Das könnte Ihnen auch gefallen
- How To Use Vertical Thermosyphon Reboiler CalculatorDokument2 SeitenHow To Use Vertical Thermosyphon Reboiler CalculatorMahesh KumarNoch keine Bewertungen
- Bomba Gardner Denver TeeDokument56 SeitenBomba Gardner Denver Teejulioramca100% (2)
- Chimney Trays PDFDokument4 SeitenChimney Trays PDFcvolkan1100% (4)
- Chemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsVon EverandChemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsBewertung: 2 von 5 Sternen2/5 (1)
- Oman Building RegulationsDokument31 SeitenOman Building RegulationsSachin Mangrulkar100% (3)
- Line A Technical ManualDokument40 SeitenLine A Technical ManuallomagamaxumNoch keine Bewertungen
- High Performance TraysDokument4 SeitenHigh Performance Traysahmed mohamedNoch keine Bewertungen
- Seleccion de EbullidoresDokument5 SeitenSeleccion de EbullidoresDaniela Jurado100% (2)
- Reboilers PDFDokument0 SeitenReboilers PDFtpchoNoch keine Bewertungen
- New Horizons For Dividing Wall ColumnsDokument9 SeitenNew Horizons For Dividing Wall ColumnsidmNoch keine Bewertungen
- Design of Distillation Columns - ImpDokument13 SeitenDesign of Distillation Columns - ImpAlla VijayNoch keine Bewertungen
- Multipass Tray DesignDokument12 SeitenMultipass Tray DesignAyoun Ul HaqueNoch keine Bewertungen
- Agitated Vessel Heat TransferDokument6 SeitenAgitated Vessel Heat TransferkitofanecoNoch keine Bewertungen
- GBH Enterprises, LTD.: SMR Pre-Reformer Design Case Study #0618416GB/HDokument17 SeitenGBH Enterprises, LTD.: SMR Pre-Reformer Design Case Study #0618416GB/HAnonymous qPt2MHzXTNoch keine Bewertungen
- Vapor Liquid Equilibrium of Water + Ethanol + GlycerolDokument8 SeitenVapor Liquid Equilibrium of Water + Ethanol + GlycerolcsandrasNoch keine Bewertungen
- Schoepentoeter SEPARADORDokument4 SeitenSchoepentoeter SEPARADOREsau EstebanNoch keine Bewertungen
- Thermosyphon Reboiler HydraulicsDokument2 SeitenThermosyphon Reboiler HydraulicsMichael HaiseNoch keine Bewertungen
- Reboiler Case StudyDokument6 SeitenReboiler Case StudyamlhrdsNoch keine Bewertungen
- Shortcut Methodsofdistillation Design PDFDokument15 SeitenShortcut Methodsofdistillation Design PDFAle SanzNoch keine Bewertungen
- Reboilers - Kettle Versus Thermosiphon DesignsDokument3 SeitenReboilers - Kettle Versus Thermosiphon Designschem_iaf100% (1)
- Reboiler DesignDokument12 SeitenReboiler DesignSuwat Kamolpanus100% (2)
- Estimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsDokument10 SeitenEstimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnssdddNoch keine Bewertungen
- Stripping Notes PDFDokument28 SeitenStripping Notes PDFnimi khalidNoch keine Bewertungen
- EjectorsDokument7 SeitenEjectorsashirwad shetty50% (2)
- Condenser DesignDokument12 SeitenCondenser Designbirendrajee100% (1)
- ChemEngReliefPaper2005 PDFDokument34 SeitenChemEngReliefPaper2005 PDFNoirchevalNoch keine Bewertungen
- Column Hydraulics NotesDokument4 SeitenColumn Hydraulics NotessatishchemengNoch keine Bewertungen
- Thermosyphon Reboiler HydraulicsDokument2 SeitenThermosyphon Reboiler HydraulicskaramullahrasheedNoch keine Bewertungen
- Melt CrystallizationDokument10 SeitenMelt Crystallizationarsh19706636Noch keine Bewertungen
- Sizing of The Feed Nozzles For Gas-Liquid Separator - Industrial Professionals - CheresourcesDokument5 SeitenSizing of The Feed Nozzles For Gas-Liquid Separator - Industrial Professionals - CheresourcesJavierNoch keine Bewertungen
- The Curious Behavior of Homogeneous Azeotropic Distillation-Implications For Entrainer SelectionDokument20 SeitenThe Curious Behavior of Homogeneous Azeotropic Distillation-Implications For Entrainer SelectionkarimifarhadNoch keine Bewertungen
