Das könnte Ihnen auch gefallen
- Conectores EstructuralesDokument28 SeitenConectores EstructuralesHellen Cofré BarrientosNoch keine Bewertungen
- H01.02.03 - PR - 229 Inspeccion de Tanques de Almacenamiento en Servicio (v01)Dokument4 SeitenH01.02.03 - PR - 229 Inspeccion de Tanques de Almacenamiento en Servicio (v01)Hilda LopezNoch keine Bewertungen
- 15078E-PETS-GPD-TU-010 Prueba Tintas Penetrantes (Planta Molibdeno)Dokument6 Seiten15078E-PETS-GPD-TU-010 Prueba Tintas Penetrantes (Planta Molibdeno)Gianfranco Nestor Medina SanchezNoch keine Bewertungen
- ¿Qué Es La Almohadilla de RF? ¿Cómo Calcular Las Dimensiones de La Almohadilla de Refuerzo?Dokument8 Seiten¿Qué Es La Almohadilla de RF? ¿Cómo Calcular Las Dimensiones de La Almohadilla de Refuerzo?Wilfredo Ramirez0% (1)
- Los Fenomenos de Fragilizacion en Aceros Templados y BonificadosDokument4 SeitenLos Fenomenos de Fragilizacion en Aceros Templados y BonificadosHarold Armando Muñoz100% (1)
- Astm A514 GR BDokument6 SeitenAstm A514 GR BelweldNoch keine Bewertungen
- Asme Viii Rollino 10 1c Parte CDokument67 SeitenAsme Viii Rollino 10 1c Parte CMaria Victoria Morales GalindezNoch keine Bewertungen
- GM - Reporte de Prueba de TorqueDokument4 SeitenGM - Reporte de Prueba de TorqueGerman Leyva De la CruzNoch keine Bewertungen
- Jet Zinc Organic 850 PDFDokument2 SeitenJet Zinc Organic 850 PDFFCTNoch keine Bewertungen
- 02.procedimiento Montaje Cañeria - 1Dokument7 Seiten02.procedimiento Montaje Cañeria - 1Yovani Medina Muñoz100% (1)
- Norma Astm A194 ResumenDokument3 SeitenNorma Astm A194 ResumenMarco QuijandriaNoch keine Bewertungen
- 5820-o&M-mdd1-I-447 v1 - Alineacion de Ejes Con Equipo LaserDokument8 Seiten5820-o&M-mdd1-I-447 v1 - Alineacion de Ejes Con Equipo Laserjairo ardilaNoch keine Bewertungen
- 2.2. Fcaw-09Dokument34 Seiten2.2. Fcaw-09samyfr454Noch keine Bewertungen
- PR-SST-05 - Procedimiento Tableros EléctricosDokument8 SeitenPR-SST-05 - Procedimiento Tableros EléctricosHector HBmix HbmNoch keine Bewertungen
- Pasos para Prueba Hidrostatica, Ep PetroecuadorDokument4 SeitenPasos para Prueba Hidrostatica, Ep PetroecuadorRONALTUTILLONoch keine Bewertungen
- Postcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Dokument8 SeitenPostcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Raphael LinoNoch keine Bewertungen
- Dmm-020219-M-Po-002 Prueba Diesel en Caliente Rev1Dokument12 SeitenDmm-020219-M-Po-002 Prueba Diesel en Caliente Rev1BryanNoch keine Bewertungen
- Nota Informativa Astm A36 y Api 5L BDokument4 SeitenNota Informativa Astm A36 y Api 5L BRaymundo Garcia100% (1)
- Actividades Sec Rotadisco HetlandDokument2 SeitenActividades Sec Rotadisco HetlandJames BrownNoch keine Bewertungen
- 23 Sigma Fase de Fragilidad DF MECANISMO de DAÑO 23Dokument9 Seiten23 Sigma Fase de Fragilidad DF MECANISMO de DAÑO 23Anonymous 5IFjxk3Noch keine Bewertungen
- Valvulas API 602Dokument12 SeitenValvulas API 602Jair GonzalezNoch keine Bewertungen
- Expo-Corrosion Crevice PDFDokument37 SeitenExpo-Corrosion Crevice PDFleo samanoNoch keine Bewertungen
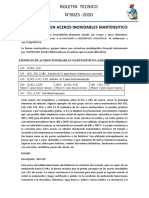
- Aceros Inoxidables MartensiticoDokument4 SeitenAceros Inoxidables Martensiticomarvin montesNoch keine Bewertungen
- CAP15021-C2-5700-15-CS-102 - Prep de Sup y Aplicacion de RecubrimientosDokument23 SeitenCAP15021-C2-5700-15-CS-102 - Prep de Sup y Aplicacion de RecubrimientosSonia Liset Mamani HuamaniNoch keine Bewertungen
