Das könnte Ihnen auch gefallen
- A 352 - A 352M - 03 Qtm1mi9bmzuytqDokument6 SeitenA 352 - A 352M - 03 Qtm1mi9bmzuytqPrakash MakadiaNoch keine Bewertungen
- ASTM A352 18aDokument7 SeitenASTM A352 18aKelly BatesNoch keine Bewertungen
- Sa 352Dokument8 SeitenSa 352Raju SkNoch keine Bewertungen
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceDokument7 SeitenSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceNuNoch keine Bewertungen
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceDokument7 SeitenSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature Serviceist93993Noch keine Bewertungen
- Sa 352Dokument8 SeitenSa 352ismaelarchilacastilloNoch keine Bewertungen
- Astm A 351 - Cast - Aust-Ferr PDFDokument5 SeitenAstm A 351 - Cast - Aust-Ferr PDFHerz MitchNoch keine Bewertungen
- Astm A351Dokument6 SeitenAstm A351Rahul SinghNoch keine Bewertungen
- ASTM A 351 - A 351M - 03 SS CastingsDokument5 SeitenASTM A 351 - A 351M - 03 SS CastingsSaravanan VaradarajanNoch keine Bewertungen
- A 395 - A 395M - 99 QTM5NS9BMZK1TQDokument8 SeitenA 395 - A 395M - 99 QTM5NS9BMZK1TQserkandmNoch keine Bewertungen
- Astm A758 PDFDokument4 SeitenAstm A758 PDFCristian OtivoNoch keine Bewertungen
- Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature ServiceDokument15 SeitenForged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature Servicecoronado777Noch keine Bewertungen
- A351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsDokument5 SeitenA351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsPhong ThanhNoch keine Bewertungen
- Castings, Austenitic, Austenitic-Ferritic (Duplex), For Pressure-Containing PartsDokument5 SeitenCastings, Austenitic, Austenitic-Ferritic (Duplex), For Pressure-Containing PartsElpidio ManansalaNoch keine Bewertungen
- A351a 351m 03 PDFDokument6 SeitenA351a 351m 03 PDFkannan vNoch keine Bewertungen
- A395x PDFDokument8 SeitenA395x PDFrohit kumarNoch keine Bewertungen
- Astm A352-A352m-06-1Dokument5 SeitenAstm A352-A352m-06-1Kishor JadhavNoch keine Bewertungen
- High Strength Steel Castings in Heavy Sections: Standard Specification ForDokument5 SeitenHigh Strength Steel Castings in Heavy Sections: Standard Specification ForagustinNoch keine Bewertungen
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDokument4 SeitenChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForHoem ITNoch keine Bewertungen
- Astm 182Dokument15 SeitenAstm 182DieguitoOmarMoralesNoch keine Bewertungen
- Castings, Iron-Nickel-Chromium and Nickel Alloys, Specially Controlled For Pressure Retaining Parts For Corrosive ServiceDokument6 SeitenCastings, Iron-Nickel-Chromium and Nickel Alloys, Specially Controlled For Pressure Retaining Parts For Corrosive ServiceOdyzeus PingolNoch keine Bewertungen
- Centrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceDokument4 SeitenCentrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceNur Achmad BusairiNoch keine Bewertungen
- Steel Castings Suitable For Pressure ServiceDokument6 SeitenSteel Castings Suitable For Pressure ServiceDarwin DarmawanNoch keine Bewertungen
- A401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon AlloyDokument4 SeitenA401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon Alloytjt4779Noch keine Bewertungen
