Das könnte Ihnen auch gefallen
- Review On Automotive Body Coating ProcessDokument4 SeitenReview On Automotive Body Coating ProcessIJEMR JournalNoch keine Bewertungen
- Coatings 06 00024 PDFDokument22 SeitenCoatings 06 00024 PDFcvazquez999Noch keine Bewertungen
- Zinc Phosphating - Zinc Phosphate Coating - Zinc PhosphatizingDokument2 SeitenZinc Phosphating - Zinc Phosphate Coating - Zinc Phosphatizingpuri16Noch keine Bewertungen
- Surface Protection External Coating of Claas ProductsDokument1 SeiteSurface Protection External Coating of Claas ProductsTomaszNoch keine Bewertungen
- Chrom I TingDokument11 SeitenChrom I TingAshish RawatNoch keine Bewertungen
- Chromate-Free Coatings Systems For Aerospace and Defence Applications - PRA World PDFDokument23 SeitenChromate-Free Coatings Systems For Aerospace and Defence Applications - PRA World PDFpappuNoch keine Bewertungen
- Curing Agents For Epoxy ResinsDokument10 SeitenCuring Agents For Epoxy ResinsmombarreNoch keine Bewertungen
- ASTM G 50 - 76 r97 - Rzuwltc2ujk3rteDokument5 SeitenASTM G 50 - 76 r97 - Rzuwltc2ujk3rteSamuel EduardoNoch keine Bewertungen
- Chromate Conversion Coatings and Their Current AppDokument5 SeitenChromate Conversion Coatings and Their Current AppDeni HermawanNoch keine Bewertungen
- Metallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)Dokument51 SeitenMetallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)DmitriyNoch keine Bewertungen
- CrO3 Alternatives in Decorative and Functional Plating PDFDokument22 SeitenCrO3 Alternatives in Decorative and Functional Plating PDFLukeNoch keine Bewertungen
- A Review - Weight Loss Studies On The Corrosion Behavior of Some Metals in Various MediaDokument8 SeitenA Review - Weight Loss Studies On The Corrosion Behavior of Some Metals in Various MediaRonald GarciaNoch keine Bewertungen
- Decorative Chromium Plating BasicsDokument8 SeitenDecorative Chromium Plating Basicsm daneshpour100% (1)
- Filiform Corrosion ArticleDokument11 SeitenFiliform Corrosion Articlegtorre77Noch keine Bewertungen
- Hydroclear Spec SheetDokument4 SeitenHydroclear Spec Sheetamitleck100% (1)
- Chromate Conversion Coatings On Aluminium - Influences of AlloyingDokument16 SeitenChromate Conversion Coatings On Aluminium - Influences of AlloyingDaniel Alfonso Moreno VerbelNoch keine Bewertungen
- Steel Surface Defects Diagnosis and CureDokument19 SeitenSteel Surface Defects Diagnosis and Cureahmerkhateeb100% (1)
- F2661 PDFDokument7 SeitenF2661 PDFAhmad Zubair RasulyNoch keine Bewertungen
- Black PassivationDokument12 SeitenBlack PassivationZineb100% (1)
- Solid Film LubricantsDokument4 SeitenSolid Film LubricantsDyego MonteiroNoch keine Bewertungen
- What Is AnodisingDokument3 SeitenWhat Is AnodisingSreedhar Patnaik.MNoch keine Bewertungen
- Corrosion Management Issue140 LowResDokument32 SeitenCorrosion Management Issue140 LowResReno100% (1)
- Rheocasting of Semi-Solid A357 AluminumDokument7 SeitenRheocasting of Semi-Solid A357 AluminumikehrpNoch keine Bewertungen
- Evaluation of The Corrosion Durability of Steel Systems For Automobile Fuel TanksDokument90 SeitenEvaluation of The Corrosion Durability of Steel Systems For Automobile Fuel TanksĐình Khoa PhanNoch keine Bewertungen
- Galvanic CorrDokument6 SeitenGalvanic CorrdhlinvaNoch keine Bewertungen
