Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Haz ChemDokument5 SeitenHaz ChemguhadebasisNoch keine Bewertungen
- SafetyIntegrityLevel PDFDokument17 SeitenSafetyIntegrityLevel PDFzazaNoch keine Bewertungen
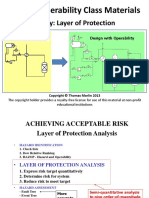
- Safety: Layer of Protection: Process Operability Class MaterialsDokument48 SeitenSafety: Layer of Protection: Process Operability Class MaterialsguhadebasisNoch keine Bewertungen
- Simplified Risk Analysis (LOPA)Dokument8 SeitenSimplified Risk Analysis (LOPA)hmatora72_905124701Noch keine Bewertungen
- SummaryDokument1 SeiteSummaryguhadebasisNoch keine Bewertungen
- COLLABORATIVEDokument8 SeitenCOLLABORATIVEguhadebasisNoch keine Bewertungen
- Form Lopa Summary SheetDokument1 SeiteForm Lopa Summary SheetguhadebasisNoch keine Bewertungen
- Two Fa: Interpreting Ure RatesDokument14 SeitenTwo Fa: Interpreting Ure RatesguhadebasisNoch keine Bewertungen
- Waste Treatment and DisposalDokument2 SeitenWaste Treatment and DisposalguhadebasisNoch keine Bewertungen
- Catalytic PolymerisationDokument7 SeitenCatalytic PolymerisationguhadebasisNoch keine Bewertungen
- Sweetening: Fig. 26-1 Merox Treating-LPG UnitDokument3 SeitenSweetening: Fig. 26-1 Merox Treating-LPG UnitguhadebasisNoch keine Bewertungen
- LT HC ProcessDokument9 SeitenLT HC ProcessguhadebasisNoch keine Bewertungen
- Tail Gas Clean UpDokument2 SeitenTail Gas Clean UpguhadebasisNoch keine Bewertungen
- Light Distillate ProcessDokument11 SeitenLight Distillate ProcessguhadebasisNoch keine Bewertungen
- Bypass Worksheet: Check The Appropriate BoxDokument1 SeiteBypass Worksheet: Check The Appropriate BoxguhadebasisNoch keine Bewertungen
- 7Dokument13 Seiten7Raju GummaNoch keine Bewertungen
- 3 PDFDokument9 Seiten3 PDFRaju GummaNoch keine Bewertungen
- 2 PDFDokument31 Seiten2 PDFRaju GummaNoch keine Bewertungen
- System Pressure Drop: Cumulative Back Pressure 0.08 Psig 0.00 PsigDokument5 SeitenSystem Pressure Drop: Cumulative Back Pressure 0.08 Psig 0.00 PsigguhadebasisNoch keine Bewertungen
- Delayed Coking Process DescriptionDokument14 SeitenDelayed Coking Process DescriptionRaju GummaNoch keine Bewertungen
- Crude Oils, Hydrocarbons, and Refinery Products: Petroleum Supply/Demand PictureDokument13 SeitenCrude Oils, Hydrocarbons, and Refinery Products: Petroleum Supply/Demand Pictureul84Noch keine Bewertungen
- Storage Tank Gas Breathing For Purge Gas SizingDokument3 SeitenStorage Tank Gas Breathing For Purge Gas SizingguhadebasisNoch keine Bewertungen
- PSM Compliance ChecklistDokument18 SeitenPSM Compliance ChecklistSachin SikkaNoch keine Bewertungen
- All in OneDokument28 SeitenAll in OnezakiralitalibNoch keine Bewertungen
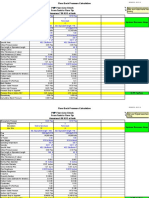
- Cost of Compressed Air FormulaDokument1 SeiteCost of Compressed Air FormulaguhadebasisNoch keine Bewertungen
- Processsafety Beacon 2011Dokument12 SeitenProcesssafety Beacon 2011kavehNoch keine Bewertungen
- Flammables, Explosion Risks and DSEARDokument10 SeitenFlammables, Explosion Risks and DSEARTitash Mukherjee SenNoch keine Bewertungen
- Guidance Note-Supporting Safety Studies PDFDokument29 SeitenGuidance Note-Supporting Safety Studies PDFFrancesco MonacoNoch keine Bewertungen
- 1238-Security Announcement Unexploded Ordnance 10 October 2011Dokument2 Seiten1238-Security Announcement Unexploded Ordnance 10 October 2011guhadebasisNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Is LNG Still Competitive With Other Liquid Fuels?: Proceedings, Ascope'97 ConferenceDokument18 SeitenIs LNG Still Competitive With Other Liquid Fuels?: Proceedings, Ascope'97 Conferencemanolo8catalanNoch keine Bewertungen
