Das könnte Ihnen auch gefallen
- WPS Pipe 08'' SHD 40 SMAW REV02Dokument2 SeitenWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNoch keine Bewertungen
- 4260Dokument10 Seiten4260Lipika GayenNoch keine Bewertungen
- Nm-Dairy Planning Data SheetDokument16 SeitenNm-Dairy Planning Data SheetRicardo NapitupuluNoch keine Bewertungen
- Ultrasonic Test Report: Before AfterDokument7 SeitenUltrasonic Test Report: Before AfterMenad SalahNoch keine Bewertungen
- Tempering ChocolateDokument2 SeitenTempering ChocolatesidiahidraNoch keine Bewertungen
- Manual Joints (QW - 402) : Page 1 of 12Dokument12 SeitenManual Joints (QW - 402) : Page 1 of 12miteshpatel191Noch keine Bewertungen
- SP 1285Dokument215 SeitenSP 1285qaiserNoch keine Bewertungen
- Hardness Test Report: Test Details Machine DetailsDokument1 SeiteHardness Test Report: Test Details Machine DetailsESHWAR CHARYNoch keine Bewertungen
- WPQ Template (Asme Ix) No LogoDokument4 SeitenWPQ Template (Asme Ix) No LogorcpretoriusNoch keine Bewertungen
- QW-403.2 InterpretationDokument1 SeiteQW-403.2 Interpretationlaz_kNoch keine Bewertungen
- Welding Insection ReportDokument4 SeitenWelding Insection ReportRanjeet MouryaNoch keine Bewertungen
- Welder Qualification Test RecordDokument75 SeitenWelder Qualification Test RecordVenkatesh Sundarrajan100% (1)
- SD DURABILITY FACTOR ACI 350-06Dokument2 SeitenSD DURABILITY FACTOR ACI 350-06wafa100% (1)
- Vp-15-109-001-A01-P-237-004abc-D-006 Data Sheet For Steam TurbineDokument4 SeitenVp-15-109-001-A01-P-237-004abc-D-006 Data Sheet For Steam TurbineRicardo NapitupuluNoch keine Bewertungen
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDokument1 SeiteWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNoch keine Bewertungen
- Welding Parameters Control PipelineDokument1 SeiteWelding Parameters Control PipelinemusheerNoch keine Bewertungen
- J 1 PQR GMAW FCAW D1.1 2020 FormDokument2 SeitenJ 1 PQR GMAW FCAW D1.1 2020 FormCristian Narro100% (1)
- PQR Is7307Dokument1 SeitePQR Is7307Tridib Dey100% (1)
- Wps Non PWHTDokument193 SeitenWps Non PWHTMaxwell G SihotangNoch keine Bewertungen
- TopCoreBelco 101 FCDokument9 SeitenTopCoreBelco 101 FCCesar ArellanoNoch keine Bewertungen
- Vp-15-109-001-A01-P-237-004abc-D-005 Data Sheet For Boiler Feed Water PumpDokument9 SeitenVp-15-109-001-A01-P-237-004abc-D-005 Data Sheet For Boiler Feed Water PumpRicardo NapitupuluNoch keine Bewertungen
- SMAW DuniDokument4 SeitenSMAW DuniMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- 1515-WD .Weld Procedures and Welder Qualifications 19 Aug 2016Dokument64 Seiten1515-WD .Weld Procedures and Welder Qualifications 19 Aug 2016ivan sulistianNoch keine Bewertungen
- Nisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)Dokument3 SeitenNisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)pejman.imaniNoch keine Bewertungen
- Welding Coordinator WeldMap Weld Data Sheet PDFDokument1 SeiteWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNoch keine Bewertungen
- Joints (Qw-402) DetailsDokument3 SeitenJoints (Qw-402) DetailsNaqqash SajidNoch keine Bewertungen
- 7413 001 Standard Support UopDokument76 Seiten7413 001 Standard Support UopPierre RamirezNoch keine Bewertungen
- Wps Model 2 PDFDokument17 SeitenWps Model 2 PDFbeyNoch keine Bewertungen
- Proposed WPS For API 5LDokument1 SeiteProposed WPS For API 5LMecon HyderabadNoch keine Bewertungen
- WPS Format For AWS D1.1 - WPS - FCAWDokument1 SeiteWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityNoch keine Bewertungen
- Folded Plate StructureDokument13 SeitenFolded Plate StructurekomalNoch keine Bewertungen
- Welding Procedure Qualification Record (WPQR)Dokument8 SeitenWelding Procedure Qualification Record (WPQR)Belin InversoNoch keine Bewertungen
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Dokument2 SeitenLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNoch keine Bewertungen
