Das könnte Ihnen auch gefallen
- Bend Deduction PDFDokument4 SeitenBend Deduction PDFsunilbholNoch keine Bewertungen
- Moment Influence LineDokument17 SeitenMoment Influence LineMoganraj89% (19)
- Fluids EXPERIMENT 3Dokument9 SeitenFluids EXPERIMENT 3Dazzle Njabs MbungeleNoch keine Bewertungen
- Direct Shear ReportDokument10 SeitenDirect Shear ReportFearless HeroNoch keine Bewertungen
- Din 02076 1964 enDokument4 SeitenDin 02076 1964 envipin daveNoch keine Bewertungen
- Parkers: BS EN 10258: 1997Dokument3 SeitenParkers: BS EN 10258: 1997JagankumarNoch keine Bewertungen
- Gauge To MM Sheet MetalDokument2 SeitenGauge To MM Sheet MetalRaaannNoch keine Bewertungen
- Bar Bending ScheduleDokument2 SeitenBar Bending ScheduleSanaka LogesNoch keine Bewertungen
- Akış Proje HeleshawDokument7 SeitenAkış Proje HeleshawHakan SalmanNoch keine Bewertungen
- Bs en 485-4 1994 Gruix Tolerancies AluminiDokument6 SeitenBs en 485-4 1994 Gruix Tolerancies AluminiAlbert Solsona100% (1)
- Slab 5Dokument8 SeitenSlab 5Mark Ruby OpawonNoch keine Bewertungen
- Tacos para TubosDokument21 SeitenTacos para TubosPedro SantiagoNoch keine Bewertungen
- Report Moment Influence LinesDokument30 SeitenReport Moment Influence LinesismailNoch keine Bewertungen
- Tolerances To en 10051 For Continuously Rolled HotDokument4 SeitenTolerances To en 10051 For Continuously Rolled HotSorin LescaiNoch keine Bewertungen
- Module 4.1 Angle MeasurementDokument29 SeitenModule 4.1 Angle MeasurementonemillionsubinNoch keine Bewertungen
- Aisc Shapes Database v15.0Dokument103 SeitenAisc Shapes Database v15.0LauroNoch keine Bewertungen
- Fcu EspDokument28 SeitenFcu Espramadan rashadNoch keine Bewertungen
- Tpl-Kipl Jvkarnalstp-20cdd003 Design Docoments Part 1 Client 28-11-18Dokument1.057 SeitenTpl-Kipl Jvkarnalstp-20cdd003 Design Docoments Part 1 Client 28-11-18navneet3bawa100% (1)
- Beam B9 ResultsDokument3 SeitenBeam B9 ResultsVinh DuongNoch keine Bewertungen
- InputgDokument31 SeitenInputgSilvio DiazNoch keine Bewertungen
- Dynamic Wind ResponseDokument7 SeitenDynamic Wind Responsejatin kalraNoch keine Bewertungen
- Tablas Aluminum Electrical Conductor Handbook PDFDokument31 SeitenTablas Aluminum Electrical Conductor Handbook PDFMaria SNoch keine Bewertungen
- 1.0 Objective: M XB/ L (X A)Dokument10 Seiten1.0 Objective: M XB/ L (X A)Junaid MahsudNoch keine Bewertungen
- Diseño de ColumnasDokument4 SeitenDiseño de ColumnasLuiz Fernando Alarcon RojasNoch keine Bewertungen
- 2021-ME-54 Lab ReportDokument31 Seiten2021-ME-54 Lab ReportAbdullah ArshadNoch keine Bewertungen
- EN 755 - Part 3Dokument2 SeitenEN 755 - Part 3myusernameatscribdNoch keine Bewertungen
- D 1587 - 94 Rde1odctukve PDFDokument6 SeitenD 1587 - 94 Rde1odctukve PDFLupita CarelyNoch keine Bewertungen
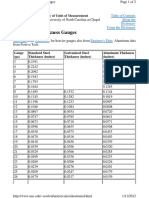
- Sheet Metal Thickness GaugesDokument2 SeitenSheet Metal Thickness GaugesAdam BehielsNoch keine Bewertungen
- Slab 8Dokument8 SeitenSlab 8Mark Ruby OpawonNoch keine Bewertungen
- 35-Duct Weight Calculation SheetDokument11 Seiten35-Duct Weight Calculation SheetAnanth Ganesan100% (1)
- Water Tank - Short WallDokument18 SeitenWater Tank - Short WallAbhilash KowndinyaNoch keine Bewertungen
- CompressionDokument7 SeitenCompressionFaidhi FahmiNoch keine Bewertungen
