Das könnte Ihnen auch gefallen
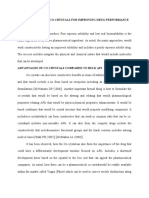
- Pharmaceutical Co-Crystals For Improving Drug Performance IntroductionDokument8 SeitenPharmaceutical Co-Crystals For Improving Drug Performance IntroductionMohan RajNoch keine Bewertungen
- Marketing AssignmentDokument23 SeitenMarketing AssignmentMohan Raj100% (1)
- Annual Report 2015-16 JK FennerDokument68 SeitenAnnual Report 2015-16 JK FennerMohan RajNoch keine Bewertungen
- Improving Material Flow and Production Layout Using Value Stream MappingDokument49 SeitenImproving Material Flow and Production Layout Using Value Stream MappingMohan RajNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chapter 10 AnswersDokument6 SeitenChapter 10 AnswersJohn HoltNoch keine Bewertungen
- Course Webpack EncoreDokument85 SeitenCourse Webpack EncoreAIT SALAH MassinissaNoch keine Bewertungen
- Kent V2000™ Vacuum Gas Feeder: Key BenefitsDokument2 SeitenKent V2000™ Vacuum Gas Feeder: Key BenefitsKarim ShamashergyNoch keine Bewertungen
- Mamata Machinery Private LimitedDokument10 SeitenMamata Machinery Private Limitedesau hernandezNoch keine Bewertungen
- How To Hack WPA-WPA2 WiFi Using Kali LinuxDokument6 SeitenHow To Hack WPA-WPA2 WiFi Using Kali LinuxJoel PérezNoch keine Bewertungen
- B2B Exchanges Info Sys MGTDokument8 SeitenB2B Exchanges Info Sys MGTmaha yousefNoch keine Bewertungen
- Instructor Materials Chapter 8: Becoming A Cybersecurity SpecialistDokument24 SeitenInstructor Materials Chapter 8: Becoming A Cybersecurity SpecialistDewi Ayu LestariNoch keine Bewertungen
- Ec2 Ug PDFDokument1.001 SeitenEc2 Ug PDFGisha RoyNoch keine Bewertungen
- 9.1.1.6 Lab - Encrypting and Decrypting Data Using OpenSSL - ILM EstudantesDokument3 Seiten9.1.1.6 Lab - Encrypting and Decrypting Data Using OpenSSL - ILM EstudantesJosé Silvestre da Silva GalvãoNoch keine Bewertungen
- Alcatel 3G ModemDokument15 SeitenAlcatel 3G ModembunaciuneNoch keine Bewertungen
- XML Publisher Report Registration Steps in Oracle AppsDokument33 SeitenXML Publisher Report Registration Steps in Oracle AppsFerasHamdanNoch keine Bewertungen
- AbbriviationDokument8 SeitenAbbriviationDushan SenarathneNoch keine Bewertungen
- Subject: Distribution Transformer (Manufacturer - HEMG)Dokument2 SeitenSubject: Distribution Transformer (Manufacturer - HEMG)Wency JavateNoch keine Bewertungen
- American Series ManualDokument26 SeitenAmerican Series ManualIsael HernandezNoch keine Bewertungen
- Combilift C3500 C10000 Forklift Trucks Operator's & Service Manual PDFDokument72 SeitenCombilift C3500 C10000 Forklift Trucks Operator's & Service Manual PDFVüsal 1100% (2)
- Hydrology 1Dokument2 SeitenHydrology 1Engr AbirNoch keine Bewertungen
- Catalog Easergy Flair 21d 22d 23d Datasheet enDokument4 SeitenCatalog Easergy Flair 21d 22d 23d Datasheet ennguyenanhchiNoch keine Bewertungen
- Ra 8792 IRR PDFDokument40 SeitenRa 8792 IRR PDFJohn Lloyd MacuñatNoch keine Bewertungen
- Lsis MCCB Elcb (E)Dokument316 SeitenLsis MCCB Elcb (E)Bolivar MartinezNoch keine Bewertungen
- ITD Brochure InfromationDokument5 SeitenITD Brochure InfromationAfrican InstituteNoch keine Bewertungen
- JIO Mini-ProjectDokument26 SeitenJIO Mini-ProjectAliNoch keine Bewertungen
- Wollensak T-1500 PDFDokument33 SeitenWollensak T-1500 PDFFRANK NIELE DE OLIVEIRANoch keine Bewertungen
- Isp Incident Response PlanDokument15 SeitenIsp Incident Response PlanrafahuesoNoch keine Bewertungen
- Catalog SanzDokument55 SeitenCatalog SanzGotlem BordNoch keine Bewertungen
- Best AI Essay WriterDokument2 SeitenBest AI Essay WriterPeter JhonsonNoch keine Bewertungen
- Inventory System For Supply OfficeDokument1 SeiteInventory System For Supply OfficeJomiener Bawar RamosNoch keine Bewertungen
- Abel Yepez CV EngDokument1 SeiteAbel Yepez CV EngAlejandro Wolfgang Yepez GiraldoNoch keine Bewertungen
- Line Follower RobotDokument16 SeitenLine Follower RobotAmit KumarNoch keine Bewertungen
- AgenciesDokument3 SeitenAgenciesRobert Kier Tanquerido TomaroNoch keine Bewertungen
- Chapter 0 Intro & IndexDokument12 SeitenChapter 0 Intro & IndexMAT-LIONNoch keine Bewertungen