- Astm A351 A351mDokument5 SeitenAstm A351 A351mOscar Franco MNoch keine Bewertungen
- Astm A351 2006Dokument5 SeitenAstm A351 2006Almas AthifNoch keine Bewertungen
- Astm A 351 - 05Dokument5 SeitenAstm A 351 - 05srihariNoch keine Bewertungen
- A131A131M Selv2204Dokument7 SeitenA131A131M Selv2204Carlos Eduardo Carvalho OliviNoch keine Bewertungen
- Astm A395-1999 (2018)Dokument8 SeitenAstm A395-1999 (2018)senthil selvarajNoch keine Bewertungen
- Castings, Nickel and Nickel Alloy: Standard Specification ForDokument7 SeitenCastings, Nickel and Nickel Alloy: Standard Specification ForRoland CepedaNoch keine Bewertungen
- Steel Wire, High-Carbon Spring, For Heat-Treated ComponentsDokument3 SeitenSteel Wire, High-Carbon Spring, For Heat-Treated ComponentsOMEGA CONSULTANTNoch keine Bewertungen
- ASTM A 487 (Impeller) PDFDokument6 SeitenASTM A 487 (Impeller) PDFnugrohowiwitNoch keine Bewertungen
- A320A320MDokument8 SeitenA320A320MJay GaneshNoch keine Bewertungen
- ASTM A320-A320M-05aDokument8 SeitenASTM A320-A320M-05aNadhiraNoch keine Bewertungen
- Automated Controlled Shot Peening of Metallic Articles Prior To Nickel, Autocatalytic Nickel, or Chromium Plating, or As Final FinishDokument9 SeitenAutomated Controlled Shot Peening of Metallic Articles Prior To Nickel, Autocatalytic Nickel, or Chromium Plating, or As Final FinishDanZel DanNoch keine Bewertungen
- A182A182MDokument15 SeitenA182A182MluigiNoch keine Bewertungen
- ASTM A356 A356M - 07 Steel CastingsDokument6 SeitenASTM A356 A356M - 07 Steel CastingsMacario LeyvaNoch keine Bewertungen
- Steel Castings Suitable For Pressure ServiceDokument6 SeitenSteel Castings Suitable For Pressure ServiceRafael CossolinoNoch keine Bewertungen
- Asme Section Ii A Sa-352 Sa-352m PDFDokument8 SeitenAsme Section Ii A Sa-352 Sa-352m PDFdavid perezNoch keine Bewertungen
- Astm A877.a877mDokument5 SeitenAstm A877.a877mOS Laboratory100% (1)
- Steel Wire, Oil-Tempered For Mechanical SpringsDokument1 SeiteSteel Wire, Oil-Tempered For Mechanical SpringsJunNoch keine Bewertungen
- Castings, Austenitic, For Pressure-Containing PartsDokument5 SeitenCastings, Austenitic, For Pressure-Containing PartsالGINIRAL FREE FIRENoch keine Bewertungen
- A0487 - A0487m-93r12 Esp de MaterialDokument6 SeitenA0487 - A0487m-93r12 Esp de MaterialIvan AlanizNoch keine Bewertungen
- Steel Wire, Oil-Tempered For Mechanical SpringsDokument4 SeitenSteel Wire, Oil-Tempered For Mechanical SpringsJerry BeanNoch keine Bewertungen
- A182A182M dhhs7377Dokument16 SeitenA182A182M dhhs7377Adriano MagalhãesNoch keine Bewertungen
- Sa 420Dokument10 SeitenSa 420Widya widyaNoch keine Bewertungen
- A 494 - A 494M - 01 QTQ5NC0Dokument7 SeitenA 494 - A 494M - 01 QTQ5NC0delta lab sangliNoch keine Bewertungen
- Castings, Nickel and Nickel Alloy: Standard Specification ForDokument6 SeitenCastings, Nickel and Nickel Alloy: Standard Specification ForRafael CossolinoNoch keine Bewertungen
- A351A351MDokument5 SeitenA351A351MWanderlan Rodrigues da SilvaNoch keine Bewertungen
- Astm 401 PDFDokument4 SeitenAstm 401 PDFJOSEPH REFUERZONoch keine Bewertungen
- Astm 401Dokument4 SeitenAstm 401JOSEPH REFUERZONoch keine Bewertungen
