Das könnte Ihnen auch gefallen
- Flat Plate Membrane Bioreactor (MBR) System TrainingDokument56 SeitenFlat Plate Membrane Bioreactor (MBR) System TrainingmarvilouNoch keine Bewertungen
- Next Generation of MBBR TechnologyDokument48 SeitenNext Generation of MBBR TechnologyLouay Mansour100% (1)
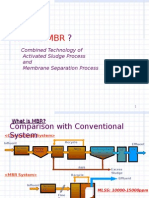
- What Is ?: Combined Technology of Activated Sludge Process and Membrane Separation ProcessDokument15 SeitenWhat Is ?: Combined Technology of Activated Sludge Process and Membrane Separation Processyo5208Noch keine Bewertungen
- MBRDokument9 SeitenMBRAuspicious MuthuNoch keine Bewertungen
- MBR Presentation LatestDokument12 SeitenMBR Presentation LatestRuchi GuptaNoch keine Bewertungen
- Membrane BioreactorsDokument41 SeitenMembrane BioreactorsChokri ChakiirNoch keine Bewertungen
- Presentation - MBBR-Fair Electronics (Samsung) by ShakibDokument32 SeitenPresentation - MBBR-Fair Electronics (Samsung) by Shakibshakib nazmus0% (1)
- Water Treatment Plant Performance Evaluations and OperationsVon EverandWater Treatment Plant Performance Evaluations and OperationsNoch keine Bewertungen
- Tubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDokument6 SeitenTubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDileep C DileepNoch keine Bewertungen
- MBR-Tertiary UF ComparisonDokument9 SeitenMBR-Tertiary UF ComparisonAkhmad RidhaniNoch keine Bewertungen
- MBBR Technical BreifDokument12 SeitenMBBR Technical Breifraghu kiran100% (1)
- Report of Membrane Bioreactor System (MBR) For Wastewater TreatmentDokument10 SeitenReport of Membrane Bioreactor System (MBR) For Wastewater TreatmentJulie MahadiNoch keine Bewertungen
- HeadworksBio (2) - Latest - Eg - Ro - 047543 PDFDokument40 SeitenHeadworksBio (2) - Latest - Eg - Ro - 047543 PDFrjohnson277100% (1)
- Hydromagx 1Dokument19 SeitenHydromagx 1Jeya KumarNoch keine Bewertungen
- Active CellDokument4 SeitenActive Cellab5918590Noch keine Bewertungen
- Aqua Engineers-250 KLD MBR Membrane System Design Summary: Influent FlowsDokument2 SeitenAqua Engineers-250 KLD MBR Membrane System Design Summary: Influent FlowsNithin BharathiNoch keine Bewertungen
- ASP - Process Design CalculationDokument21 SeitenASP - Process Design Calculationvishu100% (1)
- MBBR PresentationDokument14 SeitenMBBR PresentationHidar Ali100% (1)
- Techno-Commercial Offer 100 KLD TM Shiv Shakti Developers, Betul SiteDokument9 SeitenTechno-Commercial Offer 100 KLD TM Shiv Shakti Developers, Betul SiteTech MongerNoch keine Bewertungen
- AKSA EGYPT 150CMD Well SourceDokument9 SeitenAKSA EGYPT 150CMD Well SourceAquasoul CoNoch keine Bewertungen
- Compact Waste Water Treatment MBR /MBBR TechnologyDokument6 SeitenCompact Waste Water Treatment MBR /MBBR TechnologyVishal NakraniNoch keine Bewertungen
- Plant Capacity: 15 MGD Technology: Moving Bed Biological Reactor (MBBR)Dokument12 SeitenPlant Capacity: 15 MGD Technology: Moving Bed Biological Reactor (MBBR)Dev Kumar DwivediNoch keine Bewertungen
- Techno-Commercial Offer 100 KLD TM Shiv Shakti Developers, Betul SiteDokument9 SeitenTechno-Commercial Offer 100 KLD TM Shiv Shakti Developers, Betul SiteTech MongerNoch keine Bewertungen
- Workbook Contents: Find More Excel Spreadsheets For Engineering atDokument34 SeitenWorkbook Contents: Find More Excel Spreadsheets For Engineering atGabrielito Pachacama100% (1)
- 1.03 MLD Sbr-Process DesignDokument4 Seiten1.03 MLD Sbr-Process DesignHemant KaleNoch keine Bewertungen
- Techno-Commercial Offer For 150 KLD STP, Based Upon MBBR.Dokument9 SeitenTechno-Commercial Offer For 150 KLD STP, Based Upon MBBR.Anshika RaiNoch keine Bewertungen
- Membrane BioreactorsDokument20 SeitenMembrane BioreactorsSharathBanakarNoch keine Bewertungen
- External MBR Vs Internal MBRDokument8 SeitenExternal MBR Vs Internal MBRwacsii ccasullaNoch keine Bewertungen
