Das könnte Ihnen auch gefallen
- Smit Singapore Pte LTD: Peter Zhang 1 of 1Dokument8 SeitenSmit Singapore Pte LTD: Peter Zhang 1 of 1Myatmyat SwewinNoch keine Bewertungen
- Load, KGF Recommended Hardness Range, HB: Specimen ThicknessDokument7 SeitenLoad, KGF Recommended Hardness Range, HB: Specimen ThicknessmacanNoch keine Bewertungen
- Disc Spring: Number of Springs in The SpringDokument1 SeiteDisc Spring: Number of Springs in The Springlasf 2Noch keine Bewertungen
- Machining Experiment - 2 - D22Dokument6 SeitenMachining Experiment - 2 - D22Rahul Raghunath BodankiNoch keine Bewertungen
- Slab Design by ShubhamBabarDokument7 SeitenSlab Design by ShubhamBabarMaharajan McsNoch keine Bewertungen
- EM-2 Engine Mechanica System: General Lnformati NDokument15 SeitenEM-2 Engine Mechanica System: General Lnformati Nmaria reyes parada garciaNoch keine Bewertungen
- Dimensions of Size: Description: Threaded Bars, ASTM A193 B7M, Unc, 12 Feet Long, Plain FinishDokument1 SeiteDimensions of Size: Description: Threaded Bars, ASTM A193 B7M, Unc, 12 Feet Long, Plain Finishkiller shaNoch keine Bewertungen
- CL21F223ZBANNNCDokument48 SeitenCL21F223ZBANNNCsam2976Noch keine Bewertungen
- European Steel and Alloy GradesDokument3 SeitenEuropean Steel and Alloy Gradesfarshid KarpasandNoch keine Bewertungen
- Part A - Ferrous Material Specifications: Table 2 Tensile RequirementsDokument1 SeitePart A - Ferrous Material Specifications: Table 2 Tensile RequirementsriyyjuniorNoch keine Bewertungen
- Beam Reinforcement CalculationDokument8 SeitenBeam Reinforcement CalculationAnish KumarNoch keine Bewertungen
- MG CatalogDokument21 SeitenMG CatalogSanket IchakeNoch keine Bewertungen
- TM-126 MIX DESIGN M - 45 - 440 ULTRATECH-Nornet 27-01-2020Dokument9 SeitenTM-126 MIX DESIGN M - 45 - 440 ULTRATECH-Nornet 27-01-2020Gopinath kNoch keine Bewertungen
- Material Data Sheet: DescriptionDokument7 SeitenMaterial Data Sheet: DescriptionCharles SedilloNoch keine Bewertungen
- Maintenance SpecificationDokument1 SeiteMaintenance SpecificationPHUONG NGUYENNoch keine Bewertungen
- ASTM F593 Bolts - Shear & Tension Values - Pages From ASCE 8-02 (Searchable)Dokument5 SeitenASTM F593 Bolts - Shear & Tension Values - Pages From ASCE 8-02 (Searchable)MikeNoch keine Bewertungen
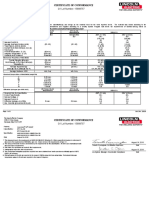
- Q1 Lot Number: 15888757: Certificate of ConformanceDokument2 SeitenQ1 Lot Number: 15888757: Certificate of ConformanceDesdeAquiHastaAllaNoch keine Bewertungen
- Engine t14 t16 Technical DataDokument7 SeitenEngine t14 t16 Technical DataJefferson Humbereto Herrera AlfonsoNoch keine Bewertungen
- Masterseries Sample Output: Moment CapacityDokument1 SeiteMasterseries Sample Output: Moment CapacitysillywildfoxNoch keine Bewertungen
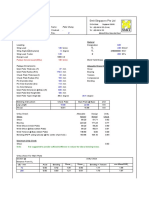
- Performa Motor Induksi 4kW: No Item 4kW OD140mm Shaft 26mm L75mmDokument9 SeitenPerforma Motor Induksi 4kW: No Item 4kW OD140mm Shaft 26mm L75mmAchmad RidhoNoch keine Bewertungen
- 101 MLCC Catalogue - General Purpose - 2018Q2Dokument46 Seiten101 MLCC Catalogue - General Purpose - 2018Q2sam2976Noch keine Bewertungen
- Suzuki LT80Y '99 Service InformationDokument4 SeitenSuzuki LT80Y '99 Service InformationNikolas KarrerNoch keine Bewertungen
- Piston - Groove Dimensions + - : DisclaimerDokument1 SeitePiston - Groove Dimensions + - : DisclaimerJosé Daniel ArenasNoch keine Bewertungen
- Ford Wa 971-2002Dokument3 SeitenFord Wa 971-2002DanielMaNoch keine Bewertungen
- Fig. AC-NRL-SamDokument13 SeitenFig. AC-NRL-SamSam KongsakNoch keine Bewertungen
- Axis: 1 Storey: 2: Bending (Top Edge) ..Dokument8 SeitenAxis: 1 Storey: 2: Bending (Top Edge) ..engrrozayNoch keine Bewertungen
