Das könnte Ihnen auch gefallen
- Diseño e instalaciones eléctricas BTDokument72 SeitenDiseño e instalaciones eléctricas BTelcaliente100% (6)
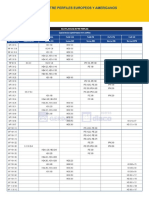
- Equivalencias Perfiles Americanos y EuropeosDokument5 SeitenEquivalencias Perfiles Americanos y EuropeosOsmar Garcia Marquez67% (3)
- Red de TierrasDokument19 SeitenRed de Tierraskarina edith moreno carrilloNoch keine Bewertungen
- Informe Soldadura Por ExplosiónDokument7 SeitenInforme Soldadura Por ExplosiónSebastián VillacísNoch keine Bewertungen
- Codigo de Trabajo 1992 de La Republica DominicanaDokument564 SeitenCodigo de Trabajo 1992 de La Republica Dominicanaantilia100% (1)
- TermofusionDokument8 SeitenTermofusiondiegoNoch keine Bewertungen
- Soldadura CADWELD y Difierentes Tipos de ArreglosDokument28 SeitenSoldadura CADWELD y Difierentes Tipos de Arreglos'Aguusz Gomez'100% (4)
- PROMELSA Catalogo Transformador 3ØDokument4 SeitenPROMELSA Catalogo Transformador 3ØjulianNoch keine Bewertungen
- Pad Mounted EspecificacionesDokument1 SeitePad Mounted EspecificacionesJose Tomas Carpio Milano100% (1)
- Conexión y desconexión analizadores redes eléctricasDokument4 SeitenConexión y desconexión analizadores redes eléctricasArturo FloresNoch keine Bewertungen
- Producción de 20.000 toneladas de monoclorobenceno a partir de benceno y cloroDokument16 SeitenProducción de 20.000 toneladas de monoclorobenceno a partir de benceno y cloroAntonio Tabares Torres67% (3)
- 8a Pruebas y Mantenimieto Electrico (3.3)Dokument15 Seiten8a Pruebas y Mantenimieto Electrico (3.3)Wilbert J. TorresNoch keine Bewertungen
- Manual Terminales de PotenciaDokument7 SeitenManual Terminales de PotenciaAlli Va100% (1)
- Informe Compresion de MorteroDokument22 SeitenInforme Compresion de MorteroItsukyAlexanderSanchezMedinaNoch keine Bewertungen
- Balance Metalúrgico CemrobDokument12 SeitenBalance Metalúrgico CemrobNilton QuispeNoch keine Bewertungen
- Subestaciones eléctricas: tipos, componentes y funcionesDokument9 SeitenSubestaciones eléctricas: tipos, componentes y funcionesAja HonguxNoch keine Bewertungen
- Apartarrayos: tipos, funciones y pruebasDokument13 SeitenApartarrayos: tipos, funciones y pruebasedaurdoNoch keine Bewertungen
- Primer Mineroducto Del PeruDokument7 SeitenPrimer Mineroducto Del PeruYinLehoNoch keine Bewertungen
- Tendido de Cable de GuardaDokument5 SeitenTendido de Cable de GuardaSantiago LunaNoch keine Bewertungen
- Mufas - 3M PDFDokument16 SeitenMufas - 3M PDFMichel PauvifNoch keine Bewertungen
- Características y capas de un cable de media tensiónDokument6 SeitenCaracterísticas y capas de un cable de media tensiónAbraham TorresNoch keine Bewertungen
- MI 3201 TeraOhm 5kV Plus SPADokument52 SeitenMI 3201 TeraOhm 5kV Plus SPAAngel Julian Saavedra100% (1)
- Fusibles Media Tensión para Protección EficienteDokument36 SeitenFusibles Media Tensión para Protección EficienteJose AbarcaNoch keine Bewertungen
- 1.3 Interruptores de Potencia en Sub. ElectricasDokument5 Seiten1.3 Interruptores de Potencia en Sub. ElectricasJonatan HerreraNoch keine Bewertungen
- Manual Alpimatic Bateria de CondensadoresDokument16 SeitenManual Alpimatic Bateria de Condensadoresrosalopez7586Noch keine Bewertungen
- Manual de inspección de soldaduras CONEXWELDDokument6 SeitenManual de inspección de soldaduras CONEXWELDAdhemar EscobarNoch keine Bewertungen
- Materiales redes distribución eléctricaDokument16 SeitenMateriales redes distribución eléctricapablo tenecotaNoch keine Bewertungen
- Informe ELECTRICODokument17 SeitenInforme ELECTRICOCristian Andres Carvajal Soto100% (1)