- Shrinkage Primary StressesDokument2 SeitenShrinkage Primary Stressesmgr4.designNoch keine Bewertungen
- Area of Steel Calculation: (Limit State)Dokument16 SeitenArea of Steel Calculation: (Limit State)RAVI PRAKASH SAININoch keine Bewertungen
- FFFFDokument4 SeitenFFFFChaudhary Hassan AliNoch keine Bewertungen
- Depth vs. Disharge/Unit WidthDokument9 SeitenDepth vs. Disharge/Unit Widthdannyd193Noch keine Bewertungen
- جدول الخرسانةS3Dokument2 Seitenجدول الخرسانةS3عصام ايادNoch keine Bewertungen
- Design PM Interaction Curve For Circular ColumnDokument3 SeitenDesign PM Interaction Curve For Circular ColumnPoshan DhunganaNoch keine Bewertungen
- 1.202 (Bending) : Tramo E-FDokument2 Seiten1.202 (Bending) : Tramo E-FDaniel Alva PretelNoch keine Bewertungen
- Design of Sectons For LoadDokument12 SeitenDesign of Sectons For LoadE Santosh KumarNoch keine Bewertungen
- Reinforced Concrete Beam: Graitec Innovation 17 Burospace 91572 BièvresDokument14 SeitenReinforced Concrete Beam: Graitec Innovation 17 Burospace 91572 BièvresarbiNoch keine Bewertungen
- Tension ReportDokument14 SeitenTension ReportDevruwan Wijetilleke100% (1)
- Section 2 - Thread - BasicsDokument27 SeitenSection 2 - Thread - BasicsChris MedeirosNoch keine Bewertungen
- Windows CalculationDokument10 SeitenWindows Calculationhazem badawyNoch keine Bewertungen
- Section Properties STAAD InputDokument8 SeitenSection Properties STAAD InputamirNoch keine Bewertungen
- Air Bend Force Chart - SheetMetal PDFDokument4 SeitenAir Bend Force Chart - SheetMetal PDFsunilbholNoch keine Bewertungen
- Aim: To Verify Maxwell's Reciprocal TheoremDokument5 SeitenAim: To Verify Maxwell's Reciprocal TheoremMarisha BhattiNoch keine Bewertungen
- AWG To MetricDokument3 SeitenAWG To MetricBhavesh KeraliaNoch keine Bewertungen
- Is Iso 16160 2005Dokument11 SeitenIs Iso 16160 2005Amber HudsonNoch keine Bewertungen
- Geometrical TolerancingDokument12 SeitenGeometrical TolerancingItalo Venegas100% (1)
- asset-v1-CornellX+ENGR2000X+2T2016+type@asset+block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2Dokument42 Seitenasset-v1-CornellX+ENGR2000X+2T2016+type@asset+block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2Axel DominiqueNoch keine Bewertungen
- Built Up Box PlatesDokument16 SeitenBuilt Up Box Platesvrajan1988Noch keine Bewertungen
- Seismic Load SprectrumDokument10 SeitenSeismic Load Sprectrumvirat_daveNoch keine Bewertungen
- RCC Girder DesignDokument15 SeitenRCC Girder DesignAnkush Sharma100% (2)
- Element III - StairsDokument38 SeitenElement III - StairsNurul SuhailaNoch keine Bewertungen
- Experiment Report No. 11 - Determination of Losses in Pipe Bends and FittingsDokument8 SeitenExperiment Report No. 11 - Determination of Losses in Pipe Bends and FittingsMarjorie DizonNoch keine Bewertungen
- Unnamed Gornja GredaDokument7 SeitenUnnamed Gornja GredasehmediaNoch keine Bewertungen
- جدول خرسانةS4Dokument2 Seitenجدول خرسانةS4عصام ايادNoch keine Bewertungen
- Saturated Salt Solutions and %RHDokument2 SeitenSaturated Salt Solutions and %RHsamman149686100% (1)
- Ao+ WDM12 R40DDokument8 SeitenAo+ WDM12 R40DPedro Igor Oliveira CarvalhoNoch keine Bewertungen
- Allegheny Power Planning CriteriaDokument19 SeitenAllegheny Power Planning Criteriaksdp1Noch keine Bewertungen
- Marine Upholstery SpecsDokument1 SeiteMarine Upholstery SpecsRezza KurniawanNoch keine Bewertungen
