Das könnte Ihnen auch gefallen
- Comparison of Jet Aeration Systems vs. Diffused Aeration SystemsDokument8 SeitenComparison of Jet Aeration Systems vs. Diffused Aeration SystemsChristopher LloydNoch keine Bewertungen
- Modelling of The Pressure Drop in Tangential Inlet Cyclone SeparatorsDokument10 SeitenModelling of The Pressure Drop in Tangential Inlet Cyclone SeparatorsChristopher LloydNoch keine Bewertungen
- زندگی پنهان مادر ترزاDokument10 Seitenزندگی پنهان مادر ترزاChristopher LloydNoch keine Bewertungen
- WO2017037540A1Dokument29 SeitenWO2017037540A1Christopher LloydNoch keine Bewertungen
- Venturi Scrubber ProjectDokument1 SeiteVenturi Scrubber ProjectChristopher LloydNoch keine Bewertungen
- Experimental Evaluation of Ball Bar Standard ThermDokument12 SeitenExperimental Evaluation of Ball Bar Standard ThermChristopher LloydNoch keine Bewertungen
- Description of Thermal Oxidizers PDFDokument5 SeitenDescription of Thermal Oxidizers PDFChristopher LloydNoch keine Bewertungen
- Fire Safety Enginering For An Auditorium Analysis: M. Filimon D. Diaconu-Șotropa C. P. OlariuDokument8 SeitenFire Safety Enginering For An Auditorium Analysis: M. Filimon D. Diaconu-Șotropa C. P. OlariuChristopher LloydNoch keine Bewertungen
- EVE 402 Air Pollution Generation and Control: Wet CollectorsDokument8 SeitenEVE 402 Air Pollution Generation and Control: Wet CollectorsChristopher LloydNoch keine Bewertungen
- Water Mist Systems in Tunnels: Some Unanswered QuestionsDokument10 SeitenWater Mist Systems in Tunnels: Some Unanswered QuestionsChristopher LloydNoch keine Bewertungen
- Normal To Real Flow Rate and FAD Flow RateDokument25 SeitenNormal To Real Flow Rate and FAD Flow RateChristopher LloydNoch keine Bewertungen
- Spherical Particle Drag CoefficientDokument8 SeitenSpherical Particle Drag CoefficientChristopher LloydNoch keine Bewertungen
- Notes On Sizing of Horizontal Ceiling Vents With Traditional Flow ModelDokument7 SeitenNotes On Sizing of Horizontal Ceiling Vents With Traditional Flow ModelChristopher LloydNoch keine Bewertungen
- Sound Pressure LevelDokument38 SeitenSound Pressure LevelChristopher Lloyd100% (1)
- Combustion. Adiabatic Flame Temperature - Jeff MunicDokument56 SeitenCombustion. Adiabatic Flame Temperature - Jeff MunicChristopher LloydNoch keine Bewertungen
- Energy and Exergy of Electric Arc Furnace PDFDokument26 SeitenEnergy and Exergy of Electric Arc Furnace PDFChristopher LloydNoch keine Bewertungen
- Normal Conditions at 100% Barometer Amb Temp,°C Inlet Capacity: Ist StageDokument1 SeiteNormal Conditions at 100% Barometer Amb Temp,°C Inlet Capacity: Ist StageChristopher LloydNoch keine Bewertungen
- TBS Case Study Train LoadoutDokument1 SeiteTBS Case Study Train LoadoutChristopher LloydNoch keine Bewertungen
- Mechanical Ventilation For Individual Pen Calf Barn CalculatorDokument3 SeitenMechanical Ventilation For Individual Pen Calf Barn CalculatorChristopher LloydNoch keine Bewertungen
- Ps BallDokument5 SeitenPs BallChristopher LloydNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Class 8 Art BookDokument17 SeitenClass 8 Art BookSrijanNoch keine Bewertungen
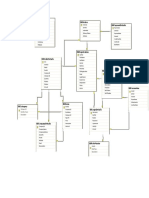
- Pharmaceutical Distribution Management System - ERDiagramDokument1 SeitePharmaceutical Distribution Management System - ERDiagram1000 ProjectsNoch keine Bewertungen