- Wps Mma PipeDokument2 SeitenWps Mma PipeDimitris NikouNoch keine Bewertungen
- WPS and PQR of GMAWDokument8 SeitenWPS and PQR of GMAW魏利强Noch keine Bewertungen
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDokument11 SeitenCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNoch keine Bewertungen
- SN0-1-05-009 - Instrument Data Sheet For Flow Transmitter DP Type - TA2021 - 3Dokument4 SeitenSN0-1-05-009 - Instrument Data Sheet For Flow Transmitter DP Type - TA2021 - 3Ricardo NapitupuluNoch keine Bewertungen
- 10.LPI. Report FormatDokument1 Seite10.LPI. Report FormatEr Sumant Kumar SinghNoch keine Bewertungen
- UDokument1 SeiteUmohd as shahiddin jafriNoch keine Bewertungen
- BS 7533 1 2001 PDFDokument20 SeitenBS 7533 1 2001 PDFMirela100% (1)
- N0200003 - NEW-F201-0 - Inspection & Test PlanDokument3 SeitenN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNoch keine Bewertungen
- Leak Test Procedure of Atmospheric VesselDokument9 SeitenLeak Test Procedure of Atmospheric VesselRicardo NapitupuluNoch keine Bewertungen
- Saipem Wps ListDokument2 SeitenSaipem Wps ListookaNoch keine Bewertungen
- 1662 15Dokument117 Seiten1662 15RajamanikkamNoch keine Bewertungen
- Welding Procedure Specification (PWPS) - 5fpipe To Plate: Joint Design Used PositionDokument2 SeitenWelding Procedure Specification (PWPS) - 5fpipe To Plate: Joint Design Used PositionTrudie0% (1)
- Sample Wps Carbon Steel GTAW SMAW PDFDokument2 SeitenSample Wps Carbon Steel GTAW SMAW PDFirwanNoch keine Bewertungen
- Eng052 20erw 000 Qa WQS 0004 000 - 01Dokument7 SeitenEng052 20erw 000 Qa WQS 0004 000 - 01Mohammed ShehinNoch keine Bewertungen
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDokument9 Seiten2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNoch keine Bewertungen
- Saudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Jul-18 WeldDokument2 SeitenSaudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Jul-18 Weldm4metzNoch keine Bewertungen
- PQR - PipeDokument3 SeitenPQR - PipeAdvanced Quality Centre AQC100% (1)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDokument5 SeitenBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNoch keine Bewertungen
- Eng052 20erw 000 Qa WQS 0015 000 - 01Dokument6 SeitenEng052 20erw 000 Qa WQS 0015 000 - 01Mohammed ShehinNoch keine Bewertungen
- Welding & NDE Summary Sheet (BE)Dokument12 SeitenWelding & NDE Summary Sheet (BE)MulPXNoch keine Bewertungen
- B H e L Limited RTDokument13 SeitenB H e L Limited RTbhavin17850% (2)
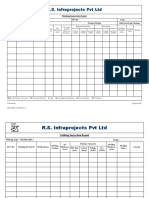
- Pipe Welding Traceability Record (Rev 01) As On 1st June 2018Dokument1.913 SeitenPipe Welding Traceability Record (Rev 01) As On 1st June 2018gomathyselvi100% (1)
- Supercito (E 42 5 B 32 h5)Dokument1 SeiteSupercito (E 42 5 B 32 h5)brunizzaNoch keine Bewertungen
- Wps For Aluminium WeldingDokument8 SeitenWps For Aluminium WeldingMohammed MusaNoch keine Bewertungen
- Alishar SP 2Dokument84 SeitenAlishar SP 2Alam MD SazidNoch keine Bewertungen
- Inspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Dokument6 SeitenInspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Vidyut UjalaNoch keine Bewertungen
- New Microsoft Excel WorksheetDokument6 SeitenNew Microsoft Excel Worksheetravi00098Noch keine Bewertungen
- WPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticDokument2 SeitenWPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticAlex MendozaNoch keine Bewertungen
- Sample Forms WPS PQRDokument22 SeitenSample Forms WPS PQRGMNoch keine Bewertungen
- Baking and Drying Temperature of ElectrodesDokument1 SeiteBaking and Drying Temperature of ElectrodesshisNoch keine Bewertungen
- Tips Wps FormatDokument5 SeitenTips Wps FormatWaqas WaqasNoch keine Bewertungen
- Procedure Qualification Record (PQR) FormDokument1 SeiteProcedure Qualification Record (PQR) FormEarl HarbertNoch keine Bewertungen
