Das könnte Ihnen auch gefallen
- SANDVIK What Is Stainless SteelDokument7 SeitenSANDVIK What Is Stainless Steelpipedown456Noch keine Bewertungen
- Tratamientos Térmicos: Carlos Bohórquez 2010Dokument61 SeitenTratamientos Térmicos: Carlos Bohórquez 2010procesosun2010Noch keine Bewertungen
- Chromium:-: 21 Chemical Elements and Effects On Steel Mechanical PropertiesDokument8 SeitenChromium:-: 21 Chemical Elements and Effects On Steel Mechanical Propertiesdhoni03Noch keine Bewertungen
- Effects of MN, P, S, SiDokument2 SeitenEffects of MN, P, S, SiAdithya ShourieNoch keine Bewertungen
- Chemical Composition SteelDokument6 SeitenChemical Composition SteelSahil JhambNoch keine Bewertungen
- Effects of MN, P, S, Si & V On The Mechanical Properties of SteelDokument2 SeitenEffects of MN, P, S, Si & V On The Mechanical Properties of SteelMohit SunnyNoch keine Bewertungen
- 7steel and Heat TreatmentDokument19 Seiten7steel and Heat TreatmentManoj BallaNoch keine Bewertungen
- Effects of MN, P, S, Si & V On The Mechanical Properties of SteelDokument2 SeitenEffects of MN, P, S, Si & V On The Mechanical Properties of SteelsudhakarNoch keine Bewertungen
- Total X 8%: High-Alloy SteelsDokument19 SeitenTotal X 8%: High-Alloy SteelsmohammedetaNoch keine Bewertungen
- Properties and Typical Applications of Low, Medium and High Carbon SteelsDokument12 SeitenProperties and Typical Applications of Low, Medium and High Carbon Steelsananda narayananNoch keine Bewertungen
- Aircraft Maintenance Ferrous MetalsDokument8 SeitenAircraft Maintenance Ferrous MetalsRocker HuzzNoch keine Bewertungen
- 21 Chemical Elements and Effects On Steel Mechanical PropertiesDokument12 Seiten21 Chemical Elements and Effects On Steel Mechanical Propertieshaidv254100% (1)
- To Be EditedDokument6 SeitenTo Be EditedSasaleleNoch keine Bewertungen
- Alloying Elements ExcelDokument18 SeitenAlloying Elements ExcelRavindra ErabattiNoch keine Bewertungen
- Material & Technology: Alloy: An Alloy Is A Metal Composed of More Than One Element. EngineeringDokument4 SeitenMaterial & Technology: Alloy: An Alloy Is A Metal Composed of More Than One Element. Engineeringapi-19753215Noch keine Bewertungen
- Alloying Elements and Their EffectsDokument5 SeitenAlloying Elements and Their EffectsDimas Anugrah100% (2)
- Plain Carbon SteelDokument6 SeitenPlain Carbon Steelحسين كاظم ياسينNoch keine Bewertungen
- Steel and Its AlloyDokument23 SeitenSteel and Its AlloyHemang ChopraNoch keine Bewertungen
- Lecture 9 - Plain Carbon Steels - 2013Dokument45 SeitenLecture 9 - Plain Carbon Steels - 2013ArunNoch keine Bewertungen
- Decomposition of Austenite in Austenitic Stainless SteelsDokument13 SeitenDecomposition of Austenite in Austenitic Stainless SteelsTina GharaNoch keine Bewertungen
- 211 2aDokument33 Seiten211 2aMada ChohNoch keine Bewertungen
- aLLOY STEEL 15 For Name 205Dokument40 SeitenaLLOY STEEL 15 For Name 205Sakib RafeeNoch keine Bewertungen
- Me17 6-9 PDFDokument55 SeitenMe17 6-9 PDFMico CampoNoch keine Bewertungen
- AssignmentDokument11 SeitenAssignmentnkar037Noch keine Bewertungen
