Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Documents - MX - Fisher Desuperheaters Bulletin April 2008 PDFDokument12 SeitenDocuments - MX - Fisher Desuperheaters Bulletin April 2008 PDFsaji_t1984Noch keine Bewertungen
- Especificacion Dresser Series 1900Dokument2 SeitenEspecificacion Dresser Series 1900Juan Pablo TordoyaNoch keine Bewertungen
- Manual Recambios 3.152.4 (CM51027) PDFDokument149 SeitenManual Recambios 3.152.4 (CM51027) PDFValoys MirandaNoch keine Bewertungen
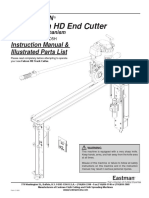
- 548 HD End CutterDokument36 Seiten548 HD End CuttercyroniusNoch keine Bewertungen
- Danfoss DML Filter DriersDokument16 SeitenDanfoss DML Filter DrierswidhiantoNoch keine Bewertungen
- Alcantarillado Ks (C-W) PAVCO-EPM (07-10-2014)Dokument33 SeitenAlcantarillado Ks (C-W) PAVCO-EPM (07-10-2014)Julian ClaroNoch keine Bewertungen
- 19 - Engine - Cooling SystemDokument48 Seiten19 - Engine - Cooling Systemakmal15Noch keine Bewertungen
- Create A Crusher BottleneckDokument3 SeitenCreate A Crusher BottleneckGiuro KralevNoch keine Bewertungen
- Virtual Anchors For Dummies - M Blackman Jan 09: Modelling in CAESAR IIDokument4 SeitenVirtual Anchors For Dummies - M Blackman Jan 09: Modelling in CAESAR IImartin_blackmanNoch keine Bewertungen
- Tool/ Equipment Description/ Function Picture A. Measuring ToolsDokument13 SeitenTool/ Equipment Description/ Function Picture A. Measuring ToolsNicolas AntiguaNoch keine Bewertungen
- Merit Safety SolutionsDokument4 SeitenMerit Safety SolutionsradeonunNoch keine Bewertungen
- QAS 14 - 20 PD: Instruction Manual For AC GeneratorsDokument62 SeitenQAS 14 - 20 PD: Instruction Manual For AC GeneratorslucasNoch keine Bewertungen
- Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDokument16 SeitenSteel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForAlejandro Valdés RojasNoch keine Bewertungen
- One Line DiagramDokument1 SeiteOne Line DiagramMathivanan AnbazhaganNoch keine Bewertungen
- KELEN HB 07 eDokument40 SeitenKELEN HB 07 enhblinh100% (2)
- Rotameter Calibration SetDokument5 SeitenRotameter Calibration SetnidhidarklordNoch keine Bewertungen
- 3 Oxidation and ReductionDokument25 Seiten3 Oxidation and ReductiondonutNoch keine Bewertungen
- Energy Demand in Wood Processing Plants: Jingge Li, Murray Mccurdy, Shusheng PangDokument9 SeitenEnergy Demand in Wood Processing Plants: Jingge Li, Murray Mccurdy, Shusheng PangsabrahimaNoch keine Bewertungen
- Cooper Crouse Hinds Hazardous Area Enclosures & Junction BoxesDokument46 SeitenCooper Crouse Hinds Hazardous Area Enclosures & Junction BoxesrocketvtNoch keine Bewertungen
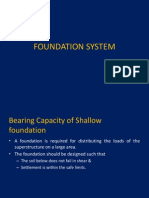
- Bearing Capacity of Soil and Settlement CriterionDokument28 SeitenBearing Capacity of Soil and Settlement CriterionNithin SudersananNoch keine Bewertungen
- CSA C22 No.131Dokument1 SeiteCSA C22 No.131metin yurtseverNoch keine Bewertungen
- Chapter 20 ProblemDokument3 SeitenChapter 20 Problemপিঁপড়া পিঁপড়াNoch keine Bewertungen
- Optiflue InstallationDokument8 SeitenOptiflue Installationjbloggs2007Noch keine Bewertungen
- European Copper Institute European Copper Institute: Architectural ApplicationsDokument52 SeitenEuropean Copper Institute European Copper Institute: Architectural ApplicationsstankoubNoch keine Bewertungen
- Inhibitor Choice & DosageDokument6 SeitenInhibitor Choice & DosagemnasiroleslamiNoch keine Bewertungen
- Diploma Sittr 21 Revision Syllabus Strength of MaterialsDokument2 SeitenDiploma Sittr 21 Revision Syllabus Strength of MaterialsYaduthilak YktNoch keine Bewertungen
- Advera 401PS PDFDokument1 SeiteAdvera 401PS PDFkishanptlNoch keine Bewertungen
- Water Treatment 3Dokument16 SeitenWater Treatment 3kukukrunchNoch keine Bewertungen
- High-Temperature Corrosion and Materials Applications George Y. Lai, Editor, p1 DOI: 10.1361/hcma2007p001 All Rights ReservedDokument445 SeitenHigh-Temperature Corrosion and Materials Applications George Y. Lai, Editor, p1 DOI: 10.1361/hcma2007p001 All Rights ReservedFaraj HaiderNoch keine Bewertungen
- Multipower Cha K 726-P÷36012-P CLB 41.7Dokument40 SeitenMultipower Cha K 726-P÷36012-P CLB 41.7Xavi Tendre100% (1)