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDokument3 SeitenWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniNoch keine Bewertungen
- Name: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDokument2 SeitenName: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiNoch keine Bewertungen
- MTC Er70s 2Dokument1 SeiteMTC Er70s 2Mirza BaigNoch keine Bewertungen
- Weld Consumables SelectionDokument3 SeitenWeld Consumables SelectionArputharaj Maria LouisNoch keine Bewertungen
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDokument2 SeitenASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNoch keine Bewertungen
- Draf WPSDokument2 SeitenDraf WPSMj EdinNoch keine Bewertungen
- It - PT - Asme - 01 - Rev 00Dokument16 SeitenIt - PT - Asme - 01 - Rev 00Ricardo NapitupuluNoch keine Bewertungen
- Daily Report: Various Pressure Vessel (Baru Gas Plant Project - Pltgu Tenayan) Daily PhotographDokument1 SeiteDaily Report: Various Pressure Vessel (Baru Gas Plant Project - Pltgu Tenayan) Daily PhotographRicardo NapitupuluNoch keine Bewertungen
- Vp-15-109-001-A01-P-237-004abc-C-010 Performance Curve For PumpDokument3 SeitenVp-15-109-001-A01-P-237-004abc-C-010 Performance Curve For PumpRicardo NapitupuluNoch keine Bewertungen
- Vp-15-109-001-A01-P-237-004abc-D-008 Data Sheet For Main MotorDokument3 SeitenVp-15-109-001-A01-P-237-004abc-D-008 Data Sheet For Main MotorRicardo NapitupuluNoch keine Bewertungen
- Vp-15-109-001-A01-P-237-004c-Sk-018 Lube-Oil Schematic and Bill of Materials (Steam TurbinDokument2 SeitenVp-15-109-001-A01-P-237-004c-Sk-018 Lube-Oil Schematic and Bill of Materials (Steam TurbinRicardo NapitupuluNoch keine Bewertungen
- 0 Cover Page & Work ScopeDokument1 Seite0 Cover Page & Work ScopeRicardo NapitupuluNoch keine Bewertungen
- Vp-15-109-001-A01-P-237-004abc-Sk-065 Heat Exchanger Drawing For Mechanical SealDokument2 SeitenVp-15-109-001-A01-P-237-004abc-Sk-065 Heat Exchanger Drawing For Mechanical SealRicardo NapitupuluNoch keine Bewertungen
- Vp-15-109-001-A01-P-237-004c-Sk-018 Lube-Oil Schematic and Bill of Materials (Motor)Dokument2 SeitenVp-15-109-001-A01-P-237-004c-Sk-018 Lube-Oil Schematic and Bill of Materials (Motor)Ricardo NapitupuluNoch keine Bewertungen
- Vp-15-109-001-A01-P-237-004ab-Sk-004 P&id For Pump (Steam Turbine)Dokument3 SeitenVp-15-109-001-A01-P-237-004ab-Sk-004 P&id For Pump (Steam Turbine)Ricardo NapitupuluNoch keine Bewertungen
- Vp-15-109-001-A01-P-237-004ab-Sk-018 Lube-Oil Schematic and Bill of Materials (Steam Turbine)Dokument2 SeitenVp-15-109-001-A01-P-237-004ab-Sk-018 Lube-Oil Schematic and Bill of Materials (Steam Turbine)Ricardo NapitupuluNoch keine Bewertungen
- Vp-15-109-001-A01-P-237-004abc-Sk-060 Sectional Drawing & Part Name List of ArvDokument3 SeitenVp-15-109-001-A01-P-237-004abc-Sk-060 Sectional Drawing & Part Name List of ArvRicardo NapitupuluNoch keine Bewertungen
- Vp-15-109-001-A01-P-237-004c-Sk-004 P&id For Pump (Motor)Dokument2 SeitenVp-15-109-001-A01-P-237-004c-Sk-004 P&id For Pump (Motor)Ricardo NapitupuluNoch keine Bewertungen
- Shell and Tube Heat Exchanger Tube Counts PDFDokument2 SeitenShell and Tube Heat Exchanger Tube Counts PDFSK TomarNoch keine Bewertungen
- Heat ExchangerDokument16 SeitenHeat ExchangerAudrey Patrick KallaNoch keine Bewertungen
- Ga R 101 Rev-0Dokument1 SeiteGa R 101 Rev-0Ricardo NapitupuluNoch keine Bewertungen
- Heat Exchanger Tube - Principal BWG Sizes: Outside Diameter Birmingham Wire Gauge (BWG)Dokument1 SeiteHeat Exchanger Tube - Principal BWG Sizes: Outside Diameter Birmingham Wire Gauge (BWG)amr kouranyNoch keine Bewertungen
- Recovery Schedule Plan 3 PDFDokument1 SeiteRecovery Schedule Plan 3 PDFRicardo NapitupuluNoch keine Bewertungen
- API 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Dokument7 SeitenAPI 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Ricardo NapitupuluNoch keine Bewertungen
