Das könnte Ihnen auch gefallen
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsVon EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNoch keine Bewertungen
- Ology: Pusa Institute of TechnDokument33 SeitenOlogy: Pusa Institute of TechnDeepesh KNoch keine Bewertungen
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenVon EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenBewertung: 4 von 5 Sternen4/5 (2)
- Transformers: Basics and Types: " Transformers Are The Heart of The Alternating Current System."Dokument28 SeitenTransformers: Basics and Types: " Transformers Are The Heart of The Alternating Current System."Girish Shankar MishraNoch keine Bewertungen
- Transformer Installation, Commissioning, Operation and MaintenanceDokument40 SeitenTransformer Installation, Commissioning, Operation and MaintenancejunclarcNoch keine Bewertungen
- Transformer 1Dokument29 SeitenTransformer 1utharun3Noch keine Bewertungen
- Generation and Transmission of Electric Power: Lecture Notes of the Generation and Transmission of Electric Power CourseVon EverandGeneration and Transmission of Electric Power: Lecture Notes of the Generation and Transmission of Electric Power CourseNoch keine Bewertungen
- Construction of TransformerDokument33 SeitenConstruction of TransformervurumuuNoch keine Bewertungen
- Introduction of Industry.: Indatry Training (Report)Dokument25 SeitenIntroduction of Industry.: Indatry Training (Report)Vaibhav MarkadNoch keine Bewertungen
- BCT PPT Transformers Substation LT RoomsDokument27 SeitenBCT PPT Transformers Substation LT RoomsKirti RathodNoch keine Bewertungen
- Power Supply Projects: A Collection of Innovative and Practical Design ProjectsVon EverandPower Supply Projects: A Collection of Innovative and Practical Design ProjectsBewertung: 3 von 5 Sternen3/5 (2)
- TRANSFORMERDokument7 SeitenTRANSFORMERChristian ArceoNoch keine Bewertungen
- Transformer: Pritish Sharma EL-395-2K17Dokument22 SeitenTransformer: Pritish Sharma EL-395-2K17Pritish SharmaNoch keine Bewertungen
- Power TransformerDokument14 SeitenPower TransformerKashif IftikharNoch keine Bewertungen
- Power Electronics Applied to Industrial Systems and Transports, Volume 3: Switching Power SuppliesVon EverandPower Electronics Applied to Industrial Systems and Transports, Volume 3: Switching Power SuppliesNoch keine Bewertungen
- Transformer BEE 704 AbhinavDokument15 SeitenTransformer BEE 704 AbhinavAbhinav BishtNoch keine Bewertungen
- Home-made Toy Motors: A practical handbook giving detailed instructions for building simple but operative electric motorsVon EverandHome-made Toy Motors: A practical handbook giving detailed instructions for building simple but operative electric motorsNoch keine Bewertungen
- Introduction TransformerDokument24 SeitenIntroduction TransformerNimesha KavindiNoch keine Bewertungen
- Power Electronics and Energy Conversion Systems, Fundamentals and Hard-switching ConvertersVon EverandPower Electronics and Energy Conversion Systems, Fundamentals and Hard-switching ConvertersNoch keine Bewertungen
- Oriental College: TechnologyDokument17 SeitenOriental College: TechnologyRashid M AnsariNoch keine Bewertungen
- Transformer Construction and Transformer Core DesignDokument14 SeitenTransformer Construction and Transformer Core DesignKlucifer XinNoch keine Bewertungen
- Transformer LectureDokument25 SeitenTransformer Lecturearegawi weleabezgiNoch keine Bewertungen
- Genaral Details of A TransformerDokument3 SeitenGenaral Details of A TransformershaluNoch keine Bewertungen
- Transformer BasicsPDFDokument64 SeitenTransformer BasicsPDFShrikant KajaleNoch keine Bewertungen
- Transformer PDFDokument14 SeitenTransformer PDFRazahamid904Noch keine Bewertungen
