Das könnte Ihnen auch gefallen
- Ejercicios de Gestion de MantenimientoDokument8 SeitenEjercicios de Gestion de Mantenimientosergioc14667% (3)
- Examen Mantenimiento HDokument5 SeitenExamen Mantenimiento HReynaldo HuachacaNoch keine Bewertungen
- Problemas IndicadoresDokument7 SeitenProblemas IndicadoresBrunno Rojas100% (1)
- Mantenimiento Ejercicios de DisponibilidadDokument8 SeitenMantenimiento Ejercicios de Disponibilidadedwin antonio criollo limache83% (6)
- Gestión de MantenimientoDokument3 SeitenGestión de MantenimientoMeira Fontalvo50% (2)
- Ejercicios Gestion de MantenimientoDokument16 SeitenEjercicios Gestion de Mantenimientocesar nevarezNoch keine Bewertungen
- Gestion de Mantenimiento - Guía de Problemas 2Dokument6 SeitenGestion de Mantenimiento - Guía de Problemas 2fran vela0% (1)
- 11 Problema de Gestión Del MantenimientoDokument48 Seiten11 Problema de Gestión Del MantenimientoJesus Nizama0% (1)
- Cálculo MTBF MTTR disponibilidad equipos transporteDokument7 SeitenCálculo MTBF MTTR disponibilidad equipos transporteAdrian OxenfordNoch keine Bewertungen
- Gestión de mantenimiento en procesos industrialesDokument8 SeitenGestión de mantenimiento en procesos industrialesJOSE CONTRERAS MAESTRE0% (1)
- Ej Disponibilidad MTBFDokument5 SeitenEj Disponibilidad MTBFRaúl Anel100% (1)
- Ejercicios de MantenimientoDokument14 SeitenEjercicios de Mantenimientocarlos arredondoNoch keine Bewertungen
- EJERCICIOS UNIDADES 6 Y 7 (Corregido)Dokument13 SeitenEJERCICIOS UNIDADES 6 Y 7 (Corregido)junior100% (4)
- Ejercicios Ing Instrial 2Dokument8 SeitenEjercicios Ing Instrial 2Facu DoriaNoch keine Bewertungen
- Resolución Ejercicio MTBF MTTF MTTR A PDFDokument1 SeiteResolución Ejercicio MTBF MTTF MTTR A PDFRodrigo Alfredo67% (3)
- Ejercicios MTBF MTTR 2020 2Dokument5 SeitenEjercicios MTBF MTTR 2020 2ALexander Reyes100% (1)
- Disponibilidad, fiabilidad y mantenibilidad de sistemasDokument6 SeitenDisponibilidad, fiabilidad y mantenibilidad de sistemassuizard50% (2)
- Mantenimiento industrial efectividad planta esparragueraDokument3 SeitenMantenimiento industrial efectividad planta esparragueraJimena del Solar50% (6)
- Guia de Ejercicios Oee - DosDokument3 SeitenGuia de Ejercicios Oee - DosJuan Pino0% (1)
- Ejercicios Oee Gestion de La Produccion 1Dokument12 SeitenEjercicios Oee Gestion de La Produccion 1Carlos Ruiz100% (2)
- 2016-04-08 Primer Parcial (Solución)Dokument2 Seiten2016-04-08 Primer Parcial (Solución)Diego Herrera80% (5)
- Cálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoDokument5 SeitenCálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoTati_980% (2)
- Ejercicio de ClaseDokument2 SeitenEjercicio de ClaseNoemi Thalia Martinez Riveros67% (3)
- Ejercicios OEEDokument4 SeitenEjercicios OEEAzael Roldan100% (1)
- Practica 7 OEEDokument6 SeitenPractica 7 OEEGALOXNoch keine Bewertungen
- Costo de Vida ÚtilDokument2 SeitenCosto de Vida ÚtilEliezer Martínez50% (2)
- EXAMEN T1 - Gestión de Mantenimiento GU - ResueltoDokument5 SeitenEXAMEN T1 - Gestión de Mantenimiento GU - ResueltoLuis Alberto Cuya Ramos0% (1)
- Gestion de Mantenimiento IndustrialDokument7 SeitenGestion de Mantenimiento IndustrialDiego Leonardo González100% (2)
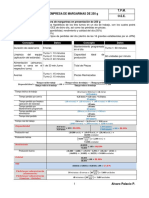
- Empresa de Margarinas de 250 G - Ejercicio OEEDokument2 SeitenEmpresa de Margarinas de 250 G - Ejercicio OEEDiego Herrera86% (7)
- Ejercicio 2 Calculo Del OEEDokument2 SeitenEjercicio 2 Calculo Del OEEPerla Cervantes25% (4)
- Ejercicios Distribución WeibullDokument26 SeitenEjercicios Distribución WeibullLG Milton Luis100% (6)