- MECANISMOS DE DAÑO EN CALDERAS UTN 2020 - Clase3Dokument94 SeitenMECANISMOS DE DAÑO EN CALDERAS UTN 2020 - Clase3MisANoch keine Bewertungen
- Ficha Tecnica UhmwDokument2 SeitenFicha Tecnica UhmwDiego Fernando Pedroza UribeNoch keine Bewertungen
- PRTU25 Pasivado de InoxidableDokument3 SeitenPRTU25 Pasivado de InoxidableVictor David Vargas RamosNoch keine Bewertungen
- Informe Inspección de RecubrimientoDokument3 SeitenInforme Inspección de RecubrimientoAnonymous CD0suI9100% (1)
- Procedimiento de Pruebas de Recepciòn AciDokument11 SeitenProcedimiento de Pruebas de Recepciòn AcisamuelNoch keine Bewertungen
- JohaaaDokument7 SeitenJohaaaEMMRNoch keine Bewertungen
- Fichas Tecnicas de EsparragosDokument5 SeitenFichas Tecnicas de EsparragosRoberto Eduardo Salvador MonteroNoch keine Bewertungen
- Control de Espesor de PinturaDokument2 SeitenControl de Espesor de PinturaAlvaro Paz Briceño100% (1)
- Formato de LiberacionDokument117 SeitenFormato de LiberacionYair Sánchez blancoNoch keine Bewertungen
- Procedimiento de Prueba Hidrostática A Tanques, Tubería y EquiposDokument7 SeitenProcedimiento de Prueba Hidrostática A Tanques, Tubería y EquiposDaniela Torres SanjuaneroNoch keine Bewertungen
- SIG-PETS-SE-304 Instalación de Estructura de RefuerzoDokument13 SeitenSIG-PETS-SE-304 Instalación de Estructura de RefuerzoYuri Andre Delgado PalominoNoch keine Bewertungen
- Procedimiento Soldadura Acero Al CarbonDokument10 SeitenProcedimiento Soldadura Acero Al CarbonJorge SanchezNoch keine Bewertungen
- Aisi 4140Dokument6 SeitenAisi 4140Carlos Cayo100% (1)
- Especificacin de Procedimeinto de Soldadura WPSDokument1 SeiteEspecificacin de Procedimeinto de Soldadura WPSCriss Tdc SantianaNoch keine Bewertungen
- Procedimientos InspecciónDokument3 SeitenProcedimientos InspecciónnestorNoch keine Bewertungen
- Como Evaluar Defectos en Soldadura, Tuberias Longitudinal y Circunferencial.Dokument34 SeitenComo Evaluar Defectos en Soldadura, Tuberias Longitudinal y Circunferencial.luis100% (1)
- Limpieza Decapado y Pasivado Del Acero Inoxidable en Aplicaciones Industriales.2Dokument18 SeitenLimpieza Decapado y Pasivado Del Acero Inoxidable en Aplicaciones Industriales.2Edgar A. Arredondo QuirozNoch keine Bewertungen
- Certificado de Homologación - 01-11-2019Dokument1 SeiteCertificado de Homologación - 01-11-2019Peter CallánNoch keine Bewertungen
- Fiansa-Mec-005 Procedimiento de Prueba de VacioDokument8 SeitenFiansa-Mec-005 Procedimiento de Prueba de VacioLuis CONDORI SOTONoch keine Bewertungen
- Anexo B API 653Dokument12 SeitenAnexo B API 653Emebeiza100% (2)
- Composicion Quimica Aceros SaeDokument1 SeiteComposicion Quimica Aceros SaeGabriel Ortiz NavaNoch keine Bewertungen
- Procedimiento Tuberia HDPE 2015 2Dokument23 SeitenProcedimiento Tuberia HDPE 2015 2Willheims Will Quello ProtettoNoch keine Bewertungen
- SUMITEN780SDokument42 SeitenSUMITEN780SLuis Chiara LoayzaNoch keine Bewertungen
- Procedimiento, Soldadura en TuberiasDokument9 SeitenProcedimiento, Soldadura en TuberiasLUIS CHIPANANoch keine Bewertungen
- Procedimientos de Pruebas Hidrostaticas-Mario Avalos v3Dokument16 SeitenProcedimientos de Pruebas Hidrostaticas-Mario Avalos v3Mario Avalos SalazarNoch keine Bewertungen