- 5 Seasoning of TimberDokument19 Seiten5 Seasoning of TimberSVCA2126 Sec BNoch keine Bewertungen
- Dalip Kumar Upreti, Pradeep K. Divakar, Vertika Shukla, Rajesh Bajpai (Eds.)-Recent Advances in Lichenology_ Modern Methods and Approaches in Lichen Systematics and Culture Techniques, Volume 2-SpringDokument240 SeitenDalip Kumar Upreti, Pradeep K. Divakar, Vertika Shukla, Rajesh Bajpai (Eds.)-Recent Advances in Lichenology_ Modern Methods and Approaches in Lichen Systematics and Culture Techniques, Volume 2-SpringvitaNoch keine Bewertungen
- AP Biology Vocabulary TermsDokument41 SeitenAP Biology Vocabulary Termsqazedc159Noch keine Bewertungen
- Aadi Koozh RecipeDokument107 SeitenAadi Koozh RecipedeepaliNoch keine Bewertungen
- Agricura 1ha Cabbages 2017 1Dokument1 SeiteAgricura 1ha Cabbages 2017 1downtopNoch keine Bewertungen
- Greenery - Product Booklet - August 2019Dokument47 SeitenGreenery - Product Booklet - August 2019Jazzner De DiosNoch keine Bewertungen
- Part 4 Thermal Cycle and Turbine Aux.: Chapter DescriptionDokument27 SeitenPart 4 Thermal Cycle and Turbine Aux.: Chapter Descriptionkeerthi dayarathnaNoch keine Bewertungen
- EnglezaDokument5 SeitenEnglezaNicoleta Anghel33% (3)
- Final Module 2 The Fibonacci SequenceDokument11 SeitenFinal Module 2 The Fibonacci SequenceNicole Castillo CariñoNoch keine Bewertungen
- Economic Valuation of Ecosystem Services PDFDokument43 SeitenEconomic Valuation of Ecosystem Services PDFNaturrAllNoch keine Bewertungen
- Wood Technology Topic - IntroductionDokument25 SeitenWood Technology Topic - IntroductionCalinescu CristinaNoch keine Bewertungen
- Tips and Tricks To Crack PMTDokument3 SeitenTips and Tricks To Crack PMTNeyaz HasnainNoch keine Bewertungen
- The Plant KingdomDokument8 SeitenThe Plant KingdomRoxenette Gil Bernales PangilinanNoch keine Bewertungen
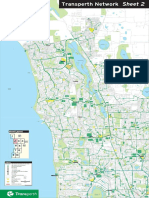
- TransPerth Map2Dokument1 SeiteTransPerth Map2lerplataNoch keine Bewertungen
- Indian ElephantDokument15 SeitenIndian ElephantGanesh ArumugamNoch keine Bewertungen
- Business Model For Fodder ProductionDokument13 SeitenBusiness Model For Fodder ProductionMokhtar MessaoudiNoch keine Bewertungen
- CCR OM Rev.3aDokument290 SeitenCCR OM Rev.3aAmjad Hani100% (1)
- Sui Generis Protection of Plant Varieties An Indian PerspectiveDokument16 SeitenSui Generis Protection of Plant Varieties An Indian PerspectiveKarthiayani A.Noch keine Bewertungen
- Basic DesignDokument18 SeitenBasic DesignM AhmadNoch keine Bewertungen
- "Meze" (Small Plates To Share) MenuDokument6 Seiten"Meze" (Small Plates To Share) Menushotokan456Noch keine Bewertungen
- Enormous TurnipDokument2 SeitenEnormous Turniprita_yuhadi7514Noch keine Bewertungen
- Chapter 6 - Tissues Revision NotesDokument4 SeitenChapter 6 - Tissues Revision NotesAbhishek100% (1)
- NCERT Book Class 3 Enviromental Studies Looking Around Chapter 2 The Plant Fairy PDFDokument9 SeitenNCERT Book Class 3 Enviromental Studies Looking Around Chapter 2 The Plant Fairy PDFkarthiyuvenNoch keine Bewertungen
- Fs Assignment PropertiesDokument6 SeitenFs Assignment PropertiesShinchan ggNoch keine Bewertungen
- Disease and Insect PestDokument24 SeitenDisease and Insect Pestabatabraham100% (4)
- ISTSE Sample Question Paper For Class 8Dokument9 SeitenISTSE Sample Question Paper For Class 8parthanand596Noch keine Bewertungen
- European Standards For Structural Use EN 350-2016Dokument3 SeitenEuropean Standards For Structural Use EN 350-2016Valeriu CernalevschiNoch keine Bewertungen
- HaldinaDokument2 SeitenHaldinaAngel AngelNoch keine Bewertungen
- CV-UMMAR FAROOQ - PipingMechanical Site EngineerDokument4 SeitenCV-UMMAR FAROOQ - PipingMechanical Site EngineerUmmar FarooqNoch keine Bewertungen