Das könnte Ihnen auch gefallen
- Distribucion de PlantaDokument7 SeitenDistribucion de PlantaJosúe MartínezNoch keine Bewertungen
- Distribución de PlantasDokument15 SeitenDistribución de PlantasInes LopezNoch keine Bewertungen
- Diseño y Gestión de PlantasDokument14 SeitenDiseño y Gestión de PlantasSandra Fiorella Valverde HuizaNoch keine Bewertungen
- Distribucion PlantaDokument12 SeitenDistribucion PlantaHarold martinez fernandezNoch keine Bewertungen
- Distribucion en PlantaDokument18 SeitenDistribucion en PlantaGiulliano GuerraNoch keine Bewertungen
- Bienes y Servicio TerminadoDokument9 SeitenBienes y Servicio TerminadoJulieth PintaNoch keine Bewertungen
- Diseño y Distribución en PlantaDokument12 SeitenDiseño y Distribución en PlantabelenvelazquezNoch keine Bewertungen
- Factores y ObjetivosDokument4 SeitenFactores y ObjetivosSebastian Camilo Anchique RubianoNoch keine Bewertungen
- Distribucion de PlantaDokument22 SeitenDistribucion de PlantaMARIA PEREZNoch keine Bewertungen
- Layout de PlantaDokument15 SeitenLayout de Plantamarcelo aimaNoch keine Bewertungen
- Objetivo de La Distribución en PlantaDokument7 SeitenObjetivo de La Distribución en PlantaSoy Politecnico Por Conviccion50% (2)
- Distribuccion de PlantaDokument8 SeitenDistribuccion de Plantabrandonrraz90Noch keine Bewertungen
- Semana 11 Ing Métodos 2Dokument78 SeitenSemana 11 Ing Métodos 2Arthur Gm50% (2)
- Plantas RefineriaDokument14 SeitenPlantas RefineriaEdison MaiquizaNoch keine Bewertungen
- Me 4Dokument21 SeitenMe 4Jano BioNoch keine Bewertungen
- Apunte #1 - Distribucion en Planta y Desarrollo FisicoDokument8 SeitenApunte #1 - Distribucion en Planta y Desarrollo FisicoFederico GarciaNoch keine Bewertungen
- Ing de PlantaDokument20 SeitenIng de PlantaLuis La RosaNoch keine Bewertungen
- Distribución de Planta y Manejo de MaterialesDokument5 SeitenDistribución de Planta y Manejo de MaterialesRicardo MartínezNoch keine Bewertungen
- 3.4 3.5 Lopez SebastianDokument11 Seiten3.4 3.5 Lopez SebastianAlan Sebastian Lopez BaezNoch keine Bewertungen
- Distribución de PlantaDokument4 SeitenDistribución de PlantaEliecer MorenoNoch keine Bewertungen
- 4.4 Distribución de PlantaDokument6 Seiten4.4 Distribución de PlantaJulio May100% (2)
- Principios Básicos de La Distribución en Planta SENADokument6 SeitenPrincipios Básicos de La Distribución en Planta SENAjuanchochinoNoch keine Bewertungen
- Distribución en PlantaDokument4 SeitenDistribución en PlantamoyapalmaNoch keine Bewertungen
- Terminales de BusesDokument5 SeitenTerminales de BusesSofiaDelAngelMontielNoch keine Bewertungen
- Determinación Del Espacio GravitacionalDokument4 SeitenDeterminación Del Espacio GravitacionalNestor Pérez Pacheco80% (5)
- Factores Que Afectan A La Distribución en PlantaDokument7 SeitenFactores Que Afectan A La Distribución en PlantaJorge UrbanoNoch keine Bewertungen
- Tecnicas de Planificacion de Instalaciones IndustrialesDokument41 SeitenTecnicas de Planificacion de Instalaciones IndustrialesFrancisco Daniel García VillegasNoch keine Bewertungen
- Material de Apoyo - Distribucion de PlantasDokument7 SeitenMaterial de Apoyo - Distribucion de Plantasangeolys RodriguezNoch keine Bewertungen
- Diap. Distribucion en PlantaDokument14 SeitenDiap. Distribucion en PlantaDiego Del Aguila RodriguesNoch keine Bewertungen
- Factores Que Influyen en La Selección de La Distribución en PlantaDokument3 SeitenFactores Que Influyen en La Selección de La Distribución en PlantaJose Luis Brambila Hernandez0% (1)
- Lay OutsDokument7 SeitenLay OutsDavid OrdoñezNoch keine Bewertungen
- Act. 5. Distribucion en PlantaDokument3 SeitenAct. 5. Distribucion en PlantaElisabet GuerreroNoch keine Bewertungen
- Tema 3 Planeación y Diseño de Instalaciones.Dokument16 SeitenTema 3 Planeación y Diseño de Instalaciones.Carlos ND1100% (1)