- Yellow: LM6 (EN 1706 AC-44100) Aluminium Casting AlloyDokument3 SeitenYellow: LM6 (EN 1706 AC-44100) Aluminium Casting AlloySohail ShaikhNoch keine Bewertungen
- Captiva TorquesDokument10 SeitenCaptiva TorquesAlexander PachecoNoch keine Bewertungen
- Reinforcing SteelDokument39 SeitenReinforcing SteelGage Floyd Bitayo100% (1)
- Rod - Groove Dimensions + - : DisclaimerDokument1 SeiteRod - Groove Dimensions + - : DisclaimerJosé Daniel ArenasNoch keine Bewertungen
- Physical: .100" and .100" × .100" Straight, Solder Tails 929 SeriesDokument3 SeitenPhysical: .100" and .100" × .100" Straight, Solder Tails 929 Seriesyamaha640Noch keine Bewertungen
- Astm e 1742Dokument2 SeitenAstm e 1742akun jeparaNoch keine Bewertungen
- 0607 Carcoseal Un Data SheetDokument2 Seiten0607 Carcoseal Un Data SheetMarco FranceseNoch keine Bewertungen
- Power Unit (85A Models) : Maintenance SpecificationDokument1 SeitePower Unit (85A Models) : Maintenance SpecificationPHUONG NGUYENNoch keine Bewertungen
- SKI Techl Spec - Engine - 600HOETEC (Line-Up) - Supplement mmr2017-124 enDokument3 SeitenSKI Techl Spec - Engine - 600HOETEC (Line-Up) - Supplement mmr2017-124 enSkorost SkorostNoch keine Bewertungen
- Injection Machine MDS-IV - SpecsDokument28 SeitenInjection Machine MDS-IV - SpecsEdwin AbingunaNoch keine Bewertungen
- Hexagon Head Bolts/Screws: Metric Series-DimensionsDokument7 SeitenHexagon Head Bolts/Screws: Metric Series-DimensionsVishal MistryNoch keine Bewertungen
- API 2H Grade 50 Steel Plate: WeldabilityDokument3 SeitenAPI 2H Grade 50 Steel Plate: WeldabilitybaburaogtrwNoch keine Bewertungen
- ESM Series Elastomer CouplingDokument1 SeiteESM Series Elastomer CouplingServo2GoNoch keine Bewertungen
- Hunch Splice-10bolts-2 Row PatternDokument5 SeitenHunch Splice-10bolts-2 Row PatternSrikanth SikhaNoch keine Bewertungen
- MT Acciai Speciali: Quality 100Cr6 (EN ISO 683-17)Dokument1 SeiteMT Acciai Speciali: Quality 100Cr6 (EN ISO 683-17)pramodh kumarNoch keine Bewertungen
- EKM Series Elastomer CouplingDokument2 SeitenEKM Series Elastomer CouplingServo2GoNoch keine Bewertungen
- C63020 Nickel Aluminum Bronze - ConcastDokument3 SeitenC63020 Nickel Aluminum Bronze - ConcastBruno FaveroNoch keine Bewertungen
- AluminizedDokument4 SeitenAluminizedmarkengineerNoch keine Bewertungen
- Data Sheet Strenx 650 MCDokument3 SeitenData Sheet Strenx 650 MCRoger BandeiraNoch keine Bewertungen
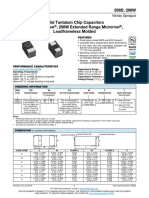
- Icrotan Icrotan: Vishay SpragueDokument19 SeitenIcrotan Icrotan: Vishay Spraguedfjkdsaf ojsfNoch keine Bewertungen
- 175 Own InputDokument8 Seiten175 Own Inputsantosh kumarNoch keine Bewertungen
- Service Data: 2 Stroke Cylinder + Piston + Piston RingDokument5 SeitenService Data: 2 Stroke Cylinder + Piston + Piston RingEmil Fris NielsenNoch keine Bewertungen
- Features: Series: Description: Incremental Encoder AMT10XDokument8 SeitenFeatures: Series: Description: Incremental Encoder AMT10XAlecsandruNeacsuNoch keine Bewertungen
- C1 SubstructureDokument6 SeitenC1 SubstructureEdan John HernandezNoch keine Bewertungen
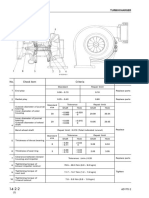
- Maintenance Standard Turbocharger: No. Check Item Criteria RemedyDokument1 SeiteMaintenance Standard Turbocharger: No. Check Item Criteria Remedyronny ArdiansyahNoch keine Bewertungen
- Datasheet - Live: Capacitors With Screw Terminals 105 C B 43 650 B 43 670Dokument7 SeitenDatasheet - Live: Capacitors With Screw Terminals 105 C B 43 650 B 43 670Blendwerk AntikunstNoch keine Bewertungen