- Carbon Steel Corrosion in Clay-Rich EnvironmentDokument10 SeitenCarbon Steel Corrosion in Clay-Rich Environmentblackcurse29Noch keine Bewertungen
- In-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresDokument142 SeitenIn-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresyaofuzhangNoch keine Bewertungen
- 55 Aluminum-Zinc Alloy Coated Steel Technical Bulletin 6 - Cut Edge Protection v20153Dokument2 Seiten55 Aluminum-Zinc Alloy Coated Steel Technical Bulletin 6 - Cut Edge Protection v20153Syed Raja AdeelNoch keine Bewertungen
- Corrosion of Aluminum and Its Alloys: Forms of CorrosionDokument3 SeitenCorrosion of Aluminum and Its Alloys: Forms of CorrosionInternational Journal of computational Engineering research (IJCER)Noch keine Bewertungen
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDokument32 SeitenMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNoch keine Bewertungen
- Porous Anodic Metal OxidesDokument20 SeitenPorous Anodic Metal Oxidescargetoianu2357Noch keine Bewertungen
- BECKOPOX EM 2120w - Allnex - Bilingual 27 FebDokument15 SeitenBECKOPOX EM 2120w - Allnex - Bilingual 27 FebDhruv Sevak100% (1)
- IndustrialDokument462 SeitenIndustrialTamagnsewNegnNoch keine Bewertungen
- Tech Spot DC Vs CCDokument2 SeitenTech Spot DC Vs CCLaura Bartlett100% (3)
- Wet Storage Stain On Galvanized SteelDokument5 SeitenWet Storage Stain On Galvanized Steele.vicente.caballeroNoch keine Bewertungen
- Electroplating Anodizing Metal PDFDokument53 SeitenElectroplating Anodizing Metal PDFCrystian Kobee EmpeynadoNoch keine Bewertungen
- Challenges of Chromate Inhibitor Pigments Replacement in Organic CoatingsDokument16 SeitenChallenges of Chromate Inhibitor Pigments Replacement in Organic CoatingsLuis Gustavo PachecoNoch keine Bewertungen
- Thermal Spray ProcessesDokument235 SeitenThermal Spray ProcessesHasham AyubNoch keine Bewertungen
- Astm E1558.24503Dokument13 SeitenAstm E1558.24503Juan Shevchenko100% (1)
- Qualanod SpecDokument62 SeitenQualanod SpecwilliamNoch keine Bewertungen
- Surface Pretreatment by Phosphate Conversion CoatiDokument49 SeitenSurface Pretreatment by Phosphate Conversion CoatiJhon QsacNoch keine Bewertungen
- Waterborne Acrylic Elastomeric Roof Coatings: - September 2016Dokument9 SeitenWaterborne Acrylic Elastomeric Roof Coatings: - September 2016nanoNoch keine Bewertungen
- Safecoat Hard AnodizingDokument47 SeitenSafecoat Hard AnodizingyahsooyNoch keine Bewertungen
- AnodizingDokument9 SeitenAnodizingalphadingNoch keine Bewertungen
- Preparation of Zinc Alloy Die Castings For ElectroplatingDokument4 SeitenPreparation of Zinc Alloy Die Castings For ElectroplatingFrancisco BocanegraNoch keine Bewertungen
- Decorative Chromium PlatingDokument8 SeitenDecorative Chromium Platingcauthon82Noch keine Bewertungen
- Weathering of Anodized AluminiumDokument7 SeitenWeathering of Anodized AluminiumShahid PerwezNoch keine Bewertungen
- Guidance Note - No.2 Guide To Correct Specification of Powder Coated AluminiumDokument2 SeitenGuidance Note - No.2 Guide To Correct Specification of Powder Coated AluminiumAnwar100% (1)
- PRC 5006 CurrentDokument10 SeitenPRC 5006 CurrentHoang TanNoch keine Bewertungen
- 8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationDokument8 Seiten8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationFerRazzónNoch keine Bewertungen