- Primera Guia de Ejercicios MantenimientoDokument12 SeitenPrimera Guia de Ejercicios MantenimientoChristian Briceño0% (2)
- Indicadores Del Mantenimiento-HugoDokument4 SeitenIndicadores Del Mantenimiento-Hugomec_unt6183Noch keine Bewertungen
- Gestión de Mantenimiento - Ejercicios de MTBF, MTTR y DisponibilidadDokument2 SeitenGestión de Mantenimiento - Ejercicios de MTBF, MTTR y DisponibilidadEmmanuel CanalesNoch keine Bewertungen
- Sem12 - Ejemplos A Desarrollar OEEDokument7 SeitenSem12 - Ejemplos A Desarrollar OEEelizabeth0% (1)
- Oee Ejercicios de AplicaciónDokument3 SeitenOee Ejercicios de AplicaciónJorgeCannavaro100% (2)
- Caso Indicadores de Mantenimiento 2Dokument7 SeitenCaso Indicadores de Mantenimiento 2Nzmuivwr UvinzmwvaNoch keine Bewertungen
- OEE Ejercicios cálculo efectividad líneas producciónDokument7 SeitenOEE Ejercicios cálculo efectividad líneas producciónBrayan RojasNoch keine Bewertungen
- Ejercicios MantenimientoDokument5 SeitenEjercicios MantenimientoRuth Noemi Carlos SaldañaNoch keine Bewertungen
- Ejercicios Mtto 2-4-18Dokument3 SeitenEjercicios Mtto 2-4-18Ximena BallarteNoch keine Bewertungen
- Ejercicios MTBF MTTR 2021 1 BDokument3 SeitenEjercicios MTBF MTTR 2021 1 BLuis RodriguezNoch keine Bewertungen
- Gestión de Activos Físicos Otoño/2013 EjerciciosDokument6 SeitenGestión de Activos Físicos Otoño/2013 EjerciciosRaúl Reaño Villalobos0% (1)
- EcuacionesDokument2 SeitenEcuacionesAnonymous AEEX5jW4100% (1)
- Solucion Parcial I6anDokument2 SeitenSolucion Parcial I6anRaul Castro67% (3)
- Fábrica de Baldosas Cerámicas PDFDokument2 SeitenFábrica de Baldosas Cerámicas PDFAle Correa86% (14)
- Ejercicio 1 de Confiabilidad LDokument16 SeitenEjercicio 1 de Confiabilidad LNoel Enrique Avila100% (5)
- Ejercicio Calculo Del OEEDokument2 SeitenEjercicio Calculo Del OEEPerla CervantesNoch keine Bewertungen
- Ejercicios FiabilidadDokument3 SeitenEjercicios FiabilidadJorge Arevalo PerezNoch keine Bewertungen
- Ejercicio de OEEDokument1 SeiteEjercicio de OEEfcarlostorres100% (1)
- Manualdeingenieriademantenimiento Problemas 2011 131204130007 Phpapp01Dokument85 SeitenManualdeingenieriademantenimiento Problemas 2011 131204130007 Phpapp01GF KeiNoch keine Bewertungen
- Ejercicio OeeDokument2 SeitenEjercicio Oeecarolina sanchezNoch keine Bewertungen
- Gestion de Mantenimiento Johana Villamizar 4Dokument13 SeitenGestion de Mantenimiento Johana Villamizar 4Johana VillamizarNoch keine Bewertungen
- GestionDokument5 SeitenGestionFabio Andrés CorreaNoch keine Bewertungen
- Calculo Ejercicios Gestion de MantenimientoDokument10 SeitenCalculo Ejercicios Gestion de MantenimientoAdriana SantillanNoch keine Bewertungen
- Taller de KPI ClaveDokument8 SeitenTaller de KPI ClaveJose CubasNoch keine Bewertungen
- Exam 15 Agosto 2019 Preguntas y RespuestasDokument6 SeitenExam 15 Agosto 2019 Preguntas y RespuestasLuisCoaquiraNoch keine Bewertungen
- Guia de Ejercicios Calculos ConfiabilidadDokument3 SeitenGuia de Ejercicios Calculos ConfiabilidadJoaking Adolfo Mora LobosNoch keine Bewertungen
- CONSIGNAS Sobre IndicadoresDokument7 SeitenCONSIGNAS Sobre IndicadoresEmiliano PerezNoch keine Bewertungen
- PDF Problemas Indicadores - CompressDokument7 SeitenPDF Problemas Indicadores - CompressluisNoch keine Bewertungen
- DiegoFbb Deber7 MantenimientoDokument2 SeitenDiegoFbb Deber7 MantenimientodiegoNoch keine Bewertungen
- Planeando El ProyectoDokument78 SeitenPlaneando El Proyectosergio pinchaoNoch keine Bewertungen