- Bme - Part 1Dokument49 SeitenBme - Part 1Sumanth ChallaNoch keine Bewertungen
- An Overview On High Manganese Steel CastingDokument10 SeitenAn Overview On High Manganese Steel CastingdrackensohnNoch keine Bewertungen
- Material Science: Prof. Satish V. KailasDokument12 SeitenMaterial Science: Prof. Satish V. KailasAlvin SmithNoch keine Bewertungen
- Sulphur in SteelsDokument3 SeitenSulphur in Steelsnarayan kaushikNoch keine Bewertungen
- Heat TreatmentDokument33 SeitenHeat TreatmentColeNoch keine Bewertungen
- Anirudha Samant REG NO.-16BME1044 Slot - C1 Alloy SteelsDokument12 SeitenAnirudha Samant REG NO.-16BME1044 Slot - C1 Alloy SteelsAnirudhaNoch keine Bewertungen
- Effect of Impurities On Cast Iron Impurities:: SiliconDokument16 SeitenEffect of Impurities On Cast Iron Impurities:: SiliconMD. ZUBAIR ISLAMNoch keine Bewertungen
- Lecture-1, Plain Carbon SteelsDokument40 SeitenLecture-1, Plain Carbon Steelssatish chinthamNoch keine Bewertungen
- Ferrous and Non-Ferous MetalsDokument21 SeitenFerrous and Non-Ferous MetalsNicollas MatheusNoch keine Bewertungen
- Effects of Alloying Elements in SteelDokument12 SeitenEffects of Alloying Elements in SteelJenna BaileyNoch keine Bewertungen
- Effects of Alloying Elements in SteelDokument12 SeitenEffects of Alloying Elements in SteelyatheendravarmaNoch keine Bewertungen
- High Manganese Austenitic Steels: Part Two: Total Materia ArticleDokument7 SeitenHigh Manganese Austenitic Steels: Part Two: Total Materia ArticleCarlos Ediver Arias RestrepoNoch keine Bewertungen
- Alloy SteelDokument9 SeitenAlloy Steelamr_scorpion_engNoch keine Bewertungen
- Presentation14 ALLOY STEELDokument41 SeitenPresentation14 ALLOY STEELMahadi HasanNoch keine Bewertungen
- Lec-8 - Metallurgy PDFDokument16 SeitenLec-8 - Metallurgy PDFGhaith MdljNoch keine Bewertungen
- Local - Media FILEDokument7 SeitenLocal - Media FILEmacksabado78Noch keine Bewertungen
- Structural SteelDokument6 SeitenStructural SteelZaid HabibuNoch keine Bewertungen
- Machining Titanium AlloysDokument22 SeitenMachining Titanium AlloysSarswati SuryawanshiNoch keine Bewertungen
- Maraging Steel - WikipediaDokument5 SeitenMaraging Steel - WikipediaVysakh VasudevanNoch keine Bewertungen
- Microstructure Study of Ferrous and Non Ferrous Alloys Under Various Compositions and Heat Treatment Conditions Lab ReportDokument7 SeitenMicrostructure Study of Ferrous and Non Ferrous Alloys Under Various Compositions and Heat Treatment Conditions Lab Reportzrro50% (4)
- Stamping 101: Material Guidelines: Properties and Characteristics That Affect FormabilityDokument5 SeitenStamping 101: Material Guidelines: Properties and Characteristics That Affect FormabilityDavid RodriguezNoch keine Bewertungen
- Austenitic Manganese Steels: Total Materia ArticleDokument9 SeitenAustenitic Manganese Steels: Total Materia ArticleCarlos Ediver Arias RestrepoNoch keine Bewertungen
- AISI Designation: Stainless Tool Steels Killed Carbon SteelsDokument14 SeitenAISI Designation: Stainless Tool Steels Killed Carbon SteelsShankar JhaNoch keine Bewertungen
- What Is A Jominy End Quench Test?Dokument18 SeitenWhat Is A Jominy End Quench Test?faqhrulNoch keine Bewertungen