- AAC Cables de aluminio 75°C máxDokument6 SeitenAAC Cables de aluminio 75°C máxEdgarParedesCNoch keine Bewertungen
- Accesorio Separador de FasesDokument1 SeiteAccesorio Separador de FasesBeto EsquivelNoch keine Bewertungen
- Cálculo de alimentadores y subalimentadoresDokument15 SeitenCálculo de alimentadores y subalimentadoresNacho Summer100% (1)
- Subestación SubterráneaDokument12 SeitenSubestación SubterráneaWil CortésNoch keine Bewertungen
- Proyecto de Subestaciones FinalDokument37 SeitenProyecto de Subestaciones FinalAndrés Salinas TecoapaNoch keine Bewertungen
- Subestacion Tipo PedestalDokument6 SeitenSubestacion Tipo Pedestalcristian100% (1)
- Prueba de Aislamiento de Motores y TransformadoresDokument12 SeitenPrueba de Aislamiento de Motores y TransformadoresDel2000 5Noch keine Bewertungen
- Copia de Instalaciones Electricas de Los HospitalesDokument716 SeitenCopia de Instalaciones Electricas de Los Hospitalesjonas vegaNoch keine Bewertungen
- LRZ001 - EP Lineas Aereas de Alta Tension - v1Dokument87 SeitenLRZ001 - EP Lineas Aereas de Alta Tension - v1pitillinNoch keine Bewertungen
- Informe 2 - Seccionadores 89Dokument15 SeitenInforme 2 - Seccionadores 89Juan Carlos Salgado Fuentealba100% (1)
- Aislamiento en líneas de transmisión: elementos, materiales y clasificación de aislamientosDokument19 SeitenAislamiento en líneas de transmisión: elementos, materiales y clasificación de aislamientosErnesto MoraNoch keine Bewertungen
- 3122 Im S L (Kyoritsu)Dokument2 Seiten3122 Im S L (Kyoritsu)George Benny Miranda ArrunateguiNoch keine Bewertungen
- SM6 QM con falla tierraDokument3 SeitenSM6 QM con falla tierraOswaldoFigueroaNoch keine Bewertungen
- Dispositivos de ProtecciónDokument9 SeitenDispositivos de ProtecciónBanner Ruano100% (1)
- Memoria Tecnica Subestacion Tipo Pedestal 500kVADokument8 SeitenMemoria Tecnica Subestacion Tipo Pedestal 500kVARicardo D. Gonzalez MartinezNoch keine Bewertungen
- Normas Fusibles K PDFDokument5 SeitenNormas Fusibles K PDFJavier Ramírez VeraNoch keine Bewertungen
- Investigacion de Interruptores de PotenciaDokument10 SeitenInvestigacion de Interruptores de PotenciaSantiago Caro100% (1)
- Littelfuse ProtectionRelays SE 135 Manual - En.esDokument28 SeitenLittelfuse ProtectionRelays SE 135 Manual - En.esjosé fernando sotelo ventosillaNoch keine Bewertungen
- Tableros eléctricos de baja tensión: características y componentesDokument20 SeitenTableros eléctricos de baja tensión: características y componentesGelbert Gely Anton SalazarNoch keine Bewertungen
- Tipos Aplicaciones Conexiones Transformadores TrifasicosDokument14 SeitenTipos Aplicaciones Conexiones Transformadores TrifasicosJxnxthxn J Sxlguxdx GNoch keine Bewertungen
- Ficha Tecnica Series Bap VarmexDokument4 SeitenFicha Tecnica Series Bap VarmexDulcecithoDamiiánNoch keine Bewertungen
- AsincronoDokument5 SeitenAsincronoSherlockNoch keine Bewertungen
- Conductores para Instalaciones EléctricasDokument7 SeitenConductores para Instalaciones EléctricasJonathan FuentesNoch keine Bewertungen
- Pruebas en AisladoresDokument8 SeitenPruebas en AisladoresCésar Guerrero SilvaNoch keine Bewertungen
- SecoGear PV17.5 Insulation Switchgear UserManual 2012 ESDokument44 SeitenSecoGear PV17.5 Insulation Switchgear UserManual 2012 ESnelson verjan rocaNoch keine Bewertungen
- Carta de Parametros de Corto Circuito Pacasmay1Dokument1 SeiteCarta de Parametros de Corto Circuito Pacasmay1ALEXNoch keine Bewertungen