- Paq 6 - Corte Al 30.11.23 Todo C Filtrado Uat Norma - BajadoDokument478 SeitenPaq 6 - Corte Al 30.11.23 Todo C Filtrado Uat Norma - BajadoPaola Marchan PalaciosNoch keine Bewertungen
- Informe de Analisis Del Sistema de InformacionDokument15 SeitenInforme de Analisis Del Sistema de InformacionJorge Andres Balza GranadosNoch keine Bewertungen
- MercadoGlobalTecnología1R0Dokument33 SeitenMercadoGlobalTecnología1R0Jordan Andre Varas CruzNoch keine Bewertungen
- Colas CircularesDokument2 SeitenColas CircularesJessicaNoch keine Bewertungen
- Sistema de seguridad con mallas de acero MeshDokument24 SeitenSistema de seguridad con mallas de acero MeshAnonymous uAqfucNoch keine Bewertungen
- Viaje PlacenteroDokument4 SeitenViaje PlacenteroaliramboNoch keine Bewertungen
- Inovacion Biomecanica - Diciembre - 2020Dokument7 SeitenInovacion Biomecanica - Diciembre - 2020Santiago LopezNoch keine Bewertungen
- Temp 5to - U2 - Dmpa 08Dokument8 SeitenTemp 5to - U2 - Dmpa 08Wilber Franz Toledo MamaniNoch keine Bewertungen
- Caso Práctico - Busexc - Aplicación de Amfe - LaqDokument7 SeitenCaso Práctico - Busexc - Aplicación de Amfe - Laqluis alberto quispe vasquezNoch keine Bewertungen
- 00650540907IE06S21059546GUIAPRACTICASESION9Dokument7 Seiten00650540907IE06S21059546GUIAPRACTICASESION9Luiz GerardoNoch keine Bewertungen
- TICS para la logística internaDokument11 SeitenTICS para la logística internaEliana Marcela MedinaNoch keine Bewertungen
- Karen Camino Control5Dokument4 SeitenKaren Camino Control5Karen CaminoNoch keine Bewertungen
- CV Merek DossaDokument104 SeitenCV Merek DossaGenaro Edjo NcoNoch keine Bewertungen
- Permutaciones y CombinacionesDokument3 SeitenPermutaciones y CombinacionesArmando Ernesto Valles RamirezNoch keine Bewertungen
- DafoDokument4 SeitenDafoJacqueline TorresNoch keine Bewertungen
- Diego TarazonaDokument4 SeitenDiego TarazonaDiego Tarazona JoyaNoch keine Bewertungen
- Samsung: estándares de calidad e innovación transformaron $30 en millonesDokument1 SeiteSamsung: estándares de calidad e innovación transformaron $30 en millonesnatalia50% (2)
- Examen parcial de costos y presupuestos de la Universidad Alas PeruanasDokument6 SeitenExamen parcial de costos y presupuestos de la Universidad Alas PeruanasJenifer Olivera rojasNoch keine Bewertungen
- App Nivel de BurbujaDokument17 SeitenApp Nivel de BurbujaInformación Bilingüe El PradoNoch keine Bewertungen
- 1.1 Caracteristicas Del Desarrollo Del Producto IphoneDokument38 Seiten1.1 Caracteristicas Del Desarrollo Del Producto IphoneLety Cassáenz100% (1)
- Mercedes-Maybach GLS 600 4MATIC M67L27R8Dokument5 SeitenMercedes-Maybach GLS 600 4MATIC M67L27R8DavidNoch keine Bewertungen
- Desarrollo Guia 1 InducciónDokument15 SeitenDesarrollo Guia 1 InducciónCARLOS MANUEL FERNÁNDEZ ROJASNoch keine Bewertungen
- Canvas Modelo de Negocio Business Tabla EstrategiaDokument1 SeiteCanvas Modelo de Negocio Business Tabla EstrategiaMeylin marinNoch keine Bewertungen
- GSM y GPRSDokument3 SeitenGSM y GPRSKEvinLalanGuiNoch keine Bewertungen
- WEG Superdrive g2 Manual Del Usuario 10001140896 EsDokument223 SeitenWEG Superdrive g2 Manual Del Usuario 10001140896 EsRodrigo CalderonNoch keine Bewertungen
- Laboratorio07 DiccionariosDokument5 SeitenLaboratorio07 DiccionariosMaycol Manuel Rojas VenturaNoch keine Bewertungen
- Metro Conceptos BasicosDokument33 SeitenMetro Conceptos BasicosOsmar Adolfo Davila SoriaNoch keine Bewertungen
- Sistema Operativo SolarisDokument36 SeitenSistema Operativo Solarissevid23Noch keine Bewertungen
- Comercio ElectronicoDokument10 SeitenComercio ElectronicoYahairaSossaANoch keine Bewertungen