- Electrodeposition of Coatings, Part V: Surface Defects: Oatings LinicDokument1 SeiteElectrodeposition of Coatings, Part V: Surface Defects: Oatings LinicMaddyNoch keine Bewertungen
- Compatibility of CoatingsDokument8 SeitenCompatibility of CoatingsEduard Gonzalo Rojas CervantesNoch keine Bewertungen
- Mil DTL 53022C PDFDokument22 SeitenMil DTL 53022C PDFJeffrey EsmurriasNoch keine Bewertungen
- Modern Electroplating Fourth Edition Edited by M SDokument2 SeitenModern Electroplating Fourth Edition Edited by M Smiguelin91690% (1)
- Metallographic Printing MethodsDokument3 SeitenMetallographic Printing MethodsAnup Tigga100% (1)
- Effect of Chemical Composition of Zinc Phosphating Solution On Phosphate Coating PropertiesDokument12 SeitenEffect of Chemical Composition of Zinc Phosphating Solution On Phosphate Coating PropertiesJhon QsacNoch keine Bewertungen
- Mining Algorithm For Weighted FP-Growth Frequent Item Sets Based On Ordered FP-TreeDokument5 SeitenMining Algorithm For Weighted FP-Growth Frequent Item Sets Based On Ordered FP-TreeIJEMR JournalNoch keine Bewertungen
- The Role of Private Off Dock Terminals On Port Efficiency (A Study of Sifax Off Dock Nig, LTD.)Dokument11 SeitenThe Role of Private Off Dock Terminals On Port Efficiency (A Study of Sifax Off Dock Nig, LTD.)IJEMR JournalNoch keine Bewertungen
- The Effect of Job Rotation Practices On Employee Job Performance Mediating Role of Intrinsic Motivation (With Special Reference To The Private Commercial Banks in Sri Lanka)Dokument5 SeitenThe Effect of Job Rotation Practices On Employee Job Performance Mediating Role of Intrinsic Motivation (With Special Reference To The Private Commercial Banks in Sri Lanka)IJEMR JournalNoch keine Bewertungen
- Employee Motivation and Job Performance of Selected Construction Companies in Rivers StateDokument8 SeitenEmployee Motivation and Job Performance of Selected Construction Companies in Rivers StateIJEMR JournalNoch keine Bewertungen
- Relationship Between Risk Committee Existence and Financial Performance of Commercial Banks in KenyaDokument5 SeitenRelationship Between Risk Committee Existence and Financial Performance of Commercial Banks in KenyaIJEMR JournalNoch keine Bewertungen
- Management Information System and Organizational Success in A Competitive Environment: A Study of Small Scale Businesses in Port HarcourtDokument9 SeitenManagement Information System and Organizational Success in A Competitive Environment: A Study of Small Scale Businesses in Port HarcourtIJEMR JournalNoch keine Bewertungen
- Impact of Total Quality Management (TQM) On Operational Performance of Ethiopian Pharmaceutical Manufacturing PlantsDokument9 SeitenImpact of Total Quality Management (TQM) On Operational Performance of Ethiopian Pharmaceutical Manufacturing PlantsIJEMR JournalNoch keine Bewertungen
- Project Team Building: Case Study Investigation in The Construction Industry in JordanDokument8 SeitenProject Team Building: Case Study Investigation in The Construction Industry in JordanIJEMR JournalNoch keine Bewertungen
- Suzuki B-King Indicator Mod CompleteDokument9 SeitenSuzuki B-King Indicator Mod Completehookuspookus1Noch keine Bewertungen
- Book - Adams Tutorial Ex17 W PDFDokument121 SeitenBook - Adams Tutorial Ex17 W PDFKamran ShahidNoch keine Bewertungen
