Das könnte Ihnen auch gefallen
- Astm F 519-97 E98Dokument12 SeitenAstm F 519-97 E98JORGE ARTURO TORIBIO HUERTA100% (1)
- Asme Section II A Sa-179 Sa-179mDokument4 SeitenAsme Section II A Sa-179 Sa-179mAnonymous GhPzn1xNoch keine Bewertungen
- MBA 101 Management Concepts & Applications-ImpDokument95 SeitenMBA 101 Management Concepts & Applications-ImpMahendra Patil100% (1)
- Astm A216Dokument3 SeitenAstm A216Ruth Sarai YañezNoch keine Bewertungen
- Material Data Sheet en Aw 6082 Almgsi1Dokument1 SeiteMaterial Data Sheet en Aw 6082 Almgsi1pankajrs.mechengineer4502Noch keine Bewertungen
- Maleable Cast IronsDokument0 SeitenMaleable Cast IronsGilang Miky Pratama AlwianNoch keine Bewertungen
- Standard Specification For: Designation: B574 17Dokument6 SeitenStandard Specification For: Designation: B574 17raulNoch keine Bewertungen
- Din en 1172 e 2010-07Dokument16 SeitenDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- Sa 420Dokument10 SeitenSa 420Widya widyaNoch keine Bewertungen
- PED 2014-68-EU Guidelines EN v4Dokument235 SeitenPED 2014-68-EU Guidelines EN v4Nav TalukdarNoch keine Bewertungen
- JIS G 3508-2 には,次に示す附属書がある。Dokument12 SeitenJIS G 3508-2 には,次に示す附属書がある。tsengccNoch keine Bewertungen
- Astm A409 A409m 2001Dokument6 SeitenAstm A409 A409m 2001Roland CepedaNoch keine Bewertungen
- Astm A 668 A668m 2013 PDFDokument10 SeitenAstm A 668 A668m 2013 PDFCarlos GuerraNoch keine Bewertungen
- SB - 622 PDFDokument10 SeitenSB - 622 PDFSamir ChaudharyNoch keine Bewertungen
- Sa 351Dokument6 SeitenSa 351Anil0% (1)
- Astm B446Dokument5 SeitenAstm B446MaxNoch keine Bewertungen
- 3455 1971 Reff2020Dokument17 Seiten3455 1971 Reff2020Ashish DubeyNoch keine Bewertungen
- En1564-1 2017Dokument4 SeitenEn1564-1 2017Dan PopaNoch keine Bewertungen
- K91.11 Soft Seated Ball Valve, Fully Welded or Threaded BodyDokument4 SeitenK91.11 Soft Seated Ball Valve, Fully Welded or Threaded BodyadrianioantomaNoch keine Bewertungen
- Data Sheet Material 2.4819Dokument3 SeitenData Sheet Material 2.4819BoberNoch keine Bewertungen
- Astm B265-15Dokument12 SeitenAstm B265-15Jeremy AmarNoch keine Bewertungen
- Astm G28-22Dokument7 SeitenAstm G28-22kavinNoch keine Bewertungen
- Spe 76-222 Dec 2012Dokument10 SeitenSpe 76-222 Dec 2012akashdruva892Noch keine Bewertungen
- Specification For Seamless Red Brass Pipe, Standard SizesDokument8 SeitenSpecification For Seamless Red Brass Pipe, Standard SizesVCNoch keine Bewertungen
- Carbon and Low-Alloy Steel Forgings, Requiring Notch Toughness Testing For Piping ComponentsDokument10 SeitenCarbon and Low-Alloy Steel Forgings, Requiring Notch Toughness Testing For Piping ComponentsTim SharpNoch keine Bewertungen
- Equivalent MaterialDokument1 SeiteEquivalent MaterialRajput PratiksinghNoch keine Bewertungen
- Sample Qap For NpcilDokument2 SeitenSample Qap For NpcilSuKHjiT SiNGhNoch keine Bewertungen
- En 764-4-2002Dokument44 SeitenEn 764-4-2002Marija IvanovskaNoch keine Bewertungen
- Astm A420-A420m 2010Dokument6 SeitenAstm A420-A420m 2010Lucas IglesiasNoch keine Bewertungen
- Editorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDokument10 SeitenEditorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDarwin DarmawanNoch keine Bewertungen
- 1 7335Dokument5 Seiten1 7335stamatsNoch keine Bewertungen
- Sa 325 PDFDokument12 SeitenSa 325 PDFMo'men Abu-SmaihaNoch keine Bewertungen
- TRD 301 Annex 1 Design PDFDokument14 SeitenTRD 301 Annex 1 Design PDFarjun prajapatiNoch keine Bewertungen
- Asme Section Ii A-2 Sa-592 Sa-592m PDFDokument4 SeitenAsme Section Ii A-2 Sa-592 Sa-592m PDFAnonymous GhPzn1xNoch keine Bewertungen
