Das könnte Ihnen auch gefallen
- PDFDokument284 SeitenPDFplennyNoch keine Bewertungen
- GSK980TDc User Manual 120924v1 PDFDokument496 SeitenGSK980TDc User Manual 120924v1 PDFfaindiseño fain diseñoNoch keine Bewertungen
- Bridgeport Rotary SolutionsDokument24 SeitenBridgeport Rotary SolutionsJuanGómezNoch keine Bewertungen
- Parameter Manual Part 1Dokument474 SeitenParameter Manual Part 1giuseppe abatiNoch keine Bewertungen
- HNC-8 User Manual-Milling System (Operation) PDFDokument144 SeitenHNC-8 User Manual-Milling System (Operation) PDFbhlebarovNoch keine Bewertungen
- BNP B3937Dokument295 SeitenBNP B3937TuanNoch keine Bewertungen
- NC Explorer Instruction ManualDokument58 SeitenNC Explorer Instruction ManualMuhammet MuhammetNoch keine Bewertungen
- 63523en1 PDFDokument2.258 Seiten63523en1 PDFtsmutz5Noch keine Bewertungen
- Operators Manual: Victor 2 / Victor 2 Plus / Victor 2 SuperDokument55 SeitenOperators Manual: Victor 2 / Victor 2 Plus / Victor 2 SuperToniNoch keine Bewertungen
- 840D - OPs and PCUs Hardware Installation PDFDokument544 Seiten840D - OPs and PCUs Hardware Installation PDFAnonymous LHv7p9UwNoch keine Bewertungen
- VMC 56022Dokument99 SeitenVMC 56022wirot deelamanNoch keine Bewertungen
- CNDokument80 SeitenCNedgardo roblesNoch keine Bewertungen
- Siemense SM 06 04 23 76Dokument17 SeitenSiemense SM 06 04 23 76skidamdnevnoNoch keine Bewertungen
- Tbma Mechanical TypesDokument306 SeitenTbma Mechanical Typesmagdyfdl100% (1)
- AF 650 Operation Manual AFEQFI03Dokument152 SeitenAF 650 Operation Manual AFEQFI03sunhuynh0% (1)
- Gsk980tdb User Manual 20090901Dokument453 SeitenGsk980tdb User Manual 20090901Sandrita Marisol Chasiluisa100% (2)
- Hydraulic Turret Pragati 80Dokument15 SeitenHydraulic Turret Pragati 80abhay pophaleNoch keine Bewertungen
- 4 - Torre Duplomatic ODTN-20Dokument33 Seiten4 - Torre Duplomatic ODTN-20Luiz Gustavo PastrelloNoch keine Bewertungen
- Wiring Diagrams For Heidenhain iTNC 530 HSCI and TNC 620, 640Dokument20 SeitenWiring Diagrams For Heidenhain iTNC 530 HSCI and TNC 620, 640Shawn ReynaudNoch keine Bewertungen
- Hardinge SR51 PLB-0009500-0112Dokument280 SeitenHardinge SR51 PLB-0009500-0112cesar_abddNoch keine Bewertungen
- Man McsDokument96 SeitenMan McsRenato MeloNoch keine Bewertungen
- MELDAS AC SERVO MDS-B-SVJ2 Series SPECIFICATIONS AND INSTRUCTION MANUAL OSA17Dokument1 SeiteMELDAS AC SERVO MDS-B-SVJ2 Series SPECIFICATIONS AND INSTRUCTION MANUAL OSA17jroyal692974Noch keine Bewertungen
- Parametros rs232Dokument100 SeitenParametros rs232Anel DominNoch keine Bewertungen
- HCN ElectricDokument414 SeitenHCN ElectricroyNoch keine Bewertungen
- MDS-D, DH InstructionDokument311 SeitenMDS-D, DH InstructionDiogui DagostimNoch keine Bewertungen
- CNC DS0300 ProblemDokument7 SeitenCNC DS0300 ProblemHairedinNoch keine Bewertungen
- Service Manual Cpdp-350 500Dokument22 SeitenService Manual Cpdp-350 500Andres Jimenez100% (2)
- Kent USA KGS818 1020AH AHD Operation ManualDokument75 SeitenKent USA KGS818 1020AH AHD Operation ManualMohamed Shaban100% (1)