- Structured PackingDokument8 SeitenStructured PackingUsama IqbalNoch keine Bewertungen
- Reboiler HydraulicDokument3 SeitenReboiler Hydraulic54yreyeNoch keine Bewertungen
- Specifying Shell and Tube Heat ExchangersDokument10 SeitenSpecifying Shell and Tube Heat ExchangersMicheal BrooksNoch keine Bewertungen
- Distillation Tray Types Operation TRBSHTDokument38 SeitenDistillation Tray Types Operation TRBSHTGary JonesNoch keine Bewertungen
- FRI Internal Design Vol4Dokument55 SeitenFRI Internal Design Vol4syamsudin2006Noch keine Bewertungen
- ED ProcessDokument9 SeitenED ProcesskhanasifalamNoch keine Bewertungen
- Jan11 GSO PDFDokument10 SeitenJan11 GSO PDFChakravarthy BharathNoch keine Bewertungen
- Debottlenecking A Distillation ColumnDokument12 SeitenDebottlenecking A Distillation Columnrasik.kirane100% (1)
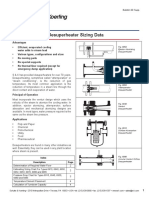
- 6DSUPP Desuperheater Supplement BrochureDokument4 Seiten6DSUPP Desuperheater Supplement BrochureПавел ЛукьяновNoch keine Bewertungen
- Efficiency Benefits of High Performance Structured Packings: Kevin Bennett, Sulzer Chemtech Mark Pilling, Sulzer ChemtechDokument31 SeitenEfficiency Benefits of High Performance Structured Packings: Kevin Bennett, Sulzer Chemtech Mark Pilling, Sulzer Chemtechmisscolgate100% (1)
- Reactor and Catalyst DesignDokument19 SeitenReactor and Catalyst Designbakhtyar21100% (1)
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDokument7 SeitenMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHINoch keine Bewertungen
- Process Designing of Breather ValvesDokument15 SeitenProcess Designing of Breather ValvesGuglielmoNoch keine Bewertungen
- Refluxing Condensation Systems (Dephlegmators)Dokument21 SeitenRefluxing Condensation Systems (Dephlegmators)jdgh1986100% (1)
- Line Sizing CriteriaDokument5 SeitenLine Sizing CriteriaBILAL ILYASNoch keine Bewertungen
- Design and Simulation of Continuous Distillation Columns PDFDokument33 SeitenDesign and Simulation of Continuous Distillation Columns PDFnghiemta18Noch keine Bewertungen
- Selection of Heatexchanger TypesDokument65 SeitenSelection of Heatexchanger TypesRaghav SharmaNoch keine Bewertungen
- 2nd Part of CalculationDokument26 Seiten2nd Part of CalculationLohith NatarajNoch keine Bewertungen
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Von EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Noch keine Bewertungen
- Statistics for Process Control Engineers: A Practical ApproachVon EverandStatistics for Process Control Engineers: A Practical ApproachNoch keine Bewertungen
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Von EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Noch keine Bewertungen
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- Distillation Design and Control Using Aspen SimulationVon EverandDistillation Design and Control Using Aspen SimulationBewertung: 5 von 5 Sternen5/5 (2)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentVon EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNoch keine Bewertungen
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesVon EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesNoch keine Bewertungen
- Natural Gas Processing from Midstream to DownstreamVon EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNoch keine Bewertungen
- Energy and Process Optimization for the Process IndustriesVon EverandEnergy and Process Optimization for the Process IndustriesNoch keine Bewertungen