- EEE Lab 09Dokument5 SeitenEEE Lab 09Riffat GulNoch keine Bewertungen
- 2 Transformers PDFDokument112 Seiten2 Transformers PDFsai dharmaNoch keine Bewertungen
- Working Principle of Transformer: Definition of Transformer. Since There Is No Rotating or Moving Part SoDokument33 SeitenWorking Principle of Transformer: Definition of Transformer. Since There Is No Rotating or Moving Part SoBrahmpal BhardwajNoch keine Bewertungen
- HNC Operations Engineering Noel Jennings Engineering Design AssignmentDokument13 SeitenHNC Operations Engineering Noel Jennings Engineering Design AssignmentNoel JenningsNoch keine Bewertungen
- TransformersDokument18 SeitenTransformerssuicidesquadee21Noch keine Bewertungen
- Experiment No.7 Transformers: Engr. Conrado QuinalayoDokument9 SeitenExperiment No.7 Transformers: Engr. Conrado QuinalayoJaloyd MacalalagNoch keine Bewertungen
- Transformer Basics (Excellent For Practical Purpose)Dokument40 SeitenTransformer Basics (Excellent For Practical Purpose)Sandeep Kumar100% (3)
- TransformerDokument17 SeitenTransformerAbragam Siyon SIngNoch keine Bewertungen
- Transformer ConstructionDokument10 SeitenTransformer ConstructionJhun Rey AceboNoch keine Bewertungen
- Transformer: Prepared by Mr. Lim Cheng Siong Faculty of Electrical Engineering Universiti Teknologi MalaysiaDokument29 SeitenTransformer: Prepared by Mr. Lim Cheng Siong Faculty of Electrical Engineering Universiti Teknologi MalaysiaNooradila NoordinNoch keine Bewertungen
- PROJECT WORK SubstationDokument91 SeitenPROJECT WORK SubstationSai Royals100% (1)
- TransformerDokument23 SeitenTransformerRenuka KutteNoch keine Bewertungen
- Module 4 TransformersDokument37 SeitenModule 4 Transformerseyd bartulabaNoch keine Bewertungen
- Modul 9 Mesin Listrik 1 PDFDokument22 SeitenModul 9 Mesin Listrik 1 PDFaswardiNoch keine Bewertungen
- Transformer: A. Transformer Basic TheoryDokument14 SeitenTransformer: A. Transformer Basic TheoryBe Sar WicaksonoNoch keine Bewertungen
- Transformer: By: Engr. M.BilalDokument21 SeitenTransformer: By: Engr. M.BilalBilalNoch keine Bewertungen
- TRANSFORMERDokument2 SeitenTRANSFORMERmohammadham242Noch keine Bewertungen
- Transformer Construction of The CoreDokument6 SeitenTransformer Construction of The CoreChrissa Villaflores GanitNoch keine Bewertungen
- C !" # $%&C'C (') C) ') C) + 'CDokument8 SeitenC !" # $%&C'C (') C) ') C) + 'COmar QasmiNoch keine Bewertungen
- Power TransformerDokument55 SeitenPower TransformerPrakash KumarNoch keine Bewertungen
- 1 TransformerDokument226 Seiten1 TransformerSurabhi MattaNoch keine Bewertungen
- Chapter - One Transformer DesignDokument21 SeitenChapter - One Transformer Designgebretensaymamu11Noch keine Bewertungen
- Brief Explanation of A Transformer: Source: Google ImagesDokument20 SeitenBrief Explanation of A Transformer: Source: Google ImagesMe MaNoch keine Bewertungen
- Constructional Study of DC Machine Parts: Experiment:01Dokument6 SeitenConstructional Study of DC Machine Parts: Experiment:01Dishant NayakNoch keine Bewertungen
- Contents:: 1 5 2 Working Principle 6 3 Construction 7 4 Types of Transformers 8Dokument12 SeitenContents:: 1 5 2 Working Principle 6 3 Construction 7 4 Types of Transformers 8Abhishek SinghNoch keine Bewertungen
- EM Transformer Report (Final)Dokument12 SeitenEM Transformer Report (Final)ismail.beee21pnecNoch keine Bewertungen
- UntitledDokument36 SeitenUntitledSwayamNoch keine Bewertungen
- Unit IIDokument117 SeitenUnit IIThangam MaheshNoch keine Bewertungen
- Types of TransformerDokument14 SeitenTypes of TransformeryuyuyuyuNoch keine Bewertungen
- Digital Multifunction Instrument: ApplicationDokument7 SeitenDigital Multifunction Instrument: ApplicationNihar RoyNoch keine Bewertungen
