Das könnte Ihnen auch gefallen
- Latihan 1: Maksimumkan Model SimplekDokument12 SeitenLatihan 1: Maksimumkan Model SimplekTia SetiawatiNoch keine Bewertungen
- Tarea 10Dokument6 SeitenTarea 10cristianNoch keine Bewertungen
- Muhammad Sholihul AminDokument6 SeitenMuhammad Sholihul AminHadi NurahmadNoch keine Bewertungen
- Plantilla Doble División SinteticaDokument4 SeitenPlantilla Doble División SinteticaAngelBoyNoch keine Bewertungen
- Form ExceDokument6 SeitenForm ExceJoem cNoch keine Bewertungen
- Ejercicios Analisis Matricial de Armaduras - A2Dokument41 SeitenEjercicios Analisis Matricial de Armaduras - A2JOHN ARTHUR CULQUICONDOR MONDRAGONNoch keine Bewertungen
- Practica I1Dokument11 SeitenPractica I1Felipe Montano TapascoNoch keine Bewertungen
- Metode SimplexDokument6 SeitenMetode Simplexyustofi achmadNoch keine Bewertungen
- Analisis Rangka BatangDokument8 SeitenAnalisis Rangka BatangRizky JunandaNoch keine Bewertungen
- Spline Cubico de HermiteDokument2 SeitenSpline Cubico de HermiteAmmy YugchaNoch keine Bewertungen
- No 1Dokument4 SeitenNo 1Alma Tyara SNoch keine Bewertungen
- No 1Dokument4 SeitenNo 1Alma Tyara SNoch keine Bewertungen
- No 1Dokument4 SeitenNo 1Alma Tyara SNoch keine Bewertungen
- Return CalculationsDokument13 SeitenReturn CalculationshatemNoch keine Bewertungen
- Excel BhaskaraDokument2 SeitenExcel BhaskaraRodrigo RamosNoch keine Bewertungen
- Método de Las Fuerzas (Formulación Matricial)Dokument8 SeitenMétodo de Las Fuerzas (Formulación Matricial)Guillermo Carranza CiezaNoch keine Bewertungen
- Matematika Rekayasa-MatriksDokument28 SeitenMatematika Rekayasa-Matrikssyafira sariNoch keine Bewertungen
- Phase 6 - Solve Problems by Applying The Algorithms of Unit 3Dokument19 SeitenPhase 6 - Solve Problems by Applying The Algorithms of Unit 3Mariajose MariajoseNoch keine Bewertungen
- Analisis MatricialDokument42 SeitenAnalisis MatricialAlex RojasNoch keine Bewertungen
- Metodos Numericos: Berenice Sunem Goytia VillavicencDokument4 SeitenMetodos Numericos: Berenice Sunem Goytia VillavicencBerenice SunemNoch keine Bewertungen
- Ejemplo Matricial 2D Porticos Articulaciones InternasDokument14 SeitenEjemplo Matricial 2D Porticos Articulaciones InternasOscar RamírezNoch keine Bewertungen
- Anum ExcelDokument43 SeitenAnum ExcelLorenzioNoch keine Bewertungen
- Goal SeekDokument10 SeitenGoal SeekMarko CupacNoch keine Bewertungen
- Or - Assignment 2Dokument21 SeitenOr - Assignment 2TalalNoch keine Bewertungen
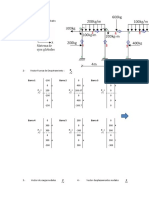
- Diketahui Struktur Seperti Tergambar Dibawah Ini Memiliki: E 2,35x10 kN/m2 V 0,2 Ukuran Balok, 0,30 M X 0,50 M Ukuran Kolom, 0,45 M X 0,45 MDokument12 SeitenDiketahui Struktur Seperti Tergambar Dibawah Ini Memiliki: E 2,35x10 kN/m2 V 0,2 Ukuran Balok, 0,30 M X 0,50 M Ukuran Kolom, 0,45 M X 0,45 MSamsul 10101997Noch keine Bewertungen
- Intro To Funcformcatalog - XLS: Linear Doublelog Semilog1: Log-Linear Semilog2: Lin-Log Polynomial ReciprocalDokument14 SeitenIntro To Funcformcatalog - XLS: Linear Doublelog Semilog1: Log-Linear Semilog2: Lin-Log Polynomial ReciprocalJanis TobisNoch keine Bewertungen
- Correção Da Prova p2 PlaDokument9 SeitenCorreção Da Prova p2 PlaaugustosoareswNoch keine Bewertungen
- Mencari KG ElemenDokument13 SeitenMencari KG ElemenanggitprimayudaNoch keine Bewertungen
- Reacciones Barras: 1 2 3 4 5 Rx1 Ry1 Ry3 1 2 3 4Dokument1 SeiteReacciones Barras: 1 2 3 4 5 Rx1 Ry1 Ry3 1 2 3 4yesikaNoch keine Bewertungen