- MSQ-PQC-015-015 - Procedimiento de Prueba Hidrostatica A Recipientes y E...Dokument10 SeitenMSQ-PQC-015-015 - Procedimiento de Prueba Hidrostatica A Recipientes y E...ingmichael33Noch keine Bewertungen
- Manual para FabricacionesDokument35 SeitenManual para Fabricacionesvicvarg3235Noch keine Bewertungen
- AAB029Dokument2 SeitenAAB029Renzo TuestasNoch keine Bewertungen
- PET-OP-716 Liquidos PenetrantesDokument28 SeitenPET-OP-716 Liquidos PenetrantescastaldiNoch keine Bewertungen
- Inspección Visual de SoldaduraDokument5 SeitenInspección Visual de SoldaduravitovillaNoch keine Bewertungen
- PDF Resumen Ansi 2 Iiar PDF CompressDokument47 SeitenPDF Resumen Ansi 2 Iiar PDF CompressGabriel Zumelzu AltamiranoNoch keine Bewertungen
- Col-Obr-Op2634-024 Retiro e Instalacion de Aislamiento Termico B-2955Dokument5 SeitenCol-Obr-Op2634-024 Retiro e Instalacion de Aislamiento Termico B-2955michaelrivaldo79Noch keine Bewertungen
- PROCED - Ajuste y Torque de PernosDokument17 SeitenPROCED - Ajuste y Torque de PernosGian VladimirNoch keine Bewertungen
- Reparación Bastidor Masa Molino Pfeiffer PDFDokument6 SeitenReparación Bastidor Masa Molino Pfeiffer PDFGiovanniNoch keine Bewertungen
- Informe Proceso Soldeo Alerone y Paranates AntaminaDokument27 SeitenInforme Proceso Soldeo Alerone y Paranates AntaminaEdgar Calsina EstañaNoch keine Bewertungen
- PT-PD-PR-002 - B Procedimiento de Enderezado de Perfiles y Planchas - ESPAÑOLDokument10 SeitenPT-PD-PR-002 - B Procedimiento de Enderezado de Perfiles y Planchas - ESPAÑOLBenjamin Enmanuel Mango DNoch keine Bewertungen
- Procedimiento de Resane de Pintura Según SSPCDokument6 SeitenProcedimiento de Resane de Pintura Según SSPCJoni FdNoch keine Bewertungen
- Certificado Homologación PinturaDokument1 SeiteCertificado Homologación PinturaJoni FdNoch keine Bewertungen
- Probeta Soldadura TaponDokument1 SeiteProbeta Soldadura TaponJoni FdNoch keine Bewertungen
- Tolerancias DimensionalesDokument4 SeitenTolerancias DimensionalesJoni FdNoch keine Bewertungen
- Procedimiento de Reparaciones Truck Shop Fase IDokument36 SeitenProcedimiento de Reparaciones Truck Shop Fase IJoni FdNoch keine Bewertungen
- Auditor de Calidad Iso 9001 2008Dokument3 SeitenAuditor de Calidad Iso 9001 2008Ramiro MoraNoch keine Bewertungen
- Gqaqc-Pro-011 Procedimiento de Inspección Visual en Aws d1.1 y d1.3 Rev 1Dokument13 SeitenGqaqc-Pro-011 Procedimiento de Inspección Visual en Aws d1.1 y d1.3 Rev 1Joni Fd100% (2)
- Protocolo-Inspeccion Visual de SoldaduraDokument1 SeiteProtocolo-Inspeccion Visual de SoldaduraJoni Fd100% (4)
- Soldadura Acero InoxidableDokument133 SeitenSoldadura Acero InoxidableJoni Fd100% (1)
- Compresor Instalacion de GEADokument1 SeiteCompresor Instalacion de GEAJoni FdNoch keine Bewertungen
- Distancia Entre EmpalmesDokument1 SeiteDistancia Entre EmpalmesJoni FdNoch keine Bewertungen
- ASME B31.3 ExtractoDokument2 SeitenASME B31.3 ExtractoJoni FdNoch keine Bewertungen
- Empresa NicoliniDokument6 SeitenEmpresa NicoliniJoni FdNoch keine Bewertungen
- Empresa NicoliniDokument6 SeitenEmpresa NicoliniJoni FdNoch keine Bewertungen
- Taller Semejanza de TriángulosDokument2 SeitenTaller Semejanza de TriángulosClaudia Patricia Perez CondeNoch keine Bewertungen
- Pearson y SpermanDokument7 SeitenPearson y SpermanCarolina TapiaNoch keine Bewertungen