- Siemense CNC 48SP2Dokument19 SeitenSiemense CNC 48SP2Xaoc KabataNoch keine Bewertungen
- Emco Winnc Heidenhain TNC 426 Conversational The Emco Winnc Heidenhain TNC 426Dokument282 SeitenEmco Winnc Heidenhain TNC 426 Conversational The Emco Winnc Heidenhain TNC 426AyoubNoch keine Bewertungen
- 6sn1118 0dh23 0aa1 ManualDokument485 Seiten6sn1118 0dh23 0aa1 ManualNestor Hugo Garcia RomoNoch keine Bewertungen
- Industrial Monitor ConverterDokument9 SeitenIndustrial Monitor ConverterHoangvinh DuongNoch keine Bewertungen
- Troubleshooting Manual For I/O Link Communication Alarm: (System Alarm PC050/PC150/971)Dokument22 SeitenTroubleshooting Manual For I/O Link Communication Alarm: (System Alarm PC050/PC150/971)huutan12345Noch keine Bewertungen
- FANUC Series 0 / 00: Remote BufferDokument79 SeitenFANUC Series 0 / 00: Remote BufferMetalurgica VISILUNoch keine Bewertungen
- Oporation and Maintinace ManualDokument187 SeitenOporation and Maintinace ManualChristian RollinsNoch keine Bewertungen
- Manual DM 20 - Series 10Dokument28 SeitenManual DM 20 - Series 10WilsonNoch keine Bewertungen
- User Manual of Macro V2.0Dokument31 SeitenUser Manual of Macro V2.0Alex MazurNoch keine Bewertungen
- Electrical Diagram Brother TC-R2ADokument26 SeitenElectrical Diagram Brother TC-R2ALeadec Lumel100% (1)
- DM-F25-/10 - E1-: Direct Drive Servomotor TurretsDokument24 SeitenDM-F25-/10 - E1-: Direct Drive Servomotor TurretsMichal BinarNoch keine Bewertungen
- GE Fanuc Automation: Computer Numerical Control ProductsDokument170 SeitenGE Fanuc Automation: Computer Numerical Control ProductsSomchai SompongpuangNoch keine Bewertungen
- TNC 426 CAPA Technical ManualDokument631 SeitenTNC 426 CAPA Technical ManualSam eagle good33% (3)
- Doosan DNM500Dokument104 SeitenDoosan DNM500tmsxptoNoch keine Bewertungen
- MAZAK Centro Torneamento QT Compact - 99J195716E0se-1606Dokument12 SeitenMAZAK Centro Torneamento QT Compact - 99J195716E0se-1606lcmengeNoch keine Bewertungen
- (Lathe Series) 0iTD, 18i - 21iTBDokument253 Seiten(Lathe Series) 0iTD, 18i - 21iTBavalente112100% (1)
- Manual Lista Parametros MDDokument1.264 SeitenManual Lista Parametros MDLincoln AntonioNoch keine Bewertungen
- Manual CNC97 BystronicDokument220 SeitenManual CNC97 BystronicSantiago Vanderlei PrataNoch keine Bewertungen
- Safety Circuit Cent 7Dokument14 SeitenSafety Circuit Cent 7Cesar Miguel Meza RicardoNoch keine Bewertungen
- TM Functional Safety 04 2012 en PDFDokument275 SeitenTM Functional Safety 04 2012 en PDFWaldemarNoch keine Bewertungen
- 15.trombetta Elect A6Dokument2 Seiten15.trombetta Elect A6Jerson serranoNoch keine Bewertungen
- Instruction Sheet For S500-A6: Product SpecificationsDokument2 SeitenInstruction Sheet For S500-A6: Product SpecificationsJerson serranoNoch keine Bewertungen
- Instruction Sheet For S500-A6: Product SpecificationsDokument2 SeitenInstruction Sheet For S500-A6: Product SpecificationsIrfan Taufik SiregarNoch keine Bewertungen