- Outstandin Schedule Schedule Plan 4Dokument1 SeiteOutstandin Schedule Schedule Plan 4Ricardo NapitupuluNoch keine Bewertungen
- Eng - M - Lifting Lug Cal - 2Dokument6 SeitenEng - M - Lifting Lug Cal - 2Ricardo NapitupuluNoch keine Bewertungen
- Support and Non Pressure Part Calculation of Foul ProductionDokument34 SeitenSupport and Non Pressure Part Calculation of Foul ProductionRicardo NapitupuluNoch keine Bewertungen
- PLD - Shelter - 30 11 2020Dokument3 SeitenPLD - Shelter - 30 11 2020Ricardo NapitupuluNoch keine Bewertungen
- S Curve Instrument CepuDokument1 SeiteS Curve Instrument CepuRicardo NapitupuluNoch keine Bewertungen
- Topologi Jaringan 49 Sekolah Sman/Smkn Se DiyDokument2 SeitenTopologi Jaringan 49 Sekolah Sman/Smkn Se DiyRicardo NapitupuluNoch keine Bewertungen
- 6 BLP Spesifikasi Teknis 49 SMA 14920Dokument6 Seiten6 BLP Spesifikasi Teknis 49 SMA 14920Ricardo NapitupuluNoch keine Bewertungen
- Serc - Group 2Dokument8 SeitenSerc - Group 2Arwa IbrahimNoch keine Bewertungen
- Thermal Lab PPT - Water Tube BoilerDokument10 SeitenThermal Lab PPT - Water Tube BoilerAyush Singhal100% (1)
- AgriculturalDokument16 SeitenAgriculturalkafi1234Noch keine Bewertungen
- CR Brochure 2019 V1 D PDFDokument29 SeitenCR Brochure 2019 V1 D PDFAshaari Cha-eNoch keine Bewertungen
- Design of Earth Tube Heat Exchanger: Devika Padwal, Tejaskumar Kharva, Jaiminkumar BhattDokument6 SeitenDesign of Earth Tube Heat Exchanger: Devika Padwal, Tejaskumar Kharva, Jaiminkumar BhattAnuj MalewarNoch keine Bewertungen
- What Are Cermets PDFDokument5 SeitenWhat Are Cermets PDFKamranNoch keine Bewertungen
- Sem 4 QBDokument31 SeitenSem 4 QBArvind ThankappanNoch keine Bewertungen
- BROMEN™Pleated Cartridge FilterDokument1 SeiteBROMEN™Pleated Cartridge FilterCarlos BarriosNoch keine Bewertungen
- Iom 11 2017 30RB 30RQ A 017-040 30rby 017-033Dokument26 SeitenIom 11 2017 30RB 30RQ A 017-040 30rby 017-033sergio saldivia ramirezNoch keine Bewertungen
- Building Material Science - GlassDokument53 SeitenBuilding Material Science - GlassMuskaan Chowdhary100% (2)
- Katalog HIDRIA Climmy 4 PDFDokument32 SeitenKatalog HIDRIA Climmy 4 PDFgoranm-mnflexNoch keine Bewertungen
- Breather Valves For Tank # 6907-08-09-010 Chakpirana Dia 3.8m Length 18mDokument2 SeitenBreather Valves For Tank # 6907-08-09-010 Chakpirana Dia 3.8m Length 18mSohail AzharNoch keine Bewertungen
- Precedent Report Final ExamDokument18 SeitenPrecedent Report Final ExamExaudi SitumorangNoch keine Bewertungen
- A Study On The Heat Dissipation of High Power Multi-Chip COB LEDsDokument8 SeitenA Study On The Heat Dissipation of High Power Multi-Chip COB LEDsdangerous livingNoch keine Bewertungen
- A Guideline For The Design and Construction of Asphalt Parking Lots in ColoradoDokument18 SeitenA Guideline For The Design and Construction of Asphalt Parking Lots in ColoradothescubataterNoch keine Bewertungen
- Problem 18.2 PDFDokument2 SeitenProblem 18.2 PDFAlexis YepezNoch keine Bewertungen
- Microstructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsDokument6 SeitenMicrostructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsastronotusNoch keine Bewertungen
- BCP 2007Dokument279 SeitenBCP 2007abdul ghafoorNoch keine Bewertungen
- RCD ExcelDokument17 SeitenRCD ExceljunNoch keine Bewertungen
- Ilovepdf MergedDokument21 SeitenIlovepdf MergedJasani PiyushNoch keine Bewertungen
- Presentation On Summer InternshipDokument19 SeitenPresentation On Summer InternshipBadal NayakNoch keine Bewertungen
- Boq Gisu OkDokument61 SeitenBoq Gisu OkYedid Amq100% (2)
- Civil Third Semester Revised Syllabus Effective From 2021 BatchDokument59 SeitenCivil Third Semester Revised Syllabus Effective From 2021 BatchDipesh KhadkaNoch keine Bewertungen
- Second Floor Framing Plan: Schedule of BeamsDokument1 SeiteSecond Floor Framing Plan: Schedule of BeamsChristian MataNoch keine Bewertungen