- KEB Bill Calculation - Jan 2018Dokument1 SeiteKEB Bill Calculation - Jan 2018DHAVALESH AMNoch keine Bewertungen
- Raghavan Calculation NewDokument143 SeitenRaghavan Calculation NewDHAVALESH AMNoch keine Bewertungen
- API-2 Chiller System PanelDokument2 SeitenAPI-2 Chiller System PanelDHAVALESH AMNoch keine Bewertungen
- API-2 Chiller - DATA SHEETDokument5 SeitenAPI-2 Chiller - DATA SHEETDHAVALESH AMNoch keine Bewertungen
- Cable Selection Chart Indian XLPE 02.11.09Dokument18 SeitenCable Selection Chart Indian XLPE 02.11.09DHAVALESH AMNoch keine Bewertungen
- Cable Selection Chart Indian XLPE 02.11.09Dokument18 SeitenCable Selection Chart Indian XLPE 02.11.09DHAVALESH AMNoch keine Bewertungen
- Proposal For Energy Conservation/Savings For The Year 2015-16Dokument3 SeitenProposal For Energy Conservation/Savings For The Year 2015-16DHAVALESH AMNoch keine Bewertungen
- Performance CurveDokument1 SeitePerformance CurveDHAVALESH AMNoch keine Bewertungen
- HW Pump PDSDokument2 SeitenHW Pump PDSDHAVALESH AMNoch keine Bewertungen
- KEB Bill Calculation - Feb 18Dokument1 SeiteKEB Bill Calculation - Feb 18DHAVALESH AMNoch keine Bewertungen
- Plan 11: Investa (Pumps PVT LTD CIP-1 65x40-160Dokument1 SeitePlan 11: Investa (Pumps PVT LTD CIP-1 65x40-160DHAVALESH AMNoch keine Bewertungen
- RT - CffffopyDokument2 SeitenRT - CffffopyDHAVALESH AMNoch keine Bewertungen
- Process Pump QuoteDokument3 SeitenProcess Pump QuoteDHAVALESH AM0% (1)
- GA, Pump Curves CS and DatasheetDokument4 SeitenGA, Pump Curves CS and DatasheetDHAVALESH AMNoch keine Bewertungen
- Design Basis Line Size and NumberingDokument18 SeitenDesign Basis Line Size and NumberingDHAVALESH AMNoch keine Bewertungen
- Your Ref No:: Tel: +91 022 2446 0630 / 31 Fax: +91 022 2444 0397Dokument2 SeitenYour Ref No:: Tel: +91 022 2446 0630 / 31 Fax: +91 022 2444 0397DHAVALESH AMNoch keine Bewertungen
- Hikal JP 47 1617Dokument2 SeitenHikal JP 47 1617DHAVALESH AMNoch keine Bewertungen
- Sizzler Cheese Toast Home RecipeDokument1 SeiteSizzler Cheese Toast Home RecipeDHAVALESH AMNoch keine Bewertungen
- API-1 P-145 P-147 P-149 P-146 P-148 P-150 API-2 P-245: S.No. Plant Tag No Column3Dokument15 SeitenAPI-1 P-145 P-147 P-149 P-146 P-148 P-150 API-2 P-245: S.No. Plant Tag No Column3DHAVALESH AMNoch keine Bewertungen
- 3200 MM IDDokument2 Seiten3200 MM IDDHAVALESH AMNoch keine Bewertungen
- 3200 MM IDDokument2 Seiten3200 MM IDDHAVALESH AMNoch keine Bewertungen
- RT - CffffopyDokument2 SeitenRT - CffffopyDHAVALESH AMNoch keine Bewertungen
- RTDokument2 SeitenRTDHAVALESH AMNoch keine Bewertungen
- RTDokument2 SeitenRTDHAVALESH AMNoch keine Bewertungen
- DDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss JJJJJJJJJJJJJJJJ D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDokument2 SeitenDDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss JJJJJJJJJJJJJJJJ D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDHAVALESH AMNoch keine Bewertungen
- Ggggggggggggggggggggggggggggggggghhhhhhhhhhhhhhhhhhhhhhyyyyyyyyyyyyyyyyyyyy DDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss JJJJJJJJJJJJJJJJ D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDokument2 SeitenGgggggggggggggggggggggggggggggggghhhhhhhhhhhhhhhhhhhhhhyyyyyyyyyyyyyyyyyyyy DDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss JJJJJJJJJJJJJJJJ D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDHAVALESH AMNoch keine Bewertungen
- FFFFFFF Jjjkiu RRRRRRRRRRRRRR KKKKKKKKKK DDokument1 SeiteFFFFFFF Jjjkiu RRRRRRRRRRRRRR KKKKKKKKKK DDHAVALESH AMNoch keine Bewertungen
- FFFFFF RRRRRRRRRRRRRRDokument1 SeiteFFFFFF RRRRRRRRRRRRRRDHAVALESH AMNoch keine Bewertungen
