Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Data Sheet Cummins BT5,9-G6Dokument4 SeitenData Sheet Cummins BT5,9-G6acere18100% (1)
- Astron: MFL Testing Procedure For Tank FloorDokument16 SeitenAstron: MFL Testing Procedure For Tank FloorleonciomavarezNoch keine Bewertungen
- Shaw, Milton C. Metal Cutting PrinciplesDokument759 SeitenShaw, Milton C. Metal Cutting PrinciplesJuan Sebastian Quinche Velandia75% (4)
- CA Abb V-ContactDokument92 SeitenCA Abb V-ContactWiliam CopacatiNoch keine Bewertungen
- CS405PC JP Unit-3Dokument44 SeitenCS405PC JP Unit-3MEGHANA 3Noch keine Bewertungen
- Mesh Based Multicast Routing ProtocolDokument10 SeitenMesh Based Multicast Routing ProtocolArul JothiNoch keine Bewertungen
- Automotive Solutions: Setting The Pace For InnovationDokument36 SeitenAutomotive Solutions: Setting The Pace For InnovationAda TopanNoch keine Bewertungen
- 1575 Tania SultanaDokument10 Seiten1575 Tania SultanaTania SultanaNoch keine Bewertungen
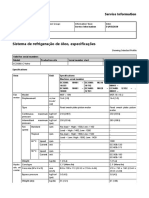
- Sistema de Refrigeração de Óleo, EspecificaçõesDokument2 SeitenSistema de Refrigeração de Óleo, EspecificaçõesAlexandreNoch keine Bewertungen
- CHAPTER 69 Steering FundDokument16 SeitenCHAPTER 69 Steering FundÆxis QuevedoNoch keine Bewertungen
- Reflection and ShearDokument7 SeitenReflection and ShearsamNoch keine Bewertungen
- NOJA 520 05 SCADA Interface Description PDFDokument24 SeitenNOJA 520 05 SCADA Interface Description PDFsergio torrez vargasNoch keine Bewertungen
- Infinera 7100 Series: Compact and Flexible Packet Optical Transport For The MetroDokument2 SeitenInfinera 7100 Series: Compact and Flexible Packet Optical Transport For The MetroTaha AlhatmiNoch keine Bewertungen
- Prediction of Graduate Admission IEEE - 2020Dokument6 SeitenPrediction of Graduate Admission IEEE - 2020Anu RamanujamNoch keine Bewertungen
- BGP Tutorial SimplifiedDokument41 SeitenBGP Tutorial SimplifiedAashish ChaudhariNoch keine Bewertungen
- Atomic Structure ActivityDokument4 SeitenAtomic Structure ActivityClarisse BonaobraNoch keine Bewertungen
- Joining ProcessDokument122 SeitenJoining ProcessJackson ..Noch keine Bewertungen
- Decompiled With CFR ControllerDokument3 SeitenDecompiled With CFR ControllerJon EricNoch keine Bewertungen
- Mathematics (0580/13) October/November 2019Dokument12 SeitenMathematics (0580/13) October/November 2019kdebipershadNoch keine Bewertungen
- National Programming Skills Report - Engineers 2017 - Report BriefDokument20 SeitenNational Programming Skills Report - Engineers 2017 - Report BriefNewsBharati100% (2)
- Woodward LeoPC Engineering ManualDokument40 SeitenWoodward LeoPC Engineering ManualZafar AwanNoch keine Bewertungen
- CG Mod 3Dokument51 SeitenCG Mod 3Misba nausheenNoch keine Bewertungen
- Lab 9: Standard Plate Count: How Do We Know How Many Bacteria Are in A Liquid?Dokument4 SeitenLab 9: Standard Plate Count: How Do We Know How Many Bacteria Are in A Liquid?Penelope MeloNoch keine Bewertungen
- Chinese Journal of Traumatology: Geley Ete, Gaurav Chaturvedi, Elvino Barreto, Kingsly Paul MDokument4 SeitenChinese Journal of Traumatology: Geley Ete, Gaurav Chaturvedi, Elvino Barreto, Kingsly Paul MZilga ReginaNoch keine Bewertungen
- Cell Biology: Science Explorer - Cells and HeredityDokument242 SeitenCell Biology: Science Explorer - Cells and HeredityZeinab ElkholyNoch keine Bewertungen
- Entity Framework Interview Questions With AnswersDokument16 SeitenEntity Framework Interview Questions With AnswersShivprasad Koirala100% (5)
- Guar Gum: Product Data Sheet (PDS)Dokument1 SeiteGuar Gum: Product Data Sheet (PDS)Moatz HamedNoch keine Bewertungen
- False: True True True TrueDokument2 SeitenFalse: True True True TrueSuubi brianNoch keine Bewertungen
- Regcm 4.3 Training Session Ii Regcm4.3-Rc OutputDokument8 SeitenRegcm 4.3 Training Session Ii Regcm4.3-Rc OutputShane Marie VisagaNoch keine Bewertungen
- Eaton Xeffect Industrial Switchgear Range Catalog Ca003002en en UsDokument379 SeitenEaton Xeffect Industrial Switchgear Range Catalog Ca003002en en UsMAURIZIO MARININoch keine Bewertungen