- Cálculo Transformador de Puesta A TierraDokument7 SeitenCálculo Transformador de Puesta A Tierramarce1403Noch keine Bewertungen
- Terminales Contráctiles en Frío (Conos de Alivio)Dokument7 SeitenTerminales Contráctiles en Frío (Conos de Alivio)Gilberto PimentelNoch keine Bewertungen
- Subestacion 138 KVDokument355 SeitenSubestacion 138 KVbelico89Noch keine Bewertungen
- Prueba de Aislamiento de Motor Eléctrico A TierraDokument6 SeitenPrueba de Aislamiento de Motor Eléctrico A TierraJose GilNoch keine Bewertungen
- Manual para linieros sobre valores nominales y características de tiempo-corriente de hilos fusiblesDokument27 SeitenManual para linieros sobre valores nominales y características de tiempo-corriente de hilos fusibleswjdaee100% (3)
- Seccionadores de BT Metal C PDFDokument10 SeitenSeccionadores de BT Metal C PDFOrlando Jose SerranoNoch keine Bewertungen
- Checklist Alta Tension Gnral - 2019 - TTDokument5 SeitenChecklist Alta Tension Gnral - 2019 - TTjfuenzalidagNoch keine Bewertungen
- TRANSFORMADORES DE TENSIÓN INDUCTIVOS Aislamiento Seco y Papel-AceiteDokument8 SeitenTRANSFORMADORES DE TENSIÓN INDUCTIVOS Aislamiento Seco y Papel-AceiteRicardo DoldanNoch keine Bewertungen
- Aisladores de Alta TensiónDokument12 SeitenAisladores de Alta TensiónLuis MonzonNoch keine Bewertungen
- Conexiones Trifasicas en Bancos de TransformadoresDokument6 SeitenConexiones Trifasicas en Bancos de TransformadoresJONATHAN ISRAEL AGUILAR CONTRERASNoch keine Bewertungen
- Soldadura ExotermicaDokument8 SeitenSoldadura ExotermicaNatasha RowlandNoch keine Bewertungen
- Conexiones eléctricas mediante soldadura exotérmicaDokument14 SeitenConexiones eléctricas mediante soldadura exotérmicaCristian San Martín DíazNoch keine Bewertungen
- Soldadura Exotérmica Luis AlarconDokument10 SeitenSoldadura Exotérmica Luis AlarconLuis AlarconNoch keine Bewertungen
- GUIA 33 SPT - Aplicacion Soldadura ExotermicaDokument9 SeitenGUIA 33 SPT - Aplicacion Soldadura ExotermicaSantiago LopezNoch keine Bewertungen
- 750-Ltm-013 Memoria de Calculos Electromecanicos - r1Dokument94 Seiten750-Ltm-013 Memoria de Calculos Electromecanicos - r1Augusto MejiaNoch keine Bewertungen
- SBS ST-S-6V225GCDokument2 SeitenSBS ST-S-6V225GCOsmar Garcia MarquezNoch keine Bewertungen
- FT CIR-e3 SP PDFDokument2 SeitenFT CIR-e3 SP PDFOsmar Garcia MarquezNoch keine Bewertungen
- R-022 Reglamento para El Diseno y Construccion de SubestacionDokument56 SeitenR-022 Reglamento para El Diseno y Construccion de SubestacionDalvin CastilloNoch keine Bewertungen
- Ley General de Electricidad No. 125-01Dokument37 SeitenLey General de Electricidad No. 125-01Escuela Nacional de la Judicatura100% (2)
- 750-Ltm-013 Memoria de Calculos Electromecanicos - r1Dokument94 Seiten750-Ltm-013 Memoria de Calculos Electromecanicos - r1Augusto MejiaNoch keine Bewertungen
- Manual R 1Dokument31 SeitenManual R 1MThe StrokesNoch keine Bewertungen
- Vibracion Planta PT 6011 FlexInterconnect enDokument8 SeitenVibracion Planta PT 6011 FlexInterconnect enOsmar Garcia MarquezNoch keine Bewertungen
- Iluminacion Tema CompletoDokument86 SeitenIluminacion Tema CompletoNeyser Carranza GuevaraNoch keine Bewertungen
- 1 Sistemas Electricos y AparatosDokument23 Seiten1 Sistemas Electricos y AparatosEnrique Pichardo HernandezNoch keine Bewertungen
- C 18 Tech Library 435 en Document enDokument2 SeitenC 18 Tech Library 435 en Document enAngie CorderoNoch keine Bewertungen
- 1 Sistemas Electricos y AparatosDokument23 Seiten1 Sistemas Electricos y AparatosEnrique Pichardo HernandezNoch keine Bewertungen