- SWTP Operation ManualDokument131 SeitenSWTP Operation ManualKASHIFNoch keine Bewertungen
- Trehan STPDokument2 SeitenTrehan STPsoma_sharadNoch keine Bewertungen
- Micro Filtration and Ultra FiltrationDokument5 SeitenMicro Filtration and Ultra FiltrationMulyo SetiawanNoch keine Bewertungen
- Active Sludge ProcessDokument35 SeitenActive Sludge ProcessRicky WangNoch keine Bewertungen
- Techno-Commercial Offer 120KLD TM Based On SBR Technology, VrindavanDokument9 SeitenTechno-Commercial Offer 120KLD TM Based On SBR Technology, VrindavanTech MongerNoch keine Bewertungen
- T MBBR and MBR PDFDokument117 SeitenT MBBR and MBR PDFSwaminathan ThayumanavanNoch keine Bewertungen
- UASB-Process Design For Various Types of WastewatersDokument21 SeitenUASB-Process Design For Various Types of WastewatersapitbhuNoch keine Bewertungen
- Lec 6 MBRDokument37 SeitenLec 6 MBRMohammad ShafiNoch keine Bewertungen
- SBRDokument7 SeitenSBRRatu Aliah SanadaNoch keine Bewertungen
- Bill of Quantities Sewage Treatment PlanDokument11 SeitenBill of Quantities Sewage Treatment PlanMiguel ChanNoch keine Bewertungen
- Techno-Commercial Offer For 600 KLD STP MBBRDokument9 SeitenTechno-Commercial Offer For 600 KLD STP MBBRTech MongerNoch keine Bewertungen
- Aquachem Enviro Engineers Pvt. LTD: Civil Unitlist (BY Client) Section-IvDokument5 SeitenAquachem Enviro Engineers Pvt. LTD: Civil Unitlist (BY Client) Section-IvNitin GajmalNoch keine Bewertungen
- MBBR Design StudyDokument18 SeitenMBBR Design StudyVedaraman IyerNoch keine Bewertungen
- HYDRAcap MAX Presentation - Abril 2012Dokument32 SeitenHYDRAcap MAX Presentation - Abril 2012PC VSNoch keine Bewertungen
- 04 Sec. 3 Sewage Characteristics and Effluent Discharge Requirements PDFDokument8 Seiten04 Sec. 3 Sewage Characteristics and Effluent Discharge Requirements PDFVic KeyNoch keine Bewertungen
- 02.12.21 90m3hr Euroclean-DHV MaithonDokument16 Seiten02.12.21 90m3hr Euroclean-DHV MaithonSagnik DasNoch keine Bewertungen
- 1 Designing A Reverse Osmosis Plant For Desalination of Agricultural Drainage WaterDokument14 Seiten1 Designing A Reverse Osmosis Plant For Desalination of Agricultural Drainage Waterabdo magdyNoch keine Bewertungen
- Simple Sewage: Treatment SolutionsDokument10 SeitenSimple Sewage: Treatment SolutionsAnonymous oUoJ4A8xNoch keine Bewertungen
- Plate and Tube SettlersDokument4 SeitenPlate and Tube Settlerstrdakshayani100% (3)
- Lesson 17 - Activated SludgeDokument8 SeitenLesson 17 - Activated SludgeShane RodriguezNoch keine Bewertungen
- Budgetary Offer: Sms Envocare Limited For Muzafarpur CetpDokument41 SeitenBudgetary Offer: Sms Envocare Limited For Muzafarpur Cetpsreekanth reddyNoch keine Bewertungen
- 20 KLD STP Upgreation PROPOSAL-GMCPLDokument7 Seiten20 KLD STP Upgreation PROPOSAL-GMCPLTech Monger100% (1)
- MBBR Design CalculationDokument5 SeitenMBBR Design CalculationPANDIARAJ KARUPPATHEVARNoch keine Bewertungen
- Process Flow Diagram Hospital E.T.P: EP Bio CompositesDokument2 SeitenProcess Flow Diagram Hospital E.T.P: EP Bio CompositesRohan Chaugule100% (1)
- Efficiency Comparison of Various Sewage Treatment Plants in BangaloreDokument36 SeitenEfficiency Comparison of Various Sewage Treatment Plants in BangalorePRETTY MARY100% (1)
- Hitachi Compact MBRDokument11 SeitenHitachi Compact MBRYasin ArafathNoch keine Bewertungen
- Tech City-STP 100 KLD Price Comparison (03092016)Dokument10 SeitenTech City-STP 100 KLD Price Comparison (03092016)Preston VargheseNoch keine Bewertungen
- Day 2 - 10.MBR PDFDokument16 SeitenDay 2 - 10.MBR PDFAgus WitonoNoch keine Bewertungen
- PFD FileDokument11 SeitenPFD FileNaveen MahawarNoch keine Bewertungen
- DesignDokument3 SeitenDesigntata_77Noch keine Bewertungen
- Beighley Eggert Etal 2009Dokument15 SeitenBeighley Eggert Etal 2009Mars TinNoch keine Bewertungen