- Electric Actuator CatalogueDokument16 SeitenElectric Actuator CatalogueTraian Daniel IvanoviciNoch keine Bewertungen
- LSV-08-2 NCPDokument2 SeitenLSV-08-2 NCPishtiaqNoch keine Bewertungen
- SMS-Tork Electric Actuator, Electrical Flange Ball Valve, Butterfly ValveDokument16 SeitenSMS-Tork Electric Actuator, Electrical Flange Ball Valve, Butterfly Valveharry wiliamNoch keine Bewertungen
- Power Relay K (Sealed) : Automotive Relays PCB Single RelaysDokument3 SeitenPower Relay K (Sealed) : Automotive Relays PCB Single RelaysMissoum TerrasNoch keine Bewertungen
- Honeywell ml7420 User ManualDokument8 SeitenHoneywell ml7420 User ManualLaurensius ArdiNoch keine Bewertungen
- 1 Design A Protection System Using IDMT Relay To Protect System For Given Fault Currents & Plot The Operating Time Characteristics of The Relay UsedDokument6 Seiten1 Design A Protection System Using IDMT Relay To Protect System For Given Fault Currents & Plot The Operating Time Characteristics of The Relay UsedMR. SUSHIL BARAPATRENoch keine Bewertungen
- Generator Start Up ChecklistDokument2 SeitenGenerator Start Up ChecklistShivaram SuppiahNoch keine Bewertungen
- Discovery 3.0 Litre V6 Diesel (10my Eu5) On-Board Diagnostics Engine Management SystemDokument70 SeitenDiscovery 3.0 Litre V6 Diesel (10my Eu5) On-Board Diagnostics Engine Management SystemVladimirAgeevNoch keine Bewertungen
- PPSN 02-2015-002 Diesel Exhaust Fluid Explained Rev - ADokument7 SeitenPPSN 02-2015-002 Diesel Exhaust Fluid Explained Rev - AVladimirAgeevNoch keine Bewertungen
- Figure: 1-040-0: Group No: 240103-00665Dokument2 SeitenFigure: 1-040-0: Group No: 240103-00665VladimirAgeevNoch keine Bewertungen
- Diesel High Pressure Pump Test Kit: 1. SafetyDokument4 SeitenDiesel High Pressure Pump Test Kit: 1. SafetyVladimirAgeevNoch keine Bewertungen
- EGR ValveDokument10 SeitenEGR ValveVladimirAgeevNoch keine Bewertungen
- Hatz Diesel - Diagnostic Trouble Codes SPN/FMI C81 - V600 - 05653401Dokument23 SeitenHatz Diesel - Diagnostic Trouble Codes SPN/FMI C81 - V600 - 05653401mohamed dokaNoch keine Bewertungen
- About Development Cautionary Note of Customization SoftwareDokument33 SeitenAbout Development Cautionary Note of Customization SoftwareVladimirAgeevNoch keine Bewertungen
- 09 Doosan TIER 4I Engine 120425 PDFDokument24 Seiten09 Doosan TIER 4I Engine 120425 PDFアウン ミョウNoch keine Bewertungen
- Bosch Pressure Sensor ManualDokument1 SeiteBosch Pressure Sensor ManualVladimirAgeevNoch keine Bewertungen
- Function Block Description FB283 SINAMICS S120 - S7-CPUsDokument29 SeitenFunction Block Description FB283 SINAMICS S120 - S7-CPUsVladimirAgeevNoch keine Bewertungen
- Doosan Diesel Engine DL06 PDFDokument211 SeitenDoosan Diesel Engine DL06 PDFHANSELL MIRANDA ALVA100% (2)
- Programming Recommendation For PLC S7 300 enDokument41 SeitenProgramming Recommendation For PLC S7 300 enauduserNoch keine Bewertungen
- DEF (Diesel Exhaust Fluid) Do's and Don'tsDokument1 SeiteDEF (Diesel Exhaust Fluid) Do's and Don'tsVladimirAgeevNoch keine Bewertungen
