Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Responsibilities of Rig Superintendent StudyDokument7 SeitenResponsibilities of Rig Superintendent StudyAnonymous VNu3ODGavNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Octoparse V8.1 Release NotesDokument1 SeiteOctoparse V8.1 Release NotesAnonymous VNu3ODGavNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Photon Resin SettingDokument4 SeitenPhoton Resin SettingAnonymous VNu3ODGav57% (7)
- Medium Voltage Cable Inspection Digital PDFDokument4 SeitenMedium Voltage Cable Inspection Digital PDFAnonymous VNu3ODGavNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Composite Frac Tree System PsDokument1 SeiteComposite Frac Tree System PsAnonymous VNu3ODGavNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- SPE 110805 Use of Advanced Optimization Techniques To Manage A Complex Drilling ScheduleDokument9 SeitenSPE 110805 Use of Advanced Optimization Techniques To Manage A Complex Drilling ScheduleAnonymous VNu3ODGavNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Woodhouse Stock Jan 2019Dokument720 SeitenWoodhouse Stock Jan 2019Anonymous VNu3ODGav100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- 3512B Engine-Maintenance IntervalsDokument56 Seiten3512B Engine-Maintenance IntervalsAnonymous VNu3ODGavNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Arc Welding Equipment Monthly ChecklistDokument1 SeiteArc Welding Equipment Monthly ChecklistAnonymous VNu3ODGav40% (5)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Im 862Dokument54 SeitenIm 862Anonymous VNu3ODGavNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Mud King Products CatalogDokument181 SeitenMud King Products CatalogAnonymous VNu3ODGav100% (1)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Fleet 234-ChinookDokument2 SeitenFleet 234-ChinookAnonymous VNu3ODGavNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- NOV Gill Services Handling Tools BrochureDokument8 SeitenNOV Gill Services Handling Tools BrochureAnonymous VNu3ODGavNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
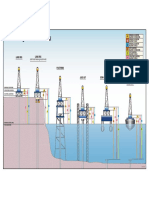
- Schlumberger Elevation Model: Land Rig Land RigDokument1 SeiteSchlumberger Elevation Model: Land Rig Land RigAnonymous VNu3ODGavNoch keine Bewertungen
- 01 Anti-Collision Workflow Poster 28-Sep-05Dokument2 Seiten01 Anti-Collision Workflow Poster 28-Sep-05Anonymous VNu3ODGavNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Valve Body PDFDokument9 SeitenValve Body PDFTimur TOT100% (2)
- Network Analysis Chap. 4 First Order Differential EquationDokument5 SeitenNetwork Analysis Chap. 4 First Order Differential EquationSreeram Vijapurapu0% (1)
- D 2510 - 94 R98Dokument3 SeitenD 2510 - 94 R98David Cazorla100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Adjusting Well Pump Pressure SwitchesDokument1 SeiteAdjusting Well Pump Pressure SwitchesD_D_76Noch keine Bewertungen
- Defects in Welds: PorosityDokument40 SeitenDefects in Welds: PorosityrohanNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Bernard D. Marquez Eduardo M. Axalan Engr. William A.L.T. NGDokument1 SeiteBernard D. Marquez Eduardo M. Axalan Engr. William A.L.T. NGRhon Nem KhoNoch keine Bewertungen
- 01 GeoStrucAnal Cylinder Elastic PDFDokument12 Seiten01 GeoStrucAnal Cylinder Elastic PDFSiddhant KaushikNoch keine Bewertungen
- Supplier GPO Q TM 0001 02 SPDCR TemplateDokument6 SeitenSupplier GPO Q TM 0001 02 SPDCR TemplateMahe RonaldoNoch keine Bewertungen
- MILL Series GB-1007 01Dokument20 SeitenMILL Series GB-1007 01Ady IonutNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Understanding Low Voltage Power Distribution SystemsDokument64 SeitenUnderstanding Low Voltage Power Distribution SystemsJorge Luis Mallqui Barbaran100% (1)
- Ibr CalculationsDokument9 SeitenIbr Calculationsaroonchelikani67% (3)
- UMTS AircomDokument20 SeitenUMTS AircomDũng PhạmNoch keine Bewertungen
- Gordon NovelDokument50 SeitenGordon NovelNic Hotep100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Manual CRM-91H 93H 9SDokument2 SeitenManual CRM-91H 93H 9SFilip FilipovicNoch keine Bewertungen
- State ManagementDokument16 SeitenState Managementnegikamal703Noch keine Bewertungen
- Help - Translating A CAD Stewart Platform - Computer-Aided Design Translation (SimMechanics™ Link)Dokument8 SeitenHelp - Translating A CAD Stewart Platform - Computer-Aided Design Translation (SimMechanics™ Link)ĐinhĐứcAnhNoch keine Bewertungen
- D6489 PDFDokument3 SeitenD6489 PDFKalindaMadusankaDasanayakaNoch keine Bewertungen
- CovestroDokument2 SeitenCovestroRonaldo CamargoNoch keine Bewertungen
- Bazele Matematice Ale Calculatoarelor - Florian Mircea BoianDokument132 SeitenBazele Matematice Ale Calculatoarelor - Florian Mircea BoiannimsocNoch keine Bewertungen
- 6-C-RIIMPO301E - Conduct Hydraulic Excavator Operations - Learner Guide - V 1.1 02122019 PDFDokument31 Seiten6-C-RIIMPO301E - Conduct Hydraulic Excavator Operations - Learner Guide - V 1.1 02122019 PDFOwen PerrinNoch keine Bewertungen
- 27C ChainDokument19 Seiten27C ChainyanaziNoch keine Bewertungen
- Web 2.0: Dynamic Web PagesDokument12 SeitenWeb 2.0: Dynamic Web PagesAra PantaleonNoch keine Bewertungen
- IRF350Dokument7 SeitenIRF350sanniviNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Klübersynth UH1 14-151: Product InformationDokument2 SeitenKlübersynth UH1 14-151: Product InformationNathanael SuryantoroNoch keine Bewertungen
- BIOS 203: Free Energy Methods Tom MarklandDokument23 SeitenBIOS 203: Free Energy Methods Tom MarklandNemanja ĐokovićNoch keine Bewertungen
- TechSpec MistralDokument4 SeitenTechSpec MistralScarab SweepersNoch keine Bewertungen
- Unit-II Some PPT NetDokument2 SeitenUnit-II Some PPT NetbandisaidaiahNoch keine Bewertungen
- Stair Cases DesignDokument19 SeitenStair Cases DesignWrishad Zia93% (14)
- Geotechnical Engineering 1 (RMIT) Course RevisionDokument53 SeitenGeotechnical Engineering 1 (RMIT) Course RevisionSaint123Noch keine Bewertungen