- F11 Connecting Rod Inspection ProcedureDokument3 SeitenF11 Connecting Rod Inspection ProcedureMohammed Tauseef Ali100% (1)
- LT80K6 S1Dokument4 SeitenLT80K6 S1Jor GENoch keine Bewertungen
- RDamper CatalogDokument12 SeitenRDamper CatalogEvandro MoreiraNoch keine Bewertungen
- Data Sheet Docol Tube R8 2022-09-20Dokument2 SeitenData Sheet Docol Tube R8 2022-09-20miyoriiosuNoch keine Bewertungen
- Data Sheet: Applications Designation Chemical CompositionDokument2 SeitenData Sheet: Applications Designation Chemical CompositionManankNoch keine Bewertungen
- Catalogo de Ejes CromsteelDokument20 SeitenCatalogo de Ejes CromsteelJhonFerneyBohorquezSaldarriagaNoch keine Bewertungen
- CHM 115 Lecture NotesDokument4 SeitenCHM 115 Lecture NotesHao ZhangNoch keine Bewertungen
- Westergaard Stress Solution Method PDFDokument2 SeitenWestergaard Stress Solution Method PDFEmilia Elena MilutinoviciNoch keine Bewertungen
- Activity Sheets For Chem With NamesDokument6 SeitenActivity Sheets For Chem With Namesapi-283862617100% (1)
- Unit 4 ClimateDokument14 SeitenUnit 4 Climatebego docenciaNoch keine Bewertungen
- Assignment 1: Sourav Sarkar February 1, 2017Dokument12 SeitenAssignment 1: Sourav Sarkar February 1, 2017Sourav SarkarNoch keine Bewertungen
- Shotcrete Evaluation and TestingDokument5 SeitenShotcrete Evaluation and TestingMohammed ZaheriNoch keine Bewertungen
- HC Verma Gauss Law SolutionsDokument31 SeitenHC Verma Gauss Law SolutionsSakshamNoch keine Bewertungen
- Raw Materials Elastomers - En-2018 03Dokument20 SeitenRaw Materials Elastomers - En-2018 03koshimazaki100% (1)
- Em 1110-2-2901Dokument206 SeitenEm 1110-2-2901Naveen RNoch keine Bewertungen
- Gce As Marking Scheme: SUMMER 2022Dokument16 SeitenGce As Marking Scheme: SUMMER 2022Pirate HunterNoch keine Bewertungen
- NVT Simulation of Argon Using Lennard-Jones PotentialDokument2 SeitenNVT Simulation of Argon Using Lennard-Jones Potentialt_sairamNoch keine Bewertungen
- Problem Set 1: Phase Equilibrium: Figure 1. Handwritten Sample CalculationDokument13 SeitenProblem Set 1: Phase Equilibrium: Figure 1. Handwritten Sample CalculationJay SableNoch keine Bewertungen
- 60 - BS 13577 2007Dokument12 Seiten60 - BS 13577 2007mazos77Noch keine Bewertungen
- PF 42 - USP 1058 in Process RevisionDokument16 SeitenPF 42 - USP 1058 in Process Revisionrodcam1Noch keine Bewertungen
- (UAV) - Building A Composite AircraftDokument5 Seiten(UAV) - Building A Composite AircraftVany BraunNoch keine Bewertungen
- Bitumen Class 320-SdsDokument8 SeitenBitumen Class 320-SdsjohnNoch keine Bewertungen
- Rheology of Drilling MudDokument20 SeitenRheology of Drilling MudAnonymous bFVPpQjwj0% (1)
- Cato - Clinical Drug Trials and Tribulations PDFDokument453 SeitenCato - Clinical Drug Trials and Tribulations PDFcapranzoloNoch keine Bewertungen
- Penetration Limits of Conventional Large Caliber Anti Tank - Kinetic Energy ProjectilesDokument9 SeitenPenetration Limits of Conventional Large Caliber Anti Tank - Kinetic Energy ProjectilesSteve RothwellNoch keine Bewertungen
- Nippon Steel Seamless CasingDokument18 SeitenNippon Steel Seamless Casingjohndo3Noch keine Bewertungen
- Gold Extraction With Halogens: J.-M. Lalancette, B. Dubreuil, D. Lemieux and C. ChouinardDokument16 SeitenGold Extraction With Halogens: J.-M. Lalancette, B. Dubreuil, D. Lemieux and C. ChouinardLudwig Kommer100% (2)
- JJ310 STRENGTH OF MATERIAL Chapter 6 TorsionDokument21 SeitenJJ310 STRENGTH OF MATERIAL Chapter 6 TorsionAh Tiang0% (1)
- OCVProd Ref GuideDokument127 SeitenOCVProd Ref Guidejeff.triaxis100% (1)
- Week 1 General Chemistry 2Dokument32 SeitenWeek 1 General Chemistry 2Kate MontuyaNoch keine Bewertungen