- Sobretensiones y Coordinacion de AislamientoDokument29 SeitenSobretensiones y Coordinacion de AislamientoLUGEMAGONoch keine Bewertungen
- NewtonDokument5 SeitenNewtonQue Chulos SonNoch keine Bewertungen
- Plantas y Subestaciones 1 Toda La Clase 1er ParcialDokument17 SeitenPlantas y Subestaciones 1 Toda La Clase 1er ParcialOsmar Garcia MarquezNoch keine Bewertungen
- Practica de Laboratorio Reacciones Quimicas 23 BVHDokument3 SeitenPractica de Laboratorio Reacciones Quimicas 23 BVHAdrián FloresNoch keine Bewertungen
- Clase Semana 03 2021 2 Aligerado Estruct. y CargasDokument8 SeitenClase Semana 03 2021 2 Aligerado Estruct. y CargasJeyson Jesús Palomino CornejoNoch keine Bewertungen
- 1er Grado VESPERTINO 1Dokument2 Seiten1er Grado VESPERTINO 1Oscar CastroNoch keine Bewertungen
- Taller de Nivelacion 11Dokument2 SeitenTaller de Nivelacion 11Juan Camilo Diaz AguirreNoch keine Bewertungen
- Ficha Tecnica Tubería Produccion 2.375 J 55 4.70# 8HRRDokument1 SeiteFicha Tecnica Tubería Produccion 2.375 J 55 4.70# 8HRRCarlos Omar Gavira Juárez100% (1)
- CLASIFICACIÓN DE LAS LAS ACTIVIDADES ECONÓMICAS, CIIU REVISIÓN 4 - Gaby CondoriDokument7 SeitenCLASIFICACIÓN DE LAS LAS ACTIVIDADES ECONÓMICAS, CIIU REVISIÓN 4 - Gaby CondorironyeNoch keine Bewertungen
- Quimica 6Dokument8 SeitenQuimica 6Edd Eddedd100% (1)
- Informe de Laboratorio #11Dokument15 SeitenInforme de Laboratorio #11Maria NavasNoch keine Bewertungen
- Brazos proyectantes y seguros para ventanas y muros cortinaDokument2 SeitenBrazos proyectantes y seguros para ventanas y muros cortinaTito chanco tacunanNoch keine Bewertungen
- t7 PDFDokument31 Seitent7 PDFJUANNoch keine Bewertungen
- C57 REYNA Angel OSETE VictorDokument77 SeitenC57 REYNA Angel OSETE VictorAlejandro MaturanoNoch keine Bewertungen
- Fabricación de Molde de ArenaDokument2 SeitenFabricación de Molde de ArenaRoque MirandaNoch keine Bewertungen
- c3 Producción Gas IIDokument22 Seitenc3 Producción Gas IIJonathan DarioNoch keine Bewertungen
- Electroquímica Clorocáustica PDFDokument10 SeitenElectroquímica Clorocáustica PDFjfjNoch keine Bewertungen
- Infografia Compuestos Organicos y VolatilesDokument2 SeitenInfografia Compuestos Organicos y VolatilessandraNoch keine Bewertungen
- 03 Certificado de Precios JericoDokument2 Seiten03 Certificado de Precios JericoCamilo DiazNoch keine Bewertungen
- Estabilizacion de Suelo Con Sales de AmonioDokument31 SeitenEstabilizacion de Suelo Con Sales de AmonioZenaida Choque CarrascoNoch keine Bewertungen
- Informe Reconocimiento de MaterialesDokument6 SeitenInforme Reconocimiento de MaterialesAngie Sofia CárdenasNoch keine Bewertungen
- Formato 1 Ptto Vivienda Ejemplo 3Dokument16 SeitenFormato 1 Ptto Vivienda Ejemplo 3andy asencioNoch keine Bewertungen
- TempriteCatalog 2018 SPDokument36 SeitenTempriteCatalog 2018 SPanderzurdoNoch keine Bewertungen
- TALLER 3-FQ - Sanitaria-2020Dokument2 SeitenTALLER 3-FQ - Sanitaria-2020Silvio Henry NinaNoch keine Bewertungen
- 2000072-Electrodo 90 (Aws E-6013)Dokument2 Seiten2000072-Electrodo 90 (Aws E-6013)LUISNoch keine Bewertungen
- Óxidos y HidróxidosDokument2 SeitenÓxidos y HidróxidosYESENIA ROSSANA MUCHA ROMERONoch keine Bewertungen
- 5646 Dyna IndexDokument9 Seiten5646 Dyna Indexsusana margarita salazar cabanillasNoch keine Bewertungen
- Formato de Inspeccion de Vaciado Pu - A - 2363 - LarimayoDokument8 SeitenFormato de Inspeccion de Vaciado Pu - A - 2363 - Larimayoalex sucacahua tejadaNoch keine Bewertungen
- Nutricion en El Cultivo de AlgodonDokument6 SeitenNutricion en El Cultivo de AlgodonKriss Johan Muñoz AlvitesNoch keine Bewertungen