- Afnor 28 CDV 5-08 SteelDokument1 SeiteAfnor 28 CDV 5-08 SteelMagoroku D. YudhoNoch keine Bewertungen
- BS 1503-1989Dokument35 SeitenBS 1503-1989Олег Соловьев100% (1)
- A276a276m 2023Dokument8 SeitenA276a276m 20237620383tlNoch keine Bewertungen
- B444 16e1Dokument4 SeitenB444 16e1Dam VoNoch keine Bewertungen
- Astm A 450Dokument10 SeitenAstm A 450Telmo VianaNoch keine Bewertungen
- 1.4404 enDokument5 Seiten1.4404 enyraju88Noch keine Bewertungen
- B 21 - B 21M - 14Dokument8 SeitenB 21 - B 21M - 14Ahmed BilalNoch keine Bewertungen
- Astm A423 A423m-95Dokument3 SeitenAstm A423 A423m-95FeteneNoch keine Bewertungen
- Face-To-Face Valve Dimensions - EN-558-1: DN Basic SeriessDokument3 SeitenFace-To-Face Valve Dimensions - EN-558-1: DN Basic Seriessdona_001Noch keine Bewertungen
- Nema Li 1Dokument4 SeitenNema Li 1usamafalakNoch keine Bewertungen
- EN10034 Beams Rolling TolerancesDokument2 SeitenEN10034 Beams Rolling Tolerancesrameshdatta100% (1)
- International Standard: Stainless Steels For Springs - WireDokument8 SeitenInternational Standard: Stainless Steels For Springs - WireAfzal ImamNoch keine Bewertungen
- Flange - Long Weld Neck, ANSI Class 600, ASME B16.5, 1 - 16 - Raised Face (In)Dokument2 SeitenFlange - Long Weld Neck, ANSI Class 600, ASME B16.5, 1 - 16 - Raised Face (In)Magin Idelfonso TorreblancaNoch keine Bewertungen
- Nfa 49 310 Grade Tu 52 B Tubes PDFDokument1 SeiteNfa 49 310 Grade Tu 52 B Tubes PDFMitul MehtaNoch keine Bewertungen
- Asme Sec II Part B 2017Dokument1 SeiteAsme Sec II Part B 2017Lipika Gayen0% (1)
- Asme Section Ii A Sa-179 Sa-179m PDFDokument4 SeitenAsme Section Ii A Sa-179 Sa-179m PDFHyunjong MoonNoch keine Bewertungen
- 219-Asme-Sec-Ii-B-Sb-211 Alu AlloyDokument14 Seiten219-Asme-Sec-Ii-B-Sb-211 Alu AlloyGRIPHOLD Engineering ServicesNoch keine Bewertungen
- 14H, 22H DetailsDokument1 Seite14H, 22H DetailsmshNoch keine Bewertungen
- 2019 Section I ChangesDokument57 Seiten2019 Section I ChangesDonChincheNoch keine Bewertungen
- Implications of NORSOK M-650 Standard in The OffshoreDokument27 SeitenImplications of NORSOK M-650 Standard in The OffshoreJoherNoch keine Bewertungen
- Astm B111Dokument9 SeitenAstm B111mmlingNoch keine Bewertungen
- Impact AR500 PlateDokument2 SeitenImpact AR500 PlateMario Diez100% (1)
- E1009Dokument4 SeitenE1009sumedh11septNoch keine Bewertungen
- A 874 - A 874M - 98 - Qtg3nc9bodc0tqDokument3 SeitenA 874 - A 874M - 98 - Qtg3nc9bodc0tqQaisir MehmoodNoch keine Bewertungen
- Carbon and Alloy Steel Forgings For Magnetic Retaining Rings For Turbine GeneratorsDokument2 SeitenCarbon and Alloy Steel Forgings For Magnetic Retaining Rings For Turbine GeneratorsJesus VelizNoch keine Bewertungen
- A 571Dokument5 SeitenA 571aniketNoch keine Bewertungen
- Austenitic Ductile Iron Castings For Pressure-Containing Parts Suitable For Low-Temperature ServiceDokument5 SeitenAustenitic Ductile Iron Castings For Pressure-Containing Parts Suitable For Low-Temperature ServiceHoem ITNoch keine Bewertungen
- 25NB BALL VALVE BODY CS-ModelDokument1 Seite25NB BALL VALVE BODY CS-ModelMahendra PatilNoch keine Bewertungen
- Comfirmation LetterDokument1 SeiteComfirmation LetterMahendra PatilNoch keine Bewertungen
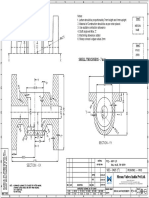
- 40NB SDNR Valve BonnetDokument1 Seite40NB SDNR Valve BonnetMahendra PatilNoch keine Bewertungen
- Itr-V: Indian Income Tax Return Verification FormDokument1 SeiteItr-V: Indian Income Tax Return Verification FormMahendra PatilNoch keine Bewertungen
- Subject: Appointment LetterDokument3 SeitenSubject: Appointment LetterMahendra PatilNoch keine Bewertungen