- Steel Castings Suitable For Pressure ServiceDokument6 SeitenSteel Castings Suitable For Pressure ServiceJerry BeanNoch keine Bewertungen
- Astm A320 PDFDokument9 SeitenAstm A320 PDFFerri AguswanNoch keine Bewertungen
- Astm A320Dokument8 SeitenAstm A320Marcos Aurelio Rangel GalvánNoch keine Bewertungen
- Astm A182-A182m-05Dokument17 SeitenAstm A182-A182m-05NadhiraNoch keine Bewertungen
- Sa 351Dokument7 SeitenSa 351Pavul RajNoch keine Bewertungen
- A 254 - A 254M - 12 PDFDokument4 SeitenA 254 - A 254M - 12 PDFأسامة وحيد الدين رمضانNoch keine Bewertungen
- ASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceDokument16 SeitenASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceKok WaiNoch keine Bewertungen
- Passive Corrosion Prevention For Flanges and Valves: Product InformationDokument3 SeitenPassive Corrosion Prevention For Flanges and Valves: Product InformationAnant RubadeNoch keine Bewertungen
- 2332 RotaryBrochure-ENrev00Dokument8 Seiten2332 RotaryBrochure-ENrev00Anant RubadeNoch keine Bewertungen
- Densoplast - Tape: Product InformationDokument2 SeitenDensoplast - Tape: Product InformationAnant RubadeNoch keine Bewertungen
- STD 174Dokument40 SeitenSTD 174Anant RubadeNoch keine Bewertungen
- Nace TM0177 PDFDokument36 SeitenNace TM0177 PDFAnant RubadeNoch keine Bewertungen
- APIA CoP Version 2 Chief Inspector Review Draft P - July 2012Dokument180 SeitenAPIA CoP Version 2 Chief Inspector Review Draft P - July 2012Anant RubadeNoch keine Bewertungen
- Drying & Cleanning SpecificationDokument5 SeitenDrying & Cleanning SpecificationAnant Rubade100% (1)
- Scanned With CamscannerDokument27 SeitenScanned With CamscannerAnant RubadeNoch keine Bewertungen
- WQT ProcedureDokument28 SeitenWQT ProcedureAnant Rubade100% (1)
- IOCL Pump LocatorDokument3 SeitenIOCL Pump LocatorAnant Rubade50% (2)
- Painting SpeciationDokument27 SeitenPainting SpeciationAnant RubadeNoch keine Bewertungen
- September 18, 2000 01:10:10 Information Handling Services, 2000Dokument8 SeitenSeptember 18, 2000 01:10:10 Information Handling Services, 2000Anant RubadeNoch keine Bewertungen
- General Guidelines For Squeezing Off Polyethylene Pipe in Water, Oil and Gas ApplicationsDokument7 SeitenGeneral Guidelines For Squeezing Off Polyethylene Pipe in Water, Oil and Gas ApplicationsAnant RubadeNoch keine Bewertungen
- PSG Teflon PtfeDokument1 SeitePSG Teflon PtfeKanagala Raj ChowdaryNoch keine Bewertungen
- PDS Na GTS80 PDFDokument2 SeitenPDS Na GTS80 PDFAnant RubadeNoch keine Bewertungen
- PDS Na Eprim R1 PDFDokument2 SeitenPDS Na Eprim R1 PDFAnant RubadeNoch keine Bewertungen
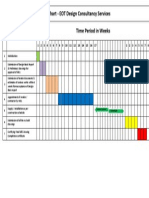
- Bar ChartDokument1 SeiteBar ChartAnant RubadeNoch keine Bewertungen
- Iso 19229 2019Dokument10 SeitenIso 19229 2019laythNoch keine Bewertungen
- Rare Earth Elements in CoalDokument4 SeitenRare Earth Elements in CoalPepitoNoch keine Bewertungen
- Ionic EquilibriumDokument4 SeitenIonic EquilibriumFu HongNoch keine Bewertungen
- TM 1-1520-237-10 CH2-1Dokument784 SeitenTM 1-1520-237-10 CH2-1willy90309Noch keine Bewertungen
- Prelab No. 1 - Determination-of-Noise-Level-Using-Sound-Level-Meter-Final - Group No. 7Dokument2 SeitenPrelab No. 1 - Determination-of-Noise-Level-Using-Sound-Level-Meter-Final - Group No. 7louryNoch keine Bewertungen