- Full Text 01Dokument56 SeitenFull Text 01iuctmeNoch keine Bewertungen
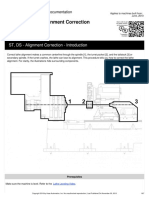
- Haas ST, DS - Alignment CorrectionDokument26 SeitenHaas ST, DS - Alignment CorrectionVladimirAgeevNoch keine Bewertungen
- I-Device Function in Standard PN Communication: Simatic S7-Cpu, CP, Simotion, SinumerikDokument44 SeitenI-Device Function in Standard PN Communication: Simatic S7-Cpu, CP, Simotion, SinumerikAbel MogesNoch keine Bewertungen
- Diesel High Pressure Pump Test Kit: 1. SafetyDokument4 SeitenDiesel High Pressure Pump Test Kit: 1. SafetyVladimirAgeevNoch keine Bewertungen
- Service Manual Common Rail System (CRS) - DensoDokument134 SeitenService Manual Common Rail System (CRS) - DensoThang Tong86% (7)
- 2.5 Cable Diagrams: Cable Diagram For RS232Dokument1 Seite2.5 Cable Diagrams: Cable Diagram For RS232VladimirAgeevNoch keine Bewertungen
- Common Rail Systems With Up To 2,000 Bar For Off-Highway ApplicationsDokument2 SeitenCommon Rail Systems With Up To 2,000 Bar For Off-Highway ApplicationsVladimirAgeevNoch keine Bewertungen
- CRP D 200 Manual EngDokument16 SeitenCRP D 200 Manual EngAbbode Horani100% (2)
- VBO Diagnostic Tools Manual (DX350LC-3/DX380LC-3)Dokument80 SeitenVBO Diagnostic Tools Manual (DX350LC-3/DX380LC-3)VladimirAgeevNoch keine Bewertungen
- CRLR300 Manual enDokument7 SeitenCRLR300 Manual enSutiknoNoch keine Bewertungen
- DMS Help ENDokument118 SeitenDMS Help ENSegundo Francisco Jauregui ValenciaNoch keine Bewertungen
- Service Manual: Compatible Robots: Control BoxDokument222 SeitenService Manual: Compatible Robots: Control BoxVladimirAgeevNoch keine Bewertungen
- SIMATIC S7 + TIA Function BlocksDokument109 SeitenSIMATIC S7 + TIA Function BlocksVladimirAgeevNoch keine Bewertungen
- Connect. 611U To The CPUDokument68 SeitenConnect. 611U To The CPUVladimirAgeevNoch keine Bewertungen
- Start With Smart!: Fiber Sensor Best Selection CatalogDokument104 SeitenStart With Smart!: Fiber Sensor Best Selection CatalogVladimirAgeevNoch keine Bewertungen
- Service Manual: "Original Instructions"Dokument185 SeitenService Manual: "Original Instructions"VladimirAgeevNoch keine Bewertungen
- FSSB Setup Manual - NEWDokument80 SeitenFSSB Setup Manual - NEWVladimirAgeev100% (7)
- SYL956H5 SYL956H5: Brand NewDokument12 SeitenSYL956H5 SYL956H5: Brand NewGuillermo HerreraNoch keine Bewertungen
- Downloaded From Manuals Search EngineDokument19 SeitenDownloaded From Manuals Search EngineOmarBle100% (2)
- Bti in Products Power ToolsDokument64 SeitenBti in Products Power ToolsPitarakis NikosNoch keine Bewertungen
- Power Front Disc Conversion Instructions MDC62DCDokument11 SeitenPower Front Disc Conversion Instructions MDC62DCandrakin8Noch keine Bewertungen
- Small Biogas Engine Conversion Kit Rural ApplicationDokument43 SeitenSmall Biogas Engine Conversion Kit Rural Applicationgkarthikeyan100% (1)