- Design Check List Viii-1 Rev1Dokument2 SeitenDesign Check List Viii-1 Rev1nirmalNoch keine Bewertungen
- Akon Thesis PDFDokument116 SeitenAkon Thesis PDFKant SantosNoch keine Bewertungen
- Virial Equation of StateDokument9 SeitenVirial Equation of StateSaba ArifNoch keine Bewertungen
- Nazeer Haneefa - LinkedInDokument11 SeitenNazeer Haneefa - LinkedInkronafNoch keine Bewertungen
- 3.3 Diesel Engine Manual Gi1ek1Dokument136 Seiten3.3 Diesel Engine Manual Gi1ek1Ljupco RistovskiNoch keine Bewertungen
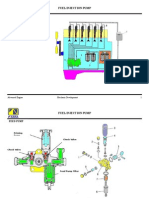
- 4fuel Injection PumpDokument9 Seiten4fuel Injection PumpJoko Sukariono100% (2)
- Energy Efficient Roadway Lighting Opportunities and BenefitsDokument15 SeitenEnergy Efficient Roadway Lighting Opportunities and BenefitsHesham AlzarooniNoch keine Bewertungen
- How Air Compressor WorksDokument3 SeitenHow Air Compressor WorksPinak ParkhiNoch keine Bewertungen
- Dr. Sadaf Siddiq 08F UET PHD ME 47Dokument206 SeitenDr. Sadaf Siddiq 08F UET PHD ME 47hassanNoch keine Bewertungen
- FILE - 20220113 - 182052 - ĐỀ CƯƠNG ÔN KT CUỐI KỲ 1 - FILE TỔNG - HS - 1640862470293Dokument11 SeitenFILE - 20220113 - 182052 - ĐỀ CƯƠNG ÔN KT CUỐI KỲ 1 - FILE TỔNG - HS - 1640862470293Ichihara YuukoNoch keine Bewertungen
- DTK-120HW, DTK-MRJ11, DTK-2LVLP: Surge ProtectorsDokument1 SeiteDTK-120HW, DTK-MRJ11, DTK-2LVLP: Surge Protectorsethan8888Noch keine Bewertungen
- 2016-04-01716 PT 1 ReportDokument30 Seiten2016-04-01716 PT 1 ReportdaudiNoch keine Bewertungen
- Revision Worksheet Numericals SA2Dokument2 SeitenRevision Worksheet Numericals SA2Chinmaya NagpalNoch keine Bewertungen
- N-Channel 650V (D-S) Power MOSFET: Features Product SummaryDokument10 SeitenN-Channel 650V (D-S) Power MOSFET: Features Product SummaryGesiNoch keine Bewertungen
- Autopage C3-RS665 PDFDokument34 SeitenAutopage C3-RS665 PDFRafael Lizano RodriguezNoch keine Bewertungen
- Fire Pump Sizing Seminar HandoutDokument18 SeitenFire Pump Sizing Seminar Handouthitokiri_knivesNoch keine Bewertungen
- Tda-V 315-1120 Cat015 PDFDokument71 SeitenTda-V 315-1120 Cat015 PDFDak Serik0% (1)
- 3 CombustionDokument30 Seiten3 CombustionCllyan ReyesNoch keine Bewertungen
- Chapter 1 Light and Lighting FundamentalsDokument53 SeitenChapter 1 Light and Lighting FundamentalsjonathanNoch keine Bewertungen
- Active and Reactive Power Control of DFIG Used in WECS Using PI Controller and BacksteppingDokument6 SeitenActive and Reactive Power Control of DFIG Used in WECS Using PI Controller and BacksteppingGzam RaïfaNoch keine Bewertungen
- Semiconductor Materials Too GoodDokument5 SeitenSemiconductor Materials Too GoodHemanth JNoch keine Bewertungen
- 1025936797Dokument184 Seiten1025936797Wilson AgudeloNoch keine Bewertungen
- Tech Spec For Plate Heat ExchangersDokument37 SeitenTech Spec For Plate Heat ExchangersSHIVAJI CHOUDHURY50% (2)
- 06-431 Rev8 - Ecaro-25 Ivo ManualDokument108 Seiten06-431 Rev8 - Ecaro-25 Ivo ManualjonyNoch keine Bewertungen
- CM 01 PacemakerDokument3 SeitenCM 01 PacemakerJhonatan RodriguesNoch keine Bewertungen
- WAG-9 at A GlanceDokument29 SeitenWAG-9 at A GlancePrem VeerNoch keine Bewertungen
- Commander GP: General Purpose AC Variable Speed Drive (0.75 To 110 KW)Dokument6 SeitenCommander GP: General Purpose AC Variable Speed Drive (0.75 To 110 KW)carlosorizabaNoch keine Bewertungen
- Victron Pylontech Up2500 Us2000 Us3000 Us2000c Us3000c Us5000 Us5000b Us5000c Pelio-L Up5000 Phantom-S Force-L1 l2Dokument15 SeitenVictron Pylontech Up2500 Us2000 Us3000 Us2000c Us3000c Us5000 Us5000b Us5000c Pelio-L Up5000 Phantom-S Force-L1 l2Warren MorseNoch keine Bewertungen
- Wave GuidesDokument141 SeitenWave GuidesVamshi Krishna100% (1)