- FFFFFFFFFF Hjjjjjjyu 444444 RRRRRRRRRRRRRR (Dokument2 SeitenFFFFFFFFFF Hjjjjjjyu 444444 RRRRRRRRRRRRRR (DHAVALESH AMNoch keine Bewertungen
- DDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDokument2 SeitenDDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDHAVALESH AMNoch keine Bewertungen
- Substation Equipment Failure Report October 14 To August 15Dokument95 SeitenSubstation Equipment Failure Report October 14 To August 15Yogendra SwarnkarNoch keine Bewertungen
- List of BIS StandardsDokument9 SeitenList of BIS StandardsKumar100% (1)
- General Motion Control: A Complete Range of Motion Products For Efficient Machine AutomationDokument47 SeitenGeneral Motion Control: A Complete Range of Motion Products For Efficient Machine AutomationDan PopescuNoch keine Bewertungen
- BasicsDokument65 SeitenBasicsBas RamuNoch keine Bewertungen
- Parts, Adhesives and SealantsDokument44 SeitenParts, Adhesives and SealantsClaris BaylenNoch keine Bewertungen
- Crouse Hinds Rs RSM Rss Junction Boxes Catalog PageDokument1 SeiteCrouse Hinds Rs RSM Rss Junction Boxes Catalog Pagejose luisNoch keine Bewertungen
- Mckinsey Report - Make It in AmericaDokument88 SeitenMckinsey Report - Make It in AmericaAbhishekJindalNoch keine Bewertungen
- Zinc and Tin Alloy Wire Used in Thermal Spraying For Electronic ApplicationsDokument4 SeitenZinc and Tin Alloy Wire Used in Thermal Spraying For Electronic ApplicationsBang AnNoch keine Bewertungen
- Rate Book - 2011-NCP Building DPTDokument244 SeitenRate Book - 2011-NCP Building DPTthak_raj84Noch keine Bewertungen
- Hanser BooksDokument30 SeitenHanser Bookshabiba jamilNoch keine Bewertungen
- H4 Pipe Friction GroupDokument31 SeitenH4 Pipe Friction GroupYash PersÌeNoch keine Bewertungen
- Colligative Properties of SolutionsDokument11 SeitenColligative Properties of SolutionsNelsonMoseM100% (1)
- Commscope Trunk & Distribution Cable ProductsDokument51 SeitenCommscope Trunk & Distribution Cable ProductsMauro Barragan SanchezNoch keine Bewertungen
- CI Injection P&ID (Printable)Dokument2 SeitenCI Injection P&ID (Printable)Mehtab Alam ShaikhNoch keine Bewertungen
- Fm200 Data SheetDokument10 SeitenFm200 Data SheetMahmoud EldusokyNoch keine Bewertungen
- Secadores KaeserDokument13 SeitenSecadores KaeserDiego Laya PicadoNoch keine Bewertungen
- Raichu R 2000Dokument7 SeitenRaichu R 2000Shawn StevensNoch keine Bewertungen
- Ship Propulsion 1Dokument23 SeitenShip Propulsion 1Nikolas Gonzalez100% (1)
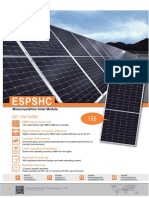
- Datasheet of ESPSHC 410-450 (166x166)Dokument2 SeitenDatasheet of ESPSHC 410-450 (166x166)Engetaic engenhariaNoch keine Bewertungen
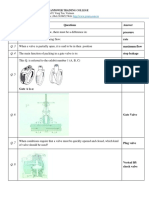
- No. Questions Answer Pressure Rate Maximum Flow Stop LeakageDokument7 SeitenNo. Questions Answer Pressure Rate Maximum Flow Stop LeakageTrường Tùng LýNoch keine Bewertungen
- IGCSE Chemistry DefinitionsDokument5 SeitenIGCSE Chemistry DefinitionsTanmay Karur100% (1)
- Astm A673Dokument4 SeitenAstm A673gustavo aguilarNoch keine Bewertungen
- Preparation and CharacterizationDokument6 SeitenPreparation and CharacterizationSAI ASSOCIATENoch keine Bewertungen
- Separator Design Basics.Dokument58 SeitenSeparator Design Basics.Shijumon KpNoch keine Bewertungen
- Capstone Report On Wheel Chair Cum StretcherDokument40 SeitenCapstone Report On Wheel Chair Cum StretcherRakesh Moparthi100% (1)
- General Electric - Inlet Air RecommendationDokument28 SeitenGeneral Electric - Inlet Air Recommendationhussain mominNoch keine Bewertungen
- Piping ArticlesDokument187 SeitenPiping Articlesdhanu1308Noch keine Bewertungen