- Analisis MatricialDokument15 SeitenAnalisis MatricialjonathanNoch keine Bewertungen
- Tabla de Nodos Tabla de ConectividadDokument25 SeitenTabla de Nodos Tabla de ConectividadVazquezNoch keine Bewertungen
- Macguire Example 5.3Dokument10 SeitenMacguire Example 5.3Aileen R. FaderNoch keine Bewertungen
- MaxiDokument6 SeitenMaxiOrelNoch keine Bewertungen
- 算氣流角度-case 45degDokument2 Seiten算氣流角度-case 45degdindonNoch keine Bewertungen
- MRU - (X Vs T)Dokument1 SeiteMRU - (X Vs T)Räqüël Päücärä KäsäsNoch keine Bewertungen
- CLASEIODokument2 SeitenCLASEIOAxl VejaranoNoch keine Bewertungen
- Simplex MaxiDokument2 SeitenSimplex MaxiJane RicoNoch keine Bewertungen
- Prokon Bridge 1Dokument6 SeitenProkon Bridge 1maryam.aftab12345Noch keine Bewertungen
- Tugas Stokastik Dynamic Programming II - AnggitaM - 0519104007 - Reg B2-ADokument7 SeitenTugas Stokastik Dynamic Programming II - AnggitaM - 0519104007 - Reg B2-AAnggita MeiNoch keine Bewertungen
- Fictitious ForcesDokument2 SeitenFictitious ForcesTeddy BearNoch keine Bewertungen
- ExamsDokument17 SeitenExamssteijnNoch keine Bewertungen
- X Y X Y: Matrix AnalysisDokument4 SeitenX Y X Y: Matrix AnalysisNico CaniaNoch keine Bewertungen
- ASTRUK 2 Gab - MergedDokument16 SeitenASTRUK 2 Gab - MergedAvt SnakeEyesNoch keine Bewertungen
- Matriz de CoeficientesDokument21 SeitenMatriz de CoeficientesDANIEL ORTEGA LOPEZNoch keine Bewertungen
- LP HW2 SolutionDokument9 SeitenLP HW2 SolutionM.Sobhan KasaeiNoch keine Bewertungen
- Tabla CalculoDokument14 SeitenTabla CalculoCamila GarciaNoch keine Bewertungen
- Tugas Sistem CerdasDokument12 SeitenTugas Sistem CerdasRisnalia RaellyNoch keine Bewertungen
- Inverse MatrixDokument5 SeitenInverse MatrixLis AnnavilaNoch keine Bewertungen
- Analisis 2Dokument75 SeitenAnalisis 2Lorena SeguraNoch keine Bewertungen
- Ensamble Matriz General 8 X 8Dokument4 SeitenEnsamble Matriz General 8 X 8David AlvarezNoch keine Bewertungen
- Kurva MX: 1. Berdasarkan SoalDokument4 SeitenKurva MX: 1. Berdasarkan Soalkitaru1991Noch keine Bewertungen
- Tarea Simplex MinimizacionDokument2 SeitenTarea Simplex MinimizacionJhoel Alan Huaraca NúñezNoch keine Bewertungen
- Armadura - Resolucion de Los EjerciciosDokument11 SeitenArmadura - Resolucion de Los Ejerciciosnelson estebanNoch keine Bewertungen
- 5 3 10 1 5 - 1 2 0 0 Invers 0.05 0.15 0 0.25 - 0.25 0 0 x1 0.8 x2 2 Invers 1 0 0 0 0 0Dokument2 Seiten5 3 10 1 5 - 1 2 0 0 Invers 0.05 0.15 0 0.25 - 0.25 0 0 x1 0.8 x2 2 Invers 1 0 0 0 0 0dellaadlinaNoch keine Bewertungen
- 10 - 18040115 - Andre S GintingDokument10 Seiten10 - 18040115 - Andre S Ginting18-093 Andica Berli HidayatNoch keine Bewertungen
- WorkaaaDokument3 SeitenWorkaaaTatiana MamaligaNoch keine Bewertungen
- Alex Gabriel Choque - Cerchas 3dDokument2 SeitenAlex Gabriel Choque - Cerchas 3dIsmael CopaNoch keine Bewertungen
- F844 - Flat Washer DimensionsDokument1 SeiteF844 - Flat Washer DimensionssenthuranNoch keine Bewertungen
- Taller FinalDokument40 SeitenTaller FinalCamilo Tapia AguasNoch keine Bewertungen
- Laboratory Compaction Characteristics of Soil Using Standard Effort (12 400 FT-LBF/FT (600 KN-M/M) )Dokument13 SeitenLaboratory Compaction Characteristics of Soil Using Standard Effort (12 400 FT-LBF/FT (600 KN-M/M) )grats_singcoNoch keine Bewertungen
- Quill and Scroll Essay - Arjumand BanoDokument4 SeitenQuill and Scroll Essay - Arjumand Banoarjumand banoNoch keine Bewertungen
- History of Fuel PDFDokument3 SeitenHistory of Fuel PDFFreyja WadlowNoch keine Bewertungen
