Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Material Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: ApplicationDokument2 SeitenMaterial Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: Applicationshankarjb100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
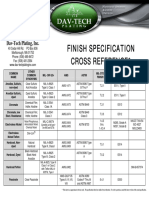
- Cross Reference Sheet PDFDokument1 SeiteCross Reference Sheet PDFSivaramSubramanianNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
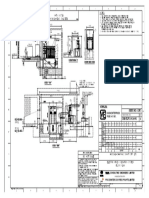
- 1 Final Drawings For Furance Layout SHT No 2Dokument1 Seite1 Final Drawings For Furance Layout SHT No 2Basavaraj M PatilNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Nitin 3Dokument16 SeitenNitin 3Gaurav SinghNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Alloyed: Case-Hardening Steels RM16 - RM16PBDokument3 SeitenAlloyed: Case-Hardening Steels RM16 - RM16PBShubhangi ShindeNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Bs-En 10052 1994Dokument34 SeitenBs-En 10052 1994Tufan ÜnalNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Design For Assembly: Iit BombayDokument16 SeitenDesign For Assembly: Iit Bombaytejap314Noch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Ferrous Production Metallurgy: To The CourseDokument11 SeitenFerrous Production Metallurgy: To The CourseMir RafsanNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Heat Treat Definitions PDFDokument3 SeitenHeat Treat Definitions PDFmastorfaizalNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Af15 2Dokument18 SeitenAf15 2Agniva DuttaNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- 1 2344 PDFDokument2 Seiten1 2344 PDFtayefehNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Mechanical Properties at Room Temperature: Direct Hardening NormalisingDokument1 SeiteMechanical Properties at Room Temperature: Direct Hardening NormalisingDigambar DigholeNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Atmosphere Gas CarburizingDokument4 SeitenAtmosphere Gas Carburizingmp87_ingNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- BS 729 1971 Hot Ip Galvanized Coatings On Iron and Steel ArticlespdfDokument15 SeitenBS 729 1971 Hot Ip Galvanized Coatings On Iron and Steel ArticlespdfAvinash LalNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- HEAT TREATMENTHandoutDokument74 SeitenHEAT TREATMENTHandoutRaghav NagpalNoch keine Bewertungen
- 8620 Case Hardening SteelDokument3 Seiten8620 Case Hardening Steelkumarsathish2009Noch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Bhushan Steel - Plant and FacilityDokument6 SeitenBhushan Steel - Plant and Facilityanurag3069Noch keine Bewertungen
- Feuerbach 2006 Crucible Steel Production and IdentificationDokument7 SeitenFeuerbach 2006 Crucible Steel Production and IdentificationNicholas ZoppaNoch keine Bewertungen
- Ebook Extractive Metallurgy of Copper PDF Full Chapter PDFDokument67 SeitenEbook Extractive Metallurgy of Copper PDF Full Chapter PDFfrank.seaman947100% (24)
- 1018 PDFDokument6 Seiten1018 PDFLuis LozadaNoch keine Bewertungen
- Approved Tier - 2 SupplierDokument3 SeitenApproved Tier - 2 SupplierMariyappanNoch keine Bewertungen
- Nominatif September 2018Dokument26 SeitenNominatif September 2018awhie dg.masikkiNoch keine Bewertungen
- ASTM A536 Ductile Iron Grades PDFDokument1 SeiteASTM A536 Ductile Iron Grades PDFIksan MustofaNoch keine Bewertungen
- KMPD Process ChartDokument4 SeitenKMPD Process Chartfiki_pramudyaNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Galvanizing Procedure PDFDokument7 SeitenGalvanizing Procedure PDFkhuzafa50% (4)
- Blast Furnace OverviewDokument26 SeitenBlast Furnace OverviewProfMVSNoch keine Bewertungen
- 2 - Medium and High Carbon Steel Strip PDFDokument1 Seite2 - Medium and High Carbon Steel Strip PDFSilverio AcuñaNoch keine Bewertungen
- Quality 11Smn30: Lucefin GroupDokument1 SeiteQuality 11Smn30: Lucefin GroupPaulo ZechinNoch keine Bewertungen
- Heat Treatment For Knife SteelsDokument3 SeitenHeat Treatment For Knife SteelsvagelisNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Proses Pengolahan Ferronickel Feni Plant UBPN Pomalaa: Ulil Amri NizhamulDokument33 SeitenProses Pengolahan Ferronickel Feni Plant UBPN Pomalaa: Ulil Amri NizhamulresyaniNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)