertungen
- RFI-3458 - Daily Fit Up Inspection Report-OKDokument24 SeitenRFI-3458 - Daily Fit Up Inspection Report-OKnguyennamxmNoch keine Bewertungen
- WQTDokument1 SeiteWQTRamkunwar YadavNoch keine Bewertungen
- Welding Procedure Specification: Page 1 of 1Dokument2 SeitenWelding Procedure Specification: Page 1 of 1Anderson Perez MartinezNoch keine Bewertungen
- AWS D1.1 WPS for Butt Joint SMAW ProcedureDokument2 SeitenAWS D1.1 WPS for Butt Joint SMAW ProcedureWahyu Lailil FaisNoch keine Bewertungen
- Welding Procedure Specification For Storage Tank & Piping SystemDokument3 SeitenWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNoch keine Bewertungen
- PT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSDokument1 SeitePT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSBudi Setia RahmanNoch keine Bewertungen
- WPS PQR FormatDokument1 SeiteWPS PQR FormatJatin Kamdar100% (2)
- Welding Procedure Specification: Neo StructoDokument2 SeitenWelding Procedure Specification: Neo Structohareesh13hNoch keine Bewertungen
- Weld Overlay Procedure For WN Flange 2'' #900 RTJDokument8 SeitenWeld Overlay Procedure For WN Flange 2'' #900 RTJFerdie OS100% (1)
- PQR Template (Asme)Dokument2 SeitenPQR Template (Asme)jok1974Noch keine Bewertungen
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Dokument5 SeitenWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- Asme Sec Ix, Wps-Welding Variables and Data (Smaw-Saw-Gtaw)Dokument7 SeitenAsme Sec Ix, Wps-Welding Variables and Data (Smaw-Saw-Gtaw)Saran Kumar100% (1)
- Aws D1.1 - WPS - Smaw-Fcaw PDFDokument1 SeiteAws D1.1 - WPS - Smaw-Fcaw PDFThe Welding Inspections CommunityNoch keine Bewertungen
- WOPQ Form English1Dokument2 SeitenWOPQ Form English1oaperuchenaNoch keine Bewertungen
- 19403955-WPS M.S. Is 2062Dokument10 Seiten19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Fit Up ReportDokument5 SeitenFit Up ReportAkash Singh Tomar100% (1)
- WPS Pipe 08'' SHD 40 SMAW REV02Dokument2 SeitenWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNoch keine Bewertungen
- WPS 6G CS Pipe CorrectDokument4 SeitenWPS 6G CS Pipe CorrectAla ReguiiNoch keine Bewertungen
- Plate Inspection ReportDokument1 SeitePlate Inspection ReportlalitaliNoch keine Bewertungen
- Wps (Gtaw & Smaw)Dokument3 SeitenWps (Gtaw & Smaw)Ramadhan AdityaNoch keine Bewertungen
- Piping Daily Fit Up Quality Control and Inspection Report FormDokument4 SeitenPiping Daily Fit Up Quality Control and Inspection Report FormnguyenquanghiepNoch keine Bewertungen
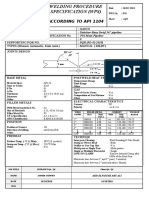
- Welding Procedure Specification (WPS) : According To Api 1104Dokument1 SeiteWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- Fm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Dokument1 SeiteFm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Jindarat KasemsooksakulNoch keine Bewertungen
- Welding Procedure Specification: ST NDDokument1 SeiteWelding Procedure Specification: ST NDMaung SleeperNoch keine Bewertungen
- Figure UCS-66 Impact Test Exemption Curves (Cont'd) : ASME BPVC - VIII.1-2019 UCS-66Dokument2 SeitenFigure UCS-66 Impact Test Exemption Curves (Cont'd) : ASME BPVC - VIII.1-2019 UCS-66MechanicalNoch keine Bewertungen