- Name: - Date: - Section: - Score: - GENERAL DIRECTION: MULTIPLE CHOICES: Read The Test Questions CarefullyDokument2 SeitenName: - Date: - Section: - Score: - GENERAL DIRECTION: MULTIPLE CHOICES: Read The Test Questions CarefullyRovz GC BinNoch keine Bewertungen
- 3144 01 MS 5RP AFP tcm143-700726Dokument12 Seiten3144 01 MS 5RP AFP tcm143-700726lynguyentbNoch keine Bewertungen
- 11 Chapter 1Dokument32 Seiten11 Chapter 1Ranishka ThushanNoch keine Bewertungen
- Sustainability and Passive Energy DesignDokument6 SeitenSustainability and Passive Energy DesignHaktasticDemonNoch keine Bewertungen
- Grade 9 Science Mock Test 2016Dokument2 SeitenGrade 9 Science Mock Test 2016REY AQUINO100% (1)
- Landslide SusceptibilityDokument15 SeitenLandslide Susceptibilitysneha sibyNoch keine Bewertungen
- Pall Dia-Schumalith N: Ceramic Membrane Filter ElementsDokument2 SeitenPall Dia-Schumalith N: Ceramic Membrane Filter Elementspmg83Noch keine Bewertungen
- Lesson Plan of Basic EcologyDokument6 SeitenLesson Plan of Basic EcologyAlfiani RachmawatiNoch keine Bewertungen
- Applied SciencesDokument27 SeitenApplied SciencesKaushik DasNoch keine Bewertungen
- CO-ORDINATION COMPOUNDS, S-Block, D & F-Block (QUESTION PAPER)Dokument4 SeitenCO-ORDINATION COMPOUNDS, S-Block, D & F-Block (QUESTION PAPER)Dipti DixitNoch keine Bewertungen
- Literature ReviewDokument5 SeitenLiterature ReviewDaniel DarantinaoNoch keine Bewertungen
- BNTECH All in One Offgrid SystemDokument2 SeitenBNTECH All in One Offgrid Systemhabib wijayaNoch keine Bewertungen
- Grade 8 Q4 Las-1.2Dokument6 SeitenGrade 8 Q4 Las-1.2Aliane PelonioNoch keine Bewertungen
- Analysis of Gravity Dam - Advance Engineering Mathematics ReviewDokument3 SeitenAnalysis of Gravity Dam - Advance Engineering Mathematics ReviewimrancenakkNoch keine Bewertungen
- Work, Energy & PowerDokument37 SeitenWork, Energy & Powerqwerty qwertyNoch keine Bewertungen
- Meridian Energy - Evidence in Chief - Andrew FeierabendDokument189 SeitenMeridian Energy - Evidence in Chief - Andrew FeierabendGatot WinotoNoch keine Bewertungen
- CH 6: Bonding Packet Study Guide: Name - Chemistry Mr. HarperDokument13 SeitenCH 6: Bonding Packet Study Guide: Name - Chemistry Mr. HarperrajaijahNoch keine Bewertungen
- Why Proper Animal Waste Disposal Is Important:: Paper Presentation By: Saurabh Singh (22M1437)Dokument6 SeitenWhy Proper Animal Waste Disposal Is Important:: Paper Presentation By: Saurabh Singh (22M1437)9027282493Noch keine Bewertungen
- Work Energy Power Problems 2 Solutions 2Dokument4 SeitenWork Energy Power Problems 2 Solutions 2shya3640 shya3640Noch keine Bewertungen
- FLUID MECHANICS AND HYDRAULIC MACHINERY PapersDokument8 SeitenFLUID MECHANICS AND HYDRAULIC MACHINERY PapersAshok KumarNoch keine Bewertungen
- Colors of BiotechnologyDokument66 SeitenColors of Biotechnologyasdfgh0% (1)
- Berkley General Chemistry 1Dokument356 SeitenBerkley General Chemistry 1Brent Arnold100% (19)
- Chem Chapter 11 - 12 NotesDokument9 SeitenChem Chapter 11 - 12 NotesKavya PandyaNoch keine Bewertungen
- The Nuclear Atom 2 QPDokument15 SeitenThe Nuclear Atom 2 QPGlimpseNoch keine Bewertungen
- Climate Change and Coping Strategies in The Niger DeltaDokument5 SeitenClimate Change and Coping Strategies in The Niger DeltaInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Fluid MechanicsDokument2 SeitenFluid MechanicsMariela MarceloNoch keine Bewertungen
- Broiler MGMT Guide 2008Dokument72 SeitenBroiler MGMT Guide 2008vinstar13100% (2)