- Effects of Alloying ElementDokument4 SeitenEffects of Alloying Elementamber2211Noch keine Bewertungen
- Gray IronDokument4 SeitenGray IronLaboratorio CalidadNoch keine Bewertungen
- Unit - Iii: Ferrous and Non Ferrous MetalsDokument101 SeitenUnit - Iii: Ferrous and Non Ferrous Metalssenthilkumar tsNoch keine Bewertungen
- MEE5003 - MOD2 - LEC2 - SteelsDokument29 SeitenMEE5003 - MOD2 - LEC2 - SteelsAbid YusufNoch keine Bewertungen
- SteelDokument34 SeitenSteelSumit GhartimagarNoch keine Bewertungen
- Structure and PropertiedDokument43 SeitenStructure and PropertiedJalaj GaurNoch keine Bewertungen
- Ch13 Materials ApplicationsDokument63 SeitenCh13 Materials ApplicationsThefairman UnkownNoch keine Bewertungen
- Ferrous Metals and AlloysDokument44 SeitenFerrous Metals and AlloysLeonardDacaymatNoch keine Bewertungen
- Effects of MN, P, S, Si & V On The Mechanical Properties of SteelDokument2 SeitenEffects of MN, P, S, Si & V On The Mechanical Properties of SteelashishpearlNoch keine Bewertungen
- 1.for Maximum Size CaseDokument1 Seite1.for Maximum Size CaseAlok NayakNoch keine Bewertungen
- Pulley Weight: Shaft Design Moc C45Dokument2 SeitenPulley Weight: Shaft Design Moc C45Alok NayakNoch keine Bewertungen
- Scope Matrix For Fines Screening UnitDokument1 SeiteScope Matrix For Fines Screening UnitAlok NayakNoch keine Bewertungen
- Equipment Wise Performance ParameterDokument1 SeiteEquipment Wise Performance ParameterAlok NayakNoch keine Bewertungen
- Following Technical Deviations Are To Be Considered: SC-4 and Bucket Elevator (BE-2) RespectivelyDokument1 SeiteFollowing Technical Deviations Are To Be Considered: SC-4 and Bucket Elevator (BE-2) RespectivelyAlok NayakNoch keine Bewertungen
- Cost Estimation of Rotary DryerDokument4 SeitenCost Estimation of Rotary DryerAlok NayakNoch keine Bewertungen
- BOLANI PIPING JOBs BOQ & SCOPE OF WORKDokument4 SeitenBOLANI PIPING JOBs BOQ & SCOPE OF WORKAlok NayakNoch keine Bewertungen
- Cost Estimation of Rotary DryerDokument4 SeitenCost Estimation of Rotary DryerAlok NayakNoch keine Bewertungen
- Chemistry: Composition of MatterDokument8 SeitenChemistry: Composition of Matterrica marieNoch keine Bewertungen
- Technical Technical Technical Technical Bulletin Bulletin Bulletin BulletinDokument9 SeitenTechnical Technical Technical Technical Bulletin Bulletin Bulletin Bulletinprem prakash mishraNoch keine Bewertungen
- Projectile MotionDokument3 SeitenProjectile MotionMark Leo Delos ReyesNoch keine Bewertungen
- Electron TheoryDokument2 SeitenElectron TheoryLester Cabungcal100% (1)
- Physics 403. Modern Physics Laboratory: Eugene V Colla, Anne SicklesDokument56 SeitenPhysics 403. Modern Physics Laboratory: Eugene V Colla, Anne Sicklesally claveriaNoch keine Bewertungen
- Bigg Et Al-2003Dokument15 SeitenBigg Et Al-2003Kadane CoatesNoch keine Bewertungen
- Discussion - Ohm - S LawDokument2 SeitenDiscussion - Ohm - S LawChrisEmilsonHernaez50% (4)
- Pulp and Paper IndustryDokument4 SeitenPulp and Paper IndustryAditya BannuNoch keine Bewertungen