- SVCN CSE AI With IP InternshipDokument72 SeitenSVCN CSE AI With IP Internshipkvpravee28nNoch keine Bewertungen
- Opamp ProjectDokument10 SeitenOpamp Projectbirla_sNoch keine Bewertungen
- MFA For Partner Portal InstructionsDokument5 SeitenMFA For Partner Portal InstructionsGaby SilveiraNoch keine Bewertungen
- OBM 247 Tutorial c5Dokument3 SeitenOBM 247 Tutorial c5syazmiraNoch keine Bewertungen
- Report On Mango Cultivation ProjectDokument40 SeitenReport On Mango Cultivation Projectkmilind007100% (1)
- Technology and Tourism by Anil SangwanDokument62 SeitenTechnology and Tourism by Anil SangwanAkhil V. MadhuNoch keine Bewertungen
- TopFlite Components - Tinel - Lock® RingDokument1 SeiteTopFlite Components - Tinel - Lock® Ringbruce774Noch keine Bewertungen
- ATtribute Changer 7Dokument19 SeitenATtribute Changer 7manu63_Noch keine Bewertungen
- Fastpath Configuration Guide v1.1 PDFDokument110 SeitenFastpath Configuration Guide v1.1 PDFMonowarul Alam MonirNoch keine Bewertungen
- Brocade Compatibility Matrix Fos 7x MX PDFDokument34 SeitenBrocade Compatibility Matrix Fos 7x MX PDFbalaage2s5Noch keine Bewertungen
- Design and Implementation The LLC Resonant TransformerDokument3 SeitenDesign and Implementation The LLC Resonant TransformerMathe ZsoltNoch keine Bewertungen
- LAW Pre Discovery User GuideDokument375 SeitenLAW Pre Discovery User GuideShanequa QueenofQueens Stevenson100% (1)
- Theories and Principles of Public Administration-Module-IVDokument12 SeitenTheories and Principles of Public Administration-Module-IVAnagha AnuNoch keine Bewertungen
- APEX Student GuideDokument17 SeitenAPEX Student GuideYode Arliando100% (2)
- PNP Switching Transistor: FeatureDokument2 SeitenPNP Switching Transistor: FeatureismailinesNoch keine Bewertungen
- BSNL Summer Traning ReportDokument39 SeitenBSNL Summer Traning ReportMohd MunzirNoch keine Bewertungen
- Ransomware Ctep Situation Manual Ncep 072022 508 - 0Dokument30 SeitenRansomware Ctep Situation Manual Ncep 072022 508 - 0piash007_571387617Noch keine Bewertungen
- CCNA Exploration 2 - Module 4 Exam Answers Version 4.0Dokument3 SeitenCCNA Exploration 2 - Module 4 Exam Answers Version 4.0fun kollaNoch keine Bewertungen
- Binomial DistributionDokument3 SeitenBinomial DistributionelminvaldezNoch keine Bewertungen
- 6305ele S1L1Dokument33 Seiten6305ele S1L1M Moiz IlyasNoch keine Bewertungen
- WoodwardCatalog PDFDokument48 SeitenWoodwardCatalog PDFJul Cesar100% (1)
- Victor Chironda CV 2019Dokument4 SeitenVictor Chironda CV 2019Alex LebedevNoch keine Bewertungen
- Java ProgrammingDokument134 SeitenJava ProgrammingArt LookNoch keine Bewertungen
- Problem Solving in OperationDokument3 SeitenProblem Solving in OperationMohammad RakibNoch keine Bewertungen
- Duckademy LFI-RFI How LFI and RFI WorkDokument42 SeitenDuckademy LFI-RFI How LFI and RFI WorkKlentiB.ÇukariNoch keine Bewertungen
- Intercepting #Ajax Requests in #CEFSharp (Chrome For C#) Network Programming inDokument8 SeitenIntercepting #Ajax Requests in #CEFSharp (Chrome For C#) Network Programming inFaisal Tifta ZanyNoch keine Bewertungen
- Emptech Activity 1Dokument6 SeitenEmptech Activity 1Ashley AgramonNoch keine Bewertungen
- Iedscout: Versatile Software Tool For Working With Iec 61850 DevicesDokument12 SeitenIedscout: Versatile Software Tool For Working With Iec 61850 DeviceshmhaidarNoch keine Bewertungen