- Welding Report For Tank 1Dokument1 SeiteWelding Report For Tank 1Rifki HasyaNoch keine Bewertungen
- Welding Procedure Specification For 24'' PipeDokument2 SeitenWelding Procedure Specification For 24'' Pipeenels77100% (2)
- QIR-104-Welding Parameters Record SheetDokument1 SeiteQIR-104-Welding Parameters Record SheetSamer Bayati100% (1)
- PT Kuwera Karya Me: PanduDokument2 SeitenPT Kuwera Karya Me: PanduGalang Pratama PutraNoch keine Bewertungen
- PREQUALIFIED WELDING PROCEDURE SPECIFICATIONDokument1 SeitePREQUALIFIED WELDING PROCEDURE SPECIFICATIONErick VazquezNoch keine Bewertungen
- Welding traceability reportDokument1 SeiteWelding traceability reportAlfian Imaduddin100% (1)
- UT ASME Report FormatDokument2 SeitenUT ASME Report Formatrifa100% (1)
- PQR & Welding Procedures Matrix PDFDokument1 SeitePQR & Welding Procedures Matrix PDFsudeesh kumar100% (1)
- ITP-PRESSURE VESSEL ExistingDokument2 SeitenITP-PRESSURE VESSEL ExistingArisNoch keine Bewertungen
- Fcaw 16 THKDokument5 SeitenFcaw 16 THKparesh2387Noch keine Bewertungen
- Welder Monitoring SheetDokument1 SeiteWelder Monitoring SheetQC apollohx100% (1)
- Plates ASTM-A240 Gr 304LDokument6 SeitenPlates ASTM-A240 Gr 304Labhishek198327Noch keine Bewertungen
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDokument5 SeitenWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNoch keine Bewertungen
- Welding Procedure Specification (WPS) : N.A N.ADokument1 SeiteWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiNoch keine Bewertungen
- WPS-CR 01-06-15Dokument1 SeiteWPS-CR 01-06-15majdi jerbiNoch keine Bewertungen
- Welding Procedure for Stainless Steel PipingDokument1 SeiteWelding Procedure for Stainless Steel Pipingmajdi jerbiNoch keine Bewertungen
- WPS CR 01-08-09Dokument1 SeiteWPS CR 01-08-09majdi jerbiNoch keine Bewertungen
- WPS-PTR 01-05-15Dokument1 SeiteWPS-PTR 01-05-15majdi jerbiNoch keine Bewertungen
- WPS PTR 01-08-09Dokument1 SeiteWPS PTR 01-08-09majdi jerbiNoch keine Bewertungen
- PWPS 005Dokument2 SeitenPWPS 005Mehrdad RezaeiNoch keine Bewertungen
- WPS - BilDokument8 SeitenWPS - BilShahdeoNoch keine Bewertungen
- Welding Procedure Specifications (WPS) : AWS D1.1Dokument2 SeitenWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNoch keine Bewertungen
- Welding Procedure Specification (WPS)Dokument2 SeitenWelding Procedure Specification (WPS)Rejoy babyNoch keine Bewertungen
- Dp220151-Garde CorpsDokument1 SeiteDp220151-Garde CorpsMajdi JerbiNoch keine Bewertungen
- Majdi+Jerbi+Resume EnglishDokument4 SeitenMajdi+Jerbi+Resume EnglishMajdi JerbiNoch keine Bewertungen
- Form 610 - Daily Field Coating Inspection ReportDokument8 SeitenForm 610 - Daily Field Coating Inspection ReportHendra Yudistira100% (1)
- DP Acco. To DS1 PDFDokument58 SeitenDP Acco. To DS1 PDFMajdi JerbiNoch keine Bewertungen
- PROJECT PROGRESS SampleDokument4 SeitenPROJECT PROGRESS SampleMajdi JerbiNoch keine Bewertungen
- UT PROCEDURE TITLEDokument40 SeitenUT PROCEDURE TITLEShyam Singh100% (3)
- UT PROCEDURE TITLEDokument40 SeitenUT PROCEDURE TITLEShyam Singh100% (3)
- Wps Repair WorDokument1 SeiteWps Repair WorMajdi JerbiNoch keine Bewertungen
- Form 610 - Daily Field Coating Inspection ReportDokument8 SeitenForm 610 - Daily Field Coating Inspection ReportHendra Yudistira100% (1)