- Environment Al SanitationDokument5 SeitenEnvironment Al SanitationJude BalalaNoch keine Bewertungen
- Assessment of Cleaner Production Options For Alcohol IndustryDokument10 SeitenAssessment of Cleaner Production Options For Alcohol IndustryLoredana Veronica ZalischiNoch keine Bewertungen
- 06 AQU347 Course Notes Chapter 3Dokument25 Seiten06 AQU347 Course Notes Chapter 3Nurul Syafiqah Binti ShaidanNoch keine Bewertungen
- EV10003-Water Pollution-I-aut2023Dokument29 SeitenEV10003-Water Pollution-I-aut2023aditya10prakashiitNoch keine Bewertungen
- Prefabricated Vertical Drain: Khalid WalidDokument18 SeitenPrefabricated Vertical Drain: Khalid Walidsubhash kumarNoch keine Bewertungen
- Boat and StreamDokument4 SeitenBoat and StreamAllin 1Noch keine Bewertungen
- Carbon Dioxide Absorption - lw08Dokument13 SeitenCarbon Dioxide Absorption - lw08javilapiedraNoch keine Bewertungen
- Guidance On Reporting Offshore Hydrocarbon ReleasesDokument29 SeitenGuidance On Reporting Offshore Hydrocarbon ReleasesccordovamNoch keine Bewertungen
- Integrated Building Services Ark 754: Lecturetopic 8: Plumbing and Sewerage TreatmentDokument53 SeitenIntegrated Building Services Ark 754: Lecturetopic 8: Plumbing and Sewerage TreatmentbronsteijnNoch keine Bewertungen
- Blueprint Reading: Layout Work Area For Pipe InstallationDokument28 SeitenBlueprint Reading: Layout Work Area For Pipe InstallationZan OjedaNoch keine Bewertungen
- Pipeline DesignDokument278 SeitenPipeline Designbookslover1100% (1)
- 55-Offshore Wind Power BasicsDokument38 Seiten55-Offshore Wind Power BasicsYoyok SetyoNoch keine Bewertungen
- Disaster Management: (Unit-1)Dokument11 SeitenDisaster Management: (Unit-1)Milan Subhashchandra ShahNoch keine Bewertungen
- SOAL M2 B.ING-unlockedDokument12 SeitenSOAL M2 B.ING-unlockedhansNoch keine Bewertungen
- Green FootPrint of PuneDokument181 SeitenGreen FootPrint of PunePranati ReleNoch keine Bewertungen
- Presentation On Biodiversity Management, Forest Management, Water ManagementDokument30 SeitenPresentation On Biodiversity Management, Forest Management, Water ManagementPuneet JindalNoch keine Bewertungen
- Problem 12-4 Gas Cap ExpansionDokument2 SeitenProblem 12-4 Gas Cap Expansionmhuf89Noch keine Bewertungen
- IT Park DesignDokument53 SeitenIT Park DesignYashu YashuNoch keine Bewertungen
- Specifications, Test Methods and Codes For PE Piping SystemsDokument38 SeitenSpecifications, Test Methods and Codes For PE Piping Systemsrizviabbas2012Noch keine Bewertungen
- Week 4 Review Questions 2022Dokument13 SeitenWeek 4 Review Questions 2022Asfin HaqueNoch keine Bewertungen
- Dam Safety Review Check Sheet: Dam: D#: Date of DSR: Dam Owner: QP Engineer: Engineering Firm: Review EngineerDokument5 SeitenDam Safety Review Check Sheet: Dam: D#: Date of DSR: Dam Owner: QP Engineer: Engineering Firm: Review EngineerclfNoch keine Bewertungen
- CO2 For Industrial Refrigeration PZ000C102Dokument24 SeitenCO2 For Industrial Refrigeration PZ000C102thongtn2007Noch keine Bewertungen
- STP Visit Report FinalDokument13 SeitenSTP Visit Report FinalAbhijeet GawaiNoch keine Bewertungen
- Kit Insert KolesterolDokument7 SeitenKit Insert KolesterolArsita SetyaniNoch keine Bewertungen
- Determination of AffluxDokument2 SeitenDetermination of AffluxHegdeVenugopal100% (1)
- Đề Anh Kc Lần 2-2019 - Mã 210Dokument6 SeitenĐề Anh Kc Lần 2-2019 - Mã 210Thinh LeNoch keine Bewertungen
- Ce PPOMEDokument62 SeitenCe PPOMEkhaidirman otah gimaNoch keine Bewertungen
- Geb2 G - 25203.aDokument1 SeiteGeb2 G - 25203.amrmunirNoch keine Bewertungen
- Gas Reinjection: Workshop on"CDM Methodology Issues Related To Gas Flaring"Dokument29 SeitenGas Reinjection: Workshop on"CDM Methodology Issues Related To Gas Flaring"Waleed El-azabNoch keine Bewertungen