- Convergencia de SeriesDokument15 SeitenConvergencia de SeriesManuel ZuñiigaNoch keine Bewertungen
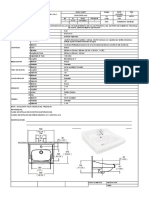
- DS de Aparatos SanitariosDokument50 SeitenDS de Aparatos SanitariosHavickzoon Ruisdael Vasquez GonzalesNoch keine Bewertungen
- Parametros de Corte PlasmaDokument4 SeitenParametros de Corte PlasmaDJ-Charlie BrownNoch keine Bewertungen
- Uso de Refractometro, PH Metro - Balanzas y OtrosDokument33 SeitenUso de Refractometro, PH Metro - Balanzas y OtrosPedro Pablo OblitasNoch keine Bewertungen
- Ejercicios SolucionesDokument3 SeitenEjercicios SolucionesSebas 03100% (1)
- Ejercicios Equilibrio de Una Particula y Calculo de TorqueDokument5 SeitenEjercicios Equilibrio de Una Particula y Calculo de TorqueJohana Mori VillegasNoch keine Bewertungen
- Principios de La Mecanica EstructuralDokument29 SeitenPrincipios de La Mecanica EstructuralTony GutiérrezNoch keine Bewertungen
- La Arqueología Del SaberDokument6 SeitenLa Arqueología Del SaberrodrigoNoch keine Bewertungen
- Termo Unidad 2Dokument31 SeitenTermo Unidad 2Amairani BasultoNoch keine Bewertungen
- Manual de Practica CONTROL 5 AMP OPDokument10 SeitenManual de Practica CONTROL 5 AMP OPChristian GalindoNoch keine Bewertungen
- Tabla de Datos, Resultados, y Cuestionario Informe de Laboratorio CrudosDokument8 SeitenTabla de Datos, Resultados, y Cuestionario Informe de Laboratorio CrudosnicolasNoch keine Bewertungen
- Carbón Activado Exponer 2Dokument45 SeitenCarbón Activado Exponer 2Jesus De La Cruz Efus100% (1)
- Morales Karla SO R3 U2Dokument6 SeitenMorales Karla SO R3 U2Karla Morales100% (3)
- Instalaciones 3.1Dokument11 SeitenInstalaciones 3.1Eduardo SosaNoch keine Bewertungen
- Paint Basico Visual BasicDokument5 SeitenPaint Basico Visual BasicJuan Carlos Giraldo R.Noch keine Bewertungen
- 1866219242.triangulos OblicuangulosDokument6 Seiten1866219242.triangulos OblicuangulosFilomena CallahuaraNoch keine Bewertungen
- Marco TeoricoDokument131 SeitenMarco TeoricoJhon CondoriNoch keine Bewertungen
- ALGEBRA - 3° POLINOMIOS Clase 2Dokument14 SeitenALGEBRA - 3° POLINOMIOS Clase 2Ismael Anaya VillosladaNoch keine Bewertungen
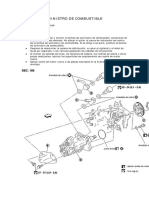
- Nissan Bomba de Suministro de CombustibleDokument25 SeitenNissan Bomba de Suministro de CombustibleIsrael TomalaNoch keine Bewertungen
- Logica Formal y Logica DialecticaDokument3 SeitenLogica Formal y Logica DialecticaMaría Alejandra ArteagaNoch keine Bewertungen
- Medida de TemperaturaDokument3 SeitenMedida de TemperaturaAnonymous fK33KBoRNoch keine Bewertungen
- GVO - 525 Arandela Doble ElasticaDokument1 SeiteGVO - 525 Arandela Doble ElasticaLeonel BerlinNoch keine Bewertungen
- Estructuras SedimentariasDokument42 SeitenEstructuras Sedimentariasluis_1024Noch keine Bewertungen
- Espectro A La FlamaDokument3 SeitenEspectro A La FlamaCristopherNoch keine Bewertungen
- Traducción - BSC and OrganisationalDokument42 SeitenTraducción - BSC and Organisationalleonardo jose bello martinezNoch keine Bewertungen
- Casos FEUSDokument4 SeitenCasos FEUSGeancarlos RengifoNoch keine Bewertungen
- Laboratorio N°4 - IS6B (19.50) 2020-01Dokument16 SeitenLaboratorio N°4 - IS6B (19.50) 2020-01DAINER ROJASNoch keine Bewertungen
- Mesa de Analogia de StokesDokument4 SeitenMesa de Analogia de StokesConstantino Guevara BNoch keine Bewertungen