- 498 Quality Plan Pressure Vessel PDFDokument20 Seiten498 Quality Plan Pressure Vessel PDFRizki MaulanaNoch keine Bewertungen
- Curriculum Vitae: Majdi JerbiDokument4 SeitenCurriculum Vitae: Majdi JerbiMajdi JerbiNoch keine Bewertungen
- المنظومة الخاصة يالتسجيل عن بعدDokument1 Seiteالمنظومة الخاصة يالتسجيل عن بعدMajdi JerbiNoch keine Bewertungen
- It 4.004 en PDFDokument9 SeitenIt 4.004 en PDFMajdi JerbiNoch keine Bewertungen
- Bom of Material D of Line 50-185A1-4-Cr According To Field ReommendationDokument2 SeitenBom of Material D of Line 50-185A1-4-Cr According To Field ReommendationMajdi JerbiNoch keine Bewertungen
- List of Possible Damaged ValvesDokument2 SeitenList of Possible Damaged ValvesMajdi JerbiNoch keine Bewertungen
- Progress Per Activities (Till 03/10/2019) : EZZ#9 Related Pipes GridDokument2 SeitenProgress Per Activities (Till 03/10/2019) : EZZ#9 Related Pipes GridMajdi Jerbi100% (1)
- Damaged components replacement recommendationDokument2 SeitenDamaged components replacement recommendationMajdi JerbiNoch keine Bewertungen
- Fq-Tec-904 - Ultrasonic A-Scan ReportDokument2 SeitenFq-Tec-904 - Ultrasonic A-Scan ReportMajdi JerbiNoch keine Bewertungen
- 125 128Dokument4 Seiten125 128Majdi JerbiNoch keine Bewertungen
- BGas Painting Inspection Grade 2/3 Surface Preparation ChecklistDokument25 SeitenBGas Painting Inspection Grade 2/3 Surface Preparation ChecklistMohammad Aamir Perwaiz94% (16)
- Norsok Material Data Sheet (M-630r2)Dokument77 SeitenNorsok Material Data Sheet (M-630r2)karuna346Noch keine Bewertungen
- Structural Maintenance of Dockside Container Cranes 2008 PDFDokument35 SeitenStructural Maintenance of Dockside Container Cranes 2008 PDFMajdi JerbiNoch keine Bewertungen
- Welding Map: PROJECT: Repair of Damaged Pipelines & Process Lines - MARETAP - EZZAOUIA FIELDDokument1 SeiteWelding Map: PROJECT: Repair of Damaged Pipelines & Process Lines - MARETAP - EZZAOUIA FIELDMajdi Jerbi100% (1)
- Non Destructive Testing of Welds Pages 1 - 42 - Text Version - FlipHTML5Dokument42 SeitenNon Destructive Testing of Welds Pages 1 - 42 - Text Version - FlipHTML5Majdi JerbiNoch keine Bewertungen
- API 653 Final Exam Questions Closed Book With AnswersDokument8 SeitenAPI 653 Final Exam Questions Closed Book With Answersgurdeepsarora8738100% (16)
- Welding Procedure Specification (WPS) : N.A N.ADokument1 SeiteWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiNoch keine Bewertungen
- Underground Pipe Stress CheckDokument9 SeitenUnderground Pipe Stress CheckMajdi JerbiNoch keine Bewertungen
- TGN PE 01 Hardness Testing of WeldsDokument7 SeitenTGN PE 01 Hardness Testing of WeldsadelNoch keine Bewertungen
- Daily progress report for tank repair and conversion projectDokument9 SeitenDaily progress report for tank repair and conversion projectMajdi Jerbi67% (3)
- Uji Struktur Dan Sifat Listrik Silikon Dioksida Dan Silikon Dari Sekam PadiDokument68 SeitenUji Struktur Dan Sifat Listrik Silikon Dioksida Dan Silikon Dari Sekam PadiNazopatul Patonah Har IPBNoch keine Bewertungen
- Quantum PackerDokument2 SeitenQuantum PackerCARLOSELSOARESNoch keine Bewertungen