- Pile Capacity PrecastDokument38 SeitenPile Capacity Precastbasum matNoch keine Bewertungen
- Henley's 20th Century Home - Workshop FormulasDokument848 SeitenHenley's 20th Century Home - Workshop FormulasEric MalainNoch keine Bewertungen
- Thesis Title: "Designing of A Green Roof Engineering: Systems"Dokument7 SeitenThesis Title: "Designing of A Green Roof Engineering: Systems"marlon moralesNoch keine Bewertungen
- Marine Fenders International 2010 Catalog REDUCEDDokument52 SeitenMarine Fenders International 2010 Catalog REDUCEDMuralidhara Rao100% (2)
- Hummer's MethodDokument1 SeiteHummer's MethodPrajwal Bikram Thapa0% (1)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EVon EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EBewertung: 3 von 5 Sternen3/5 (6)
- A Complete Guide to Safety Officer Interview Questions and AnswersVon EverandA Complete Guide to Safety Officer Interview Questions and AnswersBewertung: 4 von 5 Sternen4/5 (1)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemVon EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNoch keine Bewertungen
- Workbook to Accompany Maintenance & Reliability Best PracticesVon EverandWorkbook to Accompany Maintenance & Reliability Best PracticesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisVon EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesVon EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNoch keine Bewertungen
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityVon EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityBewertung: 5 von 5 Sternen5/5 (2)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsVon EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsBewertung: 4 von 5 Sternen4/5 (11)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- Chemical Process Safety: Learning from Case HistoriesVon EverandChemical Process Safety: Learning from Case HistoriesBewertung: 4 von 5 Sternen4/5 (14)
- Fire Fighting Pumping Systems at Industrial FacilitiesVon EverandFire Fighting Pumping Systems at Industrial FacilitiesBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Rules of Thumb for Maintenance and Reliability EngineersVon EverandRules of Thumb for Maintenance and Reliability EngineersBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Fundamentals of Risk Management for Process Industry EngineersVon EverandFundamentals of Risk Management for Process Industry EngineersNoch keine Bewertungen
- Introduction to Petroleum Process SafetyVon EverandIntroduction to Petroleum Process SafetyBewertung: 3 von 5 Sternen3/5 (2)
- Culture, Health and Illness: An Introduction for Health ProfessionalsVon EverandCulture, Health and Illness: An Introduction for Health ProfessionalsNoch keine Bewertungen
- Fire Protection Engineering in Building DesignVon EverandFire Protection Engineering in Building DesignBewertung: 4.5 von 5 Sternen4.5/5 (5)
- What Went Wrong?: Case Histories of Process Plant Disasters and How They Could Have Been AvoidedVon EverandWhat Went Wrong?: Case Histories of Process Plant Disasters and How They Could Have Been AvoidedBewertung: 5 von 5 Sternen5/5 (2)
- The Invisible Rainbow: A History of Electricity and LifeVon EverandThe Invisible Rainbow: A History of Electricity and LifeBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Tensor Technology Guide: Tensor Ring Benefits and UsesVon EverandTensor Technology Guide: Tensor Ring Benefits and UsesBewertung: 5 von 5 Sternen5/5 (2)
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesVon EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesBewertung: 5 von 5 Sternen5/5 (1)