- Chapter 3.1 - CoagulationDokument51 SeitenChapter 3.1 - CoagulationHanif NifNoch keine Bewertungen
- Abn Abwa 8s eDokument8 SeitenAbn Abwa 8s efrancis eugenioNoch keine Bewertungen
- ECOSIADokument8 SeitenECOSIAaliosk8799Noch keine Bewertungen
- JPSP0123 Source FileDokument23 SeitenJPSP0123 Source FileYusuf AndrianaNoch keine Bewertungen
- TDS Mil-Prf-23377 PPGDokument6 SeitenTDS Mil-Prf-23377 PPGCarlos Alberto Rozo R.Noch keine Bewertungen
- SSRN Id4492574Dokument16 SeitenSSRN Id4492574Sai KrishnaNoch keine Bewertungen
- Certify Sulfur and Monitor Critical Elements at Sub-Ppm LevelsDokument6 SeitenCertify Sulfur and Monitor Critical Elements at Sub-Ppm LevelsMiguelNoch keine Bewertungen
- Chemical Resistance Guide For Valves: Val-Matic Valve and Manufacturing CorpDokument13 SeitenChemical Resistance Guide For Valves: Val-Matic Valve and Manufacturing CorpEdinsonNoch keine Bewertungen
- Dhulian FinalDokument50 SeitenDhulian FinalShams Sardar100% (1)
- Unit 3 EM MCQDokument21 SeitenUnit 3 EM MCQPratik WakchoureNoch keine Bewertungen
- Hydrogen Fracturing Process Section 6Dokument8 SeitenHydrogen Fracturing Process Section 6BillNoch keine Bewertungen
- BC Prescription Regulation TableDokument2 SeitenBC Prescription Regulation TableJuliaNoch keine Bewertungen
- DNV-RP-O501 Erosive Wear in Piping SystemsDokument43 SeitenDNV-RP-O501 Erosive Wear in Piping SystemsTroyNoch keine Bewertungen
- Thin Layer ChromatographyDokument497 SeitenThin Layer ChromatographyFrancimauroNoch keine Bewertungen
- Bruice Organic Chemistry 6eDokument26 SeitenBruice Organic Chemistry 6esdfasf asdasdasd100% (1)
- Scaled Up Process DirectlyDokument8 SeitenScaled Up Process DirectlyAnonymous 1XHScfCINoch keine Bewertungen
- Fluidized-Bed Reactors - Kuralay TilegenDokument16 SeitenFluidized-Bed Reactors - Kuralay TilegenKuralay TilegenNoch keine Bewertungen
- Compression Lab ReportDokument8 SeitenCompression Lab ReportfatinzalilaNoch keine Bewertungen
- Growing and Feeding Lucerne: Key MessagesDokument20 SeitenGrowing and Feeding Lucerne: Key MessagesMike MurefuNoch keine Bewertungen
- Module 2 Occupational Safety - Cont Firesafety - NoDokument34 SeitenModule 2 Occupational Safety - Cont Firesafety - Noangeh morilloNoch keine Bewertungen
- Science6 - Q1-WK-3 FOR STUDENTDokument18 SeitenScience6 - Q1-WK-3 FOR STUDENTMaricar Escarsa Villanueva-MinoyNoch keine Bewertungen
- MCAT Topic Focus Biology Electrophoresis and Blotting FSQ DrillDokument1 SeiteMCAT Topic Focus Biology Electrophoresis and Blotting FSQ DrillAnjalie GulatiNoch keine Bewertungen
- 2007 - Huber Et Al. - Synergies Between Bio and Oil Refineries For The Production of Fuels From Biomass PDFDokument18 Seiten2007 - Huber Et Al. - Synergies Between Bio and Oil Refineries For The Production of Fuels From Biomass PDFMayank KumarNoch keine Bewertungen
- Carbon & It's Compounds (X)Dokument27 SeitenCarbon & It's Compounds (X)Pakhi MauryaNoch keine Bewertungen
- Exercises: Sections 10.3, 10.4: The Gas Laws The Ideal-Gas EquationDokument6 SeitenExercises: Sections 10.3, 10.4: The Gas Laws The Ideal-Gas EquationPcd MickeyNoch keine Bewertungen