Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Special Moment Frames Dan Special Plate Shear Walls: Studi Perbandingan Perencanaan Bangunan Baja SistemDokument12 SeitenSpecial Moment Frames Dan Special Plate Shear Walls: Studi Perbandingan Perencanaan Bangunan Baja SistemjackNoch keine Bewertungen
- The Collapse Analysis of The Lateral-Torsional Buckling of I-Shaped Stepped Steel BeamsDokument14 SeitenThe Collapse Analysis of The Lateral-Torsional Buckling of I-Shaped Stepped Steel BeamsjackNoch keine Bewertungen
- A New Method For Site Suitability Analysis: The Analytic Hierarchy ProcessDokument9 SeitenA New Method For Site Suitability Analysis: The Analytic Hierarchy ProcessjackNoch keine Bewertungen
- Tensile Membrane Structures: Name of Project Page - of - July 9, 2013Dokument18 SeitenTensile Membrane Structures: Name of Project Page - of - July 9, 2013jackNoch keine Bewertungen
- Figure 1: Distribution of Population by Dwelling Type, 2018: Living Conditions in Europe Housing StatisticsDokument42 SeitenFigure 1: Distribution of Population by Dwelling Type, 2018: Living Conditions in Europe Housing StatisticsjackNoch keine Bewertungen
- ETFE Tensile Membrane System: (Edit Scope As Necessary.)Dokument18 SeitenETFE Tensile Membrane System: (Edit Scope As Necessary.)jackNoch keine Bewertungen
- PTHL-SS-001-SD BaruDokument1 SeitePTHL-SS-001-SD BarujackNoch keine Bewertungen
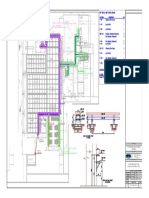
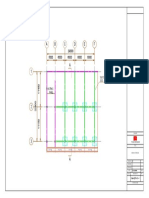
- Detail Cable Ladder Wall Mounting: Sedimentation TankDokument1 SeiteDetail Cable Ladder Wall Mounting: Sedimentation TankjackNoch keine Bewertungen
- Platfrom PDFDokument1 SeitePlatfrom PDFjackNoch keine Bewertungen
- DDFGDokument1 SeiteDDFGjackNoch keine Bewertungen
- Gambar Gudang Di Jatake r1Dokument12 SeitenGambar Gudang Di Jatake r1jackNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Knitting Machine Operator Flat Bed KnittingDokument51 SeitenKnitting Machine Operator Flat Bed KnittingDirajen PMNoch keine Bewertungen
- Industrial Attachment at Magpie Composite Textile LTD: Singha, ManoranjanDokument78 SeitenIndustrial Attachment at Magpie Composite Textile LTD: Singha, Manoranjanওয়াল্টার স্কটNoch keine Bewertungen
- Company Profile KnitcraftDokument23 SeitenCompany Profile KnitcraftAchint MarjaraNoch keine Bewertungen
- Historical Background & Basic Knitting Terms PDFDokument5 SeitenHistorical Background & Basic Knitting Terms PDFTextile Academia100% (1)
- May DK Tron TerrotDokument2 SeitenMay DK Tron Terrotnminhtuan88Noch keine Bewertungen
- Oil ConsumptionDokument25 SeitenOil Consumptionmuhammadsaeed78767% (3)
- Special Knitting StructureDokument4 SeitenSpecial Knitting StructureYared Fikre100% (2)
- Knittex Fashion LTDDokument3 SeitenKnittex Fashion LTDShahed OosevenNoch keine Bewertungen
- Module 16 Knitting ProductionDokument16 SeitenModule 16 Knitting ProductionMuhammad SagheerNoch keine Bewertungen
- Northern Corporation Ltd.Dokument100 SeitenNorthern Corporation Ltd.SharifMahmudNoch keine Bewertungen
- Southeast University: School of Science and Engineering, Department of Textile EngineeringDokument27 SeitenSoutheast University: School of Science and Engineering, Department of Textile EngineeringAshraful HimelNoch keine Bewertungen
- Flat Knitting MachineDokument6 SeitenFlat Knitting MachineMyhaiKatalina100% (1)
- Warp and Weft KnittingDokument40 SeitenWarp and Weft KnittingUmar MohammadNoch keine Bewertungen
- Molylub GoldTex T 32 KnittingDokument1 SeiteMolylub GoldTex T 32 KnittingismoyoNoch keine Bewertungen
- Seamless Garment KnittingDokument32 SeitenSeamless Garment Knittingkathirvelus9408Noch keine Bewertungen
- Weft KnitDokument47 SeitenWeft KnitAjaz BannaNoch keine Bewertungen
- Patteren Mechanism in Knitting - JacquardDokument27 SeitenPatteren Mechanism in Knitting - JacquardSivakumar K100% (3)
- Introduction To Knitting TechnologyDokument14 SeitenIntroduction To Knitting TechnologyPushkar AwasthiNoch keine Bewertungen
- Positiveyarnfeeding 150110234625 Conversion Gate02 PDFDokument33 SeitenPositiveyarnfeeding 150110234625 Conversion Gate02 PDFHifza khalidNoch keine Bewertungen
- Technical Bulletin: Wet Processing of 100% Cotton Knitted FabricsDokument11 SeitenTechnical Bulletin: Wet Processing of 100% Cotton Knitted FabricsRafayMalikNoch keine Bewertungen
- Curriculum For Knitting Machine Operator-QA PDFDokument51 SeitenCurriculum For Knitting Machine Operator-QA PDFNaveed ShoukatNoch keine Bewertungen
- LITONDokument114 SeitenLITONMd Kayes AhmmadNoch keine Bewertungen
- Textile Fashion Study: Process Flow Chart of Sweater Manufacturing TechnologyDokument7 SeitenTextile Fashion Study: Process Flow Chart of Sweater Manufacturing TechnologyVan Chung NguyenNoch keine Bewertungen
- Company E2017Dokument13 SeitenCompany E2017Alvarin CsboyNoch keine Bewertungen
- Mechanical Properties of Weft Knitted FabricsDokument6 SeitenMechanical Properties of Weft Knitted FabricsAhmad SamerNoch keine Bewertungen
- K 46 Compact Spinning Machine Brochure 2530-V3 75220 Original English 75220Dokument28 SeitenK 46 Compact Spinning Machine Brochure 2530-V3 75220 Original English 75220Pradeep JainNoch keine Bewertungen
- Knitting IntroductionDokument24 SeitenKnitting IntroductionShreyansh Jha100% (2)
- NAHAR DOCUMENT DocuDokument76 SeitenNAHAR DOCUMENT DocuaarushiNoch keine Bewertungen
- Study On Knitting MachineriesDokument52 SeitenStudy On Knitting MachineriesAhmad ButtNoch keine Bewertungen
- Textile Warping NotesDokument2 SeitenTextile Warping NotesKali MuthuNoch keine Bewertungen