- Distribución de PlantasDokument19 SeitenDistribución de Plantasबेयोन विलियमNoch keine Bewertungen
- UNIDAD II Distribución de Las Instalaciones FísicasDokument10 SeitenUNIDAD II Distribución de Las Instalaciones FísicasPaarla ChannelNoch keine Bewertungen
- Postura CriticaDokument3 SeitenPostura CriticaCamilo OviedoNoch keine Bewertungen
- Conceptos e Importancia de La Distribución de PlantaDokument4 SeitenConceptos e Importancia de La Distribución de Plantajosephabreu100% (1)
- Distribución de PlantaDokument4 SeitenDistribución de PlantaMelanie MenoscalNoch keine Bewertungen
- Ingeniería de Procesos. - Unidad 3Dokument25 SeitenIngeniería de Procesos. - Unidad 3Xóchitl Mar P. H.93% (15)
- Investigacion Tipos de Distribucion de PlantasDokument17 SeitenInvestigacion Tipos de Distribucion de PlantasHugo LaraNoch keine Bewertungen
- Distribución de Planta en La SeguridadDokument11 SeitenDistribución de Planta en La Seguridadbrownbones27Noch keine Bewertungen
- 3.1 Principios BásicosDokument3 Seiten3.1 Principios BásicosJose Dario Chaverria Ibarra0% (1)
- Definiciones de Distribución de PlantaDokument12 SeitenDefiniciones de Distribución de Plantaluxio080890100% (1)
- Clase 4 Planeacion y Diseño de InstalacionesDokument11 SeitenClase 4 Planeacion y Diseño de InstalacionesJavier YescasNoch keine Bewertungen
- Distribucion en PlantaDokument31 SeitenDistribucion en PlantaEcward Fossil0% (1)
- MD - Distribucion Fisica1Dokument14 SeitenMD - Distribucion Fisica1Federico CordobaNoch keine Bewertungen
- Distribucion-En-Planta 2Dokument71 SeitenDistribucion-En-Planta 2Ronald A. TheranNoch keine Bewertungen
- Distribucion en Planta 5Dokument4 SeitenDistribucion en Planta 5YulenyNoch keine Bewertungen
- Diseño de Plantas y EquiposDokument23 SeitenDiseño de Plantas y EquiposCecilia Benavides MoscosoNoch keine Bewertungen
- Distribución de PlantaDokument3 SeitenDistribución de PlantaCamilo OviedoNoch keine Bewertungen
- Mapa Mental de La Distribuciuon de PlantaDokument11 SeitenMapa Mental de La Distribuciuon de PlantaGabriel Rodriguez Santyago100% (1)
- Distribucion de Plantas IndustrialesDokument3 SeitenDistribucion de Plantas IndustrialesgabrielaNoch keine Bewertungen
- UntitledDokument20 SeitenUntitledLizeth RodríguezNoch keine Bewertungen
- U3 Sin RespuestasDokument62 SeitenU3 Sin RespuestasBrenda Ba100% (1)
- Diseño de Planta ProductivaDokument22 SeitenDiseño de Planta ProductivaRamon VelasquezNoch keine Bewertungen
- Introducción 1er TrabajoDokument5 SeitenIntroducción 1er TrabajoAntony CernaNoch keine Bewertungen
- Exposición Diseño de PlantaDokument24 SeitenExposición Diseño de PlantaMarleny Ramirez FajardoNoch keine Bewertungen
- Proyecto 3.1 Principios BasicosDokument3 SeitenProyecto 3.1 Principios Basicoskaizernazy100% (1)
- UF0163 - Mantenimiento básico de instalacionesVon EverandUF0163 - Mantenimiento básico de instalacionesNoch keine Bewertungen
- Manual para el diseño de instalaciones manufactureras y de serviciosVon EverandManual para el diseño de instalaciones manufactureras y de serviciosBewertung: 4.5 von 5 Sternen4.5/5 (5)
- EnsayoDokument6 SeitenEnsayoEstuardo HernándezNoch keine Bewertungen
- Tratamiento TermicoDokument8 SeitenTratamiento TermicoEstuardo HernándezNoch keine Bewertungen
- Circulación Del Agua en CanalesDokument15 SeitenCirculación Del Agua en CanalesEstuardo Hernández0% (1)
- TermoDokument25 SeitenTermoEstuardo HernándezNoch keine Bewertungen
- Circulación Del Agua en CanalesDokument6 SeitenCirculación Del Agua en CanalesEstuardo HernándezNoch keine Bewertungen
- Formas Canonica y EstandarDokument5 SeitenFormas Canonica y EstandarEstuardo HernándezNoch keine Bewertungen