- SLM04 Physics 1 - Timezone 2Dokument13 SeitenSLM04 Physics 1 - Timezone 2ElzNoch keine Bewertungen
- Hawe Pressure Dt11 d5440t2 enDokument4 SeitenHawe Pressure Dt11 d5440t2 enАндрей дронNoch keine Bewertungen
- Chem 31 PROCEDURES (Practicals)Dokument9 SeitenChem 31 PROCEDURES (Practicals)FMDCNoch keine Bewertungen
- MSDS Anh ChlorineDokument3 SeitenMSDS Anh ChlorineSridharNoch keine Bewertungen
- Chemistry Science Fair Projects Using French Fries, Gumdrops, Soap, and Other Organic Stuff PDFDokument129 SeitenChemistry Science Fair Projects Using French Fries, Gumdrops, Soap, and Other Organic Stuff PDFale_neiraNoch keine Bewertungen
- Materials Today: Proceedings: V. Masindi, S. Foteinis, M. Tekere, M.M. RamakokovhuDokument14 SeitenMaterials Today: Proceedings: V. Masindi, S. Foteinis, M. Tekere, M.M. Ramakokovhujemima.rebeccaNoch keine Bewertungen
- Edexcel GCSE (9-1) Chemistry Revision Checklist (Year 9) : Topic 1 - Key Concepts in ChemistryDokument6 SeitenEdexcel GCSE (9-1) Chemistry Revision Checklist (Year 9) : Topic 1 - Key Concepts in ChemistryAshley Bissoondoyal (crypt1z)Noch keine Bewertungen
- Glide 6.7. User Manual. Schrödinger PressDokument138 SeitenGlide 6.7. User Manual. Schrödinger PressKevin Mego De La CruzNoch keine Bewertungen
- Welcome To Workshop 2012: Physics Paper 2 (Part C)Dokument36 SeitenWelcome To Workshop 2012: Physics Paper 2 (Part C)chenn1992Noch keine Bewertungen
- Over Taking Sight DistanceDokument22 SeitenOver Taking Sight Distancesimpi kumariNoch keine Bewertungen
- 09VORDokument12 Seiten09VORJosé MartinezNoch keine Bewertungen
- Physics II Problems PDFDokument1 SeitePhysics II Problems PDFBOSS BOSSNoch keine Bewertungen
- Capacitors, Magnetic Circuits, and Transformers, 1964Dokument366 SeitenCapacitors, Magnetic Circuits, and Transformers, 1964Kevin Haworth100% (1)
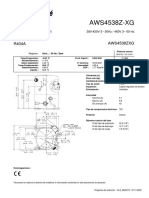
- Aws4538z-Xg XGDokument2 SeitenAws4538z-Xg XGGiovani RodriguesNoch keine Bewertungen
- TunellingUndergrSpacTechn-V12n4-1997-Lesson Learned From Field Meassurements in Tunneling-SakuraiDokument8 SeitenTunellingUndergrSpacTechn-V12n4-1997-Lesson Learned From Field Meassurements in Tunneling-SakuraiClovis GonzattiNoch keine Bewertungen
- RC 1-20 ElexDokument86 SeitenRC 1-20 ElexuvubwebweNoch keine Bewertungen
- Electric Potential and Field-1Dokument14 SeitenElectric Potential and Field-1Paul Ivan Asencio Casumpang100% (1)
- EASA Part 66 Module 3 Electrical Fundamentals Part A PDFDokument134 SeitenEASA Part 66 Module 3 Electrical Fundamentals Part A PDFavijayakumar_1964Noch keine Bewertungen
- Relativistic Newtonian Dynamics Under A Central Force: EPL (Europhysics Letters) July 2016Dokument6 SeitenRelativistic Newtonian Dynamics Under A Central Force: EPL (Europhysics Letters) July 2016Izzudin YafiNoch keine Bewertungen
- Thermofluids (1996, Springer US) PDFDokument671 SeitenThermofluids (1996, Springer US) PDFCristopher Aguaiza100% (1)
- The Subsystems of The EarthDokument20 SeitenThe Subsystems of The Earthcreate foxesNoch keine Bewertungen
- Lecture-3-1 (Stoikiometri)Dokument47 SeitenLecture-3-1 (Stoikiometri)Amsterdam fcNoch keine Bewertungen