- RT600 Tier3&Tier4i Parts-Manual For-Reference-Only April2013Dokument370 SeitenRT600 Tier3&Tier4i Parts-Manual For-Reference-Only April2013Fausto Herrera B100% (6)
- LW20Dokument2 SeitenLW20maran.suguNoch keine Bewertungen
- Coelmo 60 kVA PDT114TG3 PDFDokument2 SeitenCoelmo 60 kVA PDT114TG3 PDFEmily BullockNoch keine Bewertungen
- Blink Fault Code Diagnostic Reference For Volkswagen & Audi (USA Only)Dokument5 SeitenBlink Fault Code Diagnostic Reference For Volkswagen & Audi (USA Only)Dane DanijelNoch keine Bewertungen
- Manual For Mounting LIS (IGS) Injection SystemDokument26 SeitenManual For Mounting LIS (IGS) Injection SystemsupraskaNoch keine Bewertungen
- Hoist Design Calculation S.No Description Unit InputDokument6 SeitenHoist Design Calculation S.No Description Unit InputdineshNoch keine Bewertungen
- Stress Analysis Lewis's Approach: MS 3111 Mechanical Engineering DesignDokument23 SeitenStress Analysis Lewis's Approach: MS 3111 Mechanical Engineering DesignALINoch keine Bewertungen
- Airman Portable Air Compressor Model PDS185S-6C2Dokument2 SeitenAirman Portable Air Compressor Model PDS185S-6C2Pratidina Aji WidodoNoch keine Bewertungen
- c96 AccesoriesDokument27 Seitenc96 AccesoriesWAWANNoch keine Bewertungen
- List of Machine and All Kind of Metal ScrapDokument6 SeitenList of Machine and All Kind of Metal ScrapPSNYCNoch keine Bewertungen
- Service Manual Rgd/Rgs Series Index Drives Models 350RGD/RGS, 500RGD/RGS & 600RGD/RGSDokument16 SeitenService Manual Rgd/Rgs Series Index Drives Models 350RGD/RGS, 500RGD/RGS & 600RGD/RGSSuhas KODRENoch keine Bewertungen
- Imo Pump AceDokument4 SeitenImo Pump Acepetrakou aglaia0% (1)
- C1249 Stop Light SwitchDokument3 SeitenC1249 Stop Light SwitchKhinmg Aye 554Noch keine Bewertungen
- Shpindeli SLFDokument60 SeitenShpindeli SLFrayss1978Noch keine Bewertungen
- MixerDokument8 SeitenMixerYogesh Badhe100% (1)
- Tansmisii CVT Pentru TractoareDokument35 SeitenTansmisii CVT Pentru TractoareCochintu RaduNoch keine Bewertungen
- EG6500CL ManualDokument84 SeitenEG6500CL ManualJose Antonio CarmonaNoch keine Bewertungen
- Ammco 800OTV Operation ManualDokument27 SeitenAmmco 800OTV Operation Manualrich8837Noch keine Bewertungen
- LT36147 Diesel Pro Installation InstructionsDokument15 SeitenLT36147 Diesel Pro Installation InstructionsSaidul AminoNoch keine Bewertungen
- ELE - Checklist For Sample DBDokument2 SeitenELE - Checklist For Sample DBibrahim680% (1)
- Engine QUETS 95 MOTORDokument3 SeitenEngine QUETS 95 MOTORRogelio ArenasNoch keine Bewertungen
- Manual Tecnico Actuador Neumatico Bray S92 93 PDFDokument1 SeiteManual Tecnico Actuador Neumatico Bray S92 93 PDFlcs2006mvNoch keine Bewertungen
- Precision Products and Solutions: Smoother. Faster. LongerDokument60 SeitenPrecision Products and Solutions: Smoother. Faster. LongerVladimir Illich Pinzon BallenNoch keine Bewertungen
- Iinternational 7.6LDokument80 SeitenIinternational 7.6LJehuty88Noch keine Bewertungen
- Catalogo Fenner DrivesDokument20 SeitenCatalogo Fenner DrivesRamírez Vilca JulioNoch keine Bewertungen