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDokument6 SeitenOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketNoch keine Bewertungen
- Referat - Padurariu George-OctavianDokument20 SeitenReferat - Padurariu George-OctavianGeorge PadurariuNoch keine Bewertungen
- Modified Hydrotest 6barDokument4 SeitenModified Hydrotest 6barMohamed ElarabiNoch keine Bewertungen
- 1 Test For StarchDokument4 Seiten1 Test For StarchFardeenKhanNoch keine Bewertungen
- Fluid PropertiesDokument37 SeitenFluid PropertiesdeusleanNoch keine Bewertungen
- Sediments and ErosionDokument17 SeitenSediments and ErosionRavi UraiyaNoch keine Bewertungen
- E213-Ultrasonic Examination of Metal Pipe and TubingDokument5 SeitenE213-Ultrasonic Examination of Metal Pipe and Tubingsolrac4371Noch keine Bewertungen
- Damascus SteelDokument8 SeitenDamascus Steelmuhammad85Noch keine Bewertungen
- Mole Funsheet 2Dokument1 SeiteMole Funsheet 2Sk Aul DherNoch keine Bewertungen
- Conditioning Ultramid Moldings: Technical InformationDokument16 SeitenConditioning Ultramid Moldings: Technical Informationsuhas110Noch keine Bewertungen
- EDC Manual PDFDokument83 SeitenEDC Manual PDFMrinal MitraNoch keine Bewertungen
- Mining Engineering Course in APUDokument132 SeitenMining Engineering Course in APUBinod Kumar PadhiNoch keine Bewertungen
- Bessemer Converter Furnace Refractory ProcessDokument4 SeitenBessemer Converter Furnace Refractory ProcessHariman El EmirNoch keine Bewertungen
- UST-IACUC Animal Care ReviewDokument8 SeitenUST-IACUC Animal Care ReviewKate Montenegro0% (1)
- Manual SC30TDokument60 SeitenManual SC30Tdetrusitol73% (15)
- Gcse Ocr DT FlashcardsDokument8 SeitenGcse Ocr DT Flashcardsapi-256027312Noch keine Bewertungen
- Precast Concrete Insulation Panels for Facades and WallsDokument12 SeitenPrecast Concrete Insulation Panels for Facades and Wallssabid100% (1)
- En-10079 Definition of Steel ProductsDokument44 SeitenEn-10079 Definition of Steel ProductshugocoimbraNoch keine Bewertungen
- New Horizons For Dividing Wall ColumnsDokument9 SeitenNew Horizons For Dividing Wall ColumnsidmNoch keine Bewertungen
- Tetrahydrozoline Hydrochloride (Usp39) If Te 160801Dokument1 SeiteTetrahydrozoline Hydrochloride (Usp39) If Te 160801hcbf138100% (1)
- MORTARDokument52 SeitenMORTARajithNoch keine Bewertungen
- Valvula Antirretorno Norgren t60Dokument1 SeiteValvula Antirretorno Norgren t60Base SistemasNoch keine Bewertungen
- Effect of Tungsten On Mechanical Properties of High-Purity 60 mass%Cr-Fe AlloysDokument6 SeitenEffect of Tungsten On Mechanical Properties of High-Purity 60 mass%Cr-Fe AlloysElMacheteDelHuesoNoch keine Bewertungen
- Indian Earth Science Olympiad 2010Dokument13 SeitenIndian Earth Science Olympiad 2010Science Olympiad Blog100% (2)
- The discovery of artemisinin and gifts from Chinese herbal medicineDokument4 SeitenThe discovery of artemisinin and gifts from Chinese herbal medicinePerpetua NeoNoch keine Bewertungen
- Piping Arrangement Around PumpDokument7 SeitenPiping Arrangement Around Pumpanung_scribdNoch keine Bewertungen
- Fischer Anchor BoltDokument10 SeitenFischer Anchor Bolticehorizon88Noch keine Bewertungen
- Application Note Aflatoxins EngDokument5 SeitenApplication Note Aflatoxins EngLan HuongNoch keine Bewertungen