- Libeskind Daniel - Felix Nussbaum MuseumDokument6 SeitenLibeskind Daniel - Felix Nussbaum MuseumMiroslav MalinovicNoch keine Bewertungen
- p2714 Opel 6t45Dokument5 Seitenp2714 Opel 6t45Валентин ДNoch keine Bewertungen
- 2009 PMI CatalogueDokument124 Seiten2009 PMI Cataloguedesbennett004Noch keine Bewertungen
- Research Papers in Mechanical Engineering Free Download PDFDokument4 SeitenResearch Papers in Mechanical Engineering Free Download PDFtitamyg1p1j2Noch keine Bewertungen
- Quality Risk ManagementDokument29 SeitenQuality Risk ManagementmmmmmNoch keine Bewertungen
- SunstarDokument189 SeitenSunstarSarvesh Chandra SaxenaNoch keine Bewertungen
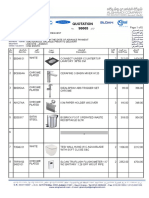
- Quotation 98665Dokument5 SeitenQuotation 98665Reda IsmailNoch keine Bewertungen
- Ic703 ServiceDokument57 SeitenIc703 Servicewalters2Noch keine Bewertungen
- Error Number Mentor GraphicsDokument30 SeitenError Number Mentor GraphicsMendesNoch keine Bewertungen
- Jrules Installation onWEBSPHEREDokument196 SeitenJrules Installation onWEBSPHEREjagr123Noch keine Bewertungen
- April 2016Dokument68 SeitenApril 2016Treatment Plant Operator MagazineNoch keine Bewertungen
- Ruckus Wired Accreditation ExamDokument15 SeitenRuckus Wired Accreditation ExamDennis Dube25% (8)
- Crisfield - Vol1 - NonLinear Finite Element Analysis of Solids and Structures EssentialsDokument360 SeitenCrisfield - Vol1 - NonLinear Finite Element Analysis of Solids and Structures EssentialsAnonymous eCD5ZRNoch keine Bewertungen
- McLaren Artura Order BKZQG37 Summary 2023-12-10Dokument6 SeitenMcLaren Artura Order BKZQG37 Summary 2023-12-10Salvador BaulenasNoch keine Bewertungen
- RDBMS and HTML Mock Test 1548845682056Dokument18 SeitenRDBMS and HTML Mock Test 1548845682056sanjay bhattNoch keine Bewertungen
- Technical Information: Chemical Resistance ChartDokument7 SeitenTechnical Information: Chemical Resistance ChartthessandNoch keine Bewertungen
- DFM54 EngDokument2 SeitenDFM54 EngAnonymous KWO434Noch keine Bewertungen
- Reverse Logistics: Overview and Challenges For Supply Chain ManagementDokument7 SeitenReverse Logistics: Overview and Challenges For Supply Chain ManagementSri WulandariNoch keine Bewertungen
- PT 0817 Cebu Room Assignment PDFDokument16 SeitenPT 0817 Cebu Room Assignment PDFPhilBoardResultsNoch keine Bewertungen
- Cable Ties DatasheetDokument7 SeitenCable Ties DatasheetGovind ChaudhariNoch keine Bewertungen
- Class 7 Science Electric Current and Its EffectsDokument7 SeitenClass 7 Science Electric Current and Its Effectsshanna_heenaNoch keine Bewertungen
- Simple and Compound Gear TrainDokument2 SeitenSimple and Compound Gear TrainHendri Yoga SaputraNoch keine Bewertungen
- Altenator PDFDokument26 SeitenAltenator PDFluisNoch keine Bewertungen
- Fire Protection Design For Healthcare FacilitiesDokument34 SeitenFire Protection Design For Healthcare Facilitiesapi_fabianNoch keine Bewertungen
- Porting Relations 2 StrokesDokument10 SeitenPorting Relations 2 Strokespistonbreaker100% (8)
- Encore 7.1 BoxDokument10 SeitenEncore 7.1 BoxNicolas HarambilletNoch keine Bewertungen
- Source 22Dokument2 SeitenSource 22Alexander FloresNoch keine Bewertungen
- SuperOhm 3754 (3748-11) - Technical Data Sheet - ECC - Rev 2 - 2016-09Dokument2 SeitenSuperOhm 3754 (3748-11) - Technical Data Sheet - ECC - Rev 2 - 2016-09igor brocaNoch keine Bewertungen