- Seismic Isolation For Buildings Catalog 2013 by Bridgestone Corp - Multi Rubber BearingDokument44 SeitenSeismic Isolation For Buildings Catalog 2013 by Bridgestone Corp - Multi Rubber BearingitetejacNoch keine Bewertungen
- Documentation ExamplesDokument5 SeitenDocumentation ExamplesErika HarveryNoch keine Bewertungen
- Mungbean 03india PDFDokument194 SeitenMungbean 03india PDFSrujana PatelNoch keine Bewertungen
- Testing Fire-ProtectionDokument2 SeitenTesting Fire-Protectionmia murciaNoch keine Bewertungen
- Bruker d8 XRD TutoriallDokument16 SeitenBruker d8 XRD TutoriallravarNoch keine Bewertungen
- Govind S Rajan - ResumeDokument1 SeiteGovind S Rajan - ResumeGovind RajanNoch keine Bewertungen
- Neurology Condition Assessment Methods: Guillain-Barre Syndrome (GBS) Disability ScoreDokument15 SeitenNeurology Condition Assessment Methods: Guillain-Barre Syndrome (GBS) Disability ScoreMrinmayeeDeshmukhNoch keine Bewertungen
- Bright Ideas 2 Unit 1 Test-Fusionado-Páginas-1-33Dokument33 SeitenBright Ideas 2 Unit 1 Test-Fusionado-Páginas-1-33Eleonora Graziano100% (1)
- Electrical Circuits 1 QPDokument7 SeitenElectrical Circuits 1 QPKitty MinogueNoch keine Bewertungen
- Ffu 0000034 01Dokument8 SeitenFfu 0000034 01Karunia LestariNoch keine Bewertungen
- What Is New in API 610 11th EdDokument6 SeitenWhat Is New in API 610 11th EdAnonymous 1XHScfCINoch keine Bewertungen
- Auxiliary Fire Service: William (Far Right) c1942Dokument3 SeitenAuxiliary Fire Service: William (Far Right) c1942api-25925381Noch keine Bewertungen
- Advent of SkyscrapersDokument27 SeitenAdvent of SkyscrapersJoshua AlboNoch keine Bewertungen
- MPL Construction PDFDokument40 SeitenMPL Construction PDFSheraz QamerNoch keine Bewertungen
- Session 1Dokument4 SeitenSession 1Vidhi VermaNoch keine Bewertungen
- Method Statement For Boom Barrier Installation (Rev00) ELV2Dokument38 SeitenMethod Statement For Boom Barrier Installation (Rev00) ELV2balajiNoch keine Bewertungen
- Bock09 - Video Compression SystemsDokument300 SeitenBock09 - Video Compression SystemsWong_Ngee_SengNoch keine Bewertungen
- Pictionary Unit 12 - IGMSDokument4 SeitenPictionary Unit 12 - IGMSNadia Jimenez HernandezNoch keine Bewertungen
- Experiments: Mouthpiece, Which Is A Short Tube of Length About Equal To The Radius of The Orifice That Projects Into TheDokument4 SeitenExperiments: Mouthpiece, Which Is A Short Tube of Length About Equal To The Radius of The Orifice That Projects Into Thefrancis dimakilingNoch keine Bewertungen
- Elements of HardscapingDokument57 SeitenElements of HardscapingNathar ShaNoch keine Bewertungen
- Prof Budi Wiweko - Protokol Dan Pemantauan Stimulasi Ovarium SederhanaDokument36 SeitenProf Budi Wiweko - Protokol Dan Pemantauan Stimulasi Ovarium SederhanaAnisanang BanjarNoch keine Bewertungen
- Shaped House With Gablehip Roof 2020Dokument11 SeitenShaped House With Gablehip Roof 2020Marco CamposNoch keine Bewertungen
- Ancient CivilizationsDokument9 SeitenAncient CivilizationsMarienne LaoNoch keine Bewertungen
- 017 - Chapter 3 - L13Dokument6 Seiten017 - Chapter 3 - L13nanduslns07Noch keine Bewertungen
- 0900-9914 I1 201012 PDFDokument132 Seiten0900-9914 I1 201012 PDFIvan Arjona50% (2)
- Lord Kuthumi - Dolphins SpeakDokument8 SeitenLord Kuthumi - Dolphins SpeakEmeraldRay0% (1)