- Formacion Docente Paulo FreireDokument16 SeitenFormacion Docente Paulo FreireAndrea Reynaga100% (1)
- Seminario RecristalizaciónDokument43 SeitenSeminario RecristalizaciónAndresDuranNoch keine Bewertungen
- La OMC y Sus Reglas - Convivencia Con Las Guerras ComercialesDokument61 SeitenLa OMC y Sus Reglas - Convivencia Con Las Guerras ComercialesEduardo AblinNoch keine Bewertungen
- Rello GenerativismoDokument0 SeitenRello GenerativismomartinadanNoch keine Bewertungen
- Taller-2-Teoría Atómica, Tabla Periódica, Enlace Químico, Nomenclatura Química InorgánicaDokument13 SeitenTaller-2-Teoría Atómica, Tabla Periódica, Enlace Químico, Nomenclatura Química InorgánicaMelanny velezNoch keine Bewertungen
- Actividades Autoestima AdolescentesDokument4 SeitenActividades Autoestima AdolescentesMartina HaarthNoch keine Bewertungen
- 1 ConceptoDokument3 Seiten1 Conceptosoranyi Silvestre Castillo0% (1)
- Manual de Buenas Prácticas de Higiene y Sanidad Ssa 2009Dokument65 SeitenManual de Buenas Prácticas de Higiene y Sanidad Ssa 2009Abraham Absalon100% (1)
- Antecedentes Talento Humano y Bienestar LaboralDokument7 SeitenAntecedentes Talento Humano y Bienestar LaboralKrisviel Leon SanchezNoch keine Bewertungen
- El Texto-Tipos de Textos (2024)Dokument3 SeitenEl Texto-Tipos de Textos (2024)amaliamadrid2211Noch keine Bewertungen
- Dostoievsky y El Parricidio TemaDokument5 SeitenDostoievsky y El Parricidio TemaLucila da SilveiraNoch keine Bewertungen
- Gráfica de Ven Te Chow - Tirantes NormalesDokument6 SeitenGráfica de Ven Te Chow - Tirantes NormalesSantos Andy Moron CarrascoNoch keine Bewertungen
- Que Es Una Solucion Acuosa en QuimicaDokument2 SeitenQue Es Una Solucion Acuosa en QuimicaManapp Apple Snow50% (2)
- Taller 2 de Diseño de ExperimentosDokument2 SeitenTaller 2 de Diseño de ExperimentosquedolimpioNoch keine Bewertungen
- Persona y Afectividad. Invitación A La Fenomenología de Edith Stein.Dokument5 SeitenPersona y Afectividad. Invitación A La Fenomenología de Edith Stein.Diego TreviñoNoch keine Bewertungen
- Gema Acordes - Los DandysDokument2 SeitenGema Acordes - Los DandysMax Andrew100% (1)
- Analisis de CuadrosDokument3 SeitenAnalisis de CuadrosIsabel TejadaNoch keine Bewertungen
- Camino de VidaDokument51 SeitenCamino de VidaMartha MarulandaNoch keine Bewertungen
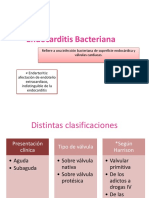
- Endocarditis Bacteriana: Refiere A Una Infección Bacteriana de Superficie Endocárdica y Válvulas CardiacasDokument20 SeitenEndocarditis Bacteriana: Refiere A Una Infección Bacteriana de Superficie Endocárdica y Válvulas CardiacasluisNoch keine Bewertungen
- Maha YogaDokument75 SeitenMaha YogaAmritanandaSwami67% (3)
- Segundo ActoDokument5 SeitenSegundo ActoAndreaVilarNoch keine Bewertungen
- ACCION de GRACIAS - Diccionario Enciclopédico de Biblia y TeologíaDokument12 SeitenACCION de GRACIAS - Diccionario Enciclopédico de Biblia y TeologíapakotonesNoch keine Bewertungen
- Vectores en El EspacioDokument8 SeitenVectores en El Espaciocesar miguel velasco chaconNoch keine Bewertungen
- HM SSM Diri Sem03 1Dokument2 SeitenHM SSM Diri Sem03 1David Valverde CamposNoch keine Bewertungen
- (ESP) Madhavendra Puri Das - Que Es El Prana PDFDokument25 Seiten(ESP) Madhavendra Puri Das - Que Es El Prana PDFDavide SciortinoNoch keine Bewertungen
- Historia Clinica Basado en OftalmologiaDokument5 SeitenHistoria Clinica Basado en Oftalmologiapolydjainer princeNoch keine Bewertungen
- RENOVACIONDokument1 SeiteRENOVACIONJuan David CastanedaNoch keine Bewertungen
- Ministerio de Educación Secuencias X Grados 2022Dokument7 SeitenMinisterio de Educación Secuencias X Grados 2022Luz ArauzNoch keine Bewertungen
- Ansi Tia-568-2Dokument4 SeitenAnsi Tia-568-2Leonel EscutiaNoch keine Bewertungen
- Teoria 9Dokument13 SeitenTeoria 9Yesi ServeleonNoch keine Bewertungen