- Sub: Intercompany Transfer Acceptance LetterDokument1 SeiteSub: Intercompany Transfer Acceptance LetterMahendra PatilNoch keine Bewertungen
- SSFPL Forgings Profile CurrentDokument16 SeitenSSFPL Forgings Profile CurrentMahendra PatilNoch keine Bewertungen
- Indian Income Tax Return Acknowledgement: Do Not Send This Acknowledgement To CPC, BengaluruDokument1 SeiteIndian Income Tax Return Acknowledgement: Do Not Send This Acknowledgement To CPC, BengaluruMahendra PatilNoch keine Bewertungen
- Received With Thanks ' 17,502.14 Through Payment Gateway Over The Internet FromDokument1 SeiteReceived With Thanks ' 17,502.14 Through Payment Gateway Over The Internet FromMahendra PatilNoch keine Bewertungen
- Shri Samarth Forgings PVT LTD: Sr. No. Drawing No. Stage Description Qty. Bill of MaterialDokument1 SeiteShri Samarth Forgings PVT LTD: Sr. No. Drawing No. Stage Description Qty. Bill of MaterialMahendra PatilNoch keine Bewertungen
- Mahendra Patil AckDokument6 SeitenMahendra Patil AckMahendra PatilNoch keine Bewertungen
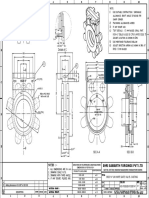
- KGV 4 Uch Gate FinishDokument1 SeiteKGV 4 Uch Gate FinishMahendra PatilNoch keine Bewertungen
- Details of C: Shri Samarth Forgings PVT LTDDokument1 SeiteDetails of C: Shri Samarth Forgings PVT LTDMahendra PatilNoch keine Bewertungen
- Forged Steel Gate Valve CalculationsDokument20 SeitenForged Steel Gate Valve CalculationsMahendra PatilNoch keine Bewertungen
- Shri Samarth Forgings PVT LTD: Purchase OrderDokument13 SeitenShri Samarth Forgings PVT LTD: Purchase OrderMahendra PatilNoch keine Bewertungen
- Documents - Pub Knife Gate ValveDokument67 SeitenDocuments - Pub Knife Gate ValveMahendra PatilNoch keine Bewertungen
- RACK & PINION - LowDokument16 SeitenRACK & PINION - LowMahendra PatilNoch keine Bewertungen
- International Standard: Qingdao Casting Quality Industrial Co., LTDDokument11 SeitenInternational Standard: Qingdao Casting Quality Industrial Co., LTDMahendra PatilNoch keine Bewertungen
- TSC Fire Guide (Web) PDFDokument52 SeitenTSC Fire Guide (Web) PDFJillF.RussellNoch keine Bewertungen
- Types of Furnaces Used in CastingDokument29 SeitenTypes of Furnaces Used in CastingMurali100% (1)
- Final Review PDFDokument10 SeitenFinal Review PDFKatheeja MusatheekNoch keine Bewertungen
- Dust Reaction Model in Waste Heat Boiler of Copper Smelting: August 2019Dokument12 SeitenDust Reaction Model in Waste Heat Boiler of Copper Smelting: August 2019vinayakbunNoch keine Bewertungen
- Engineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 6) Precommission Cleaning and PassivationDokument14 SeitenEngineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 6) Precommission Cleaning and Passivationcvg ertdNoch keine Bewertungen
- Chapter 6 - Closed LoopsDokument26 SeitenChapter 6 - Closed LoopsShamnoor Arefin RatulNoch keine Bewertungen
- Cast Iron OxidationDokument8 SeitenCast Iron OxidationRamon BrownNoch keine Bewertungen
- Topic 13 Transition Element ExeciseDokument7 SeitenTopic 13 Transition Element Execise复融陈Noch keine Bewertungen
- NUTRITION ACROSS THE LIFESPAN StudentsDokument32 SeitenNUTRITION ACROSS THE LIFESPAN StudentsDon Maur ValeteNoch keine Bewertungen
- Electrocoagulation of Wastewater Using Aluminum, Iron, and MagnesiumDokument7 SeitenElectrocoagulation of Wastewater Using Aluminum, Iron, and MagnesiumPraveen KumarNoch keine Bewertungen
- B073 PDFDokument52 SeitenB073 PDFbetadecayNoch keine Bewertungen
- Degradation Features of Pesticides A Review On (Metallo) Porphyrin-Mediated Catalytic ProcessesDokument20 SeitenDegradation Features of Pesticides A Review On (Metallo) Porphyrin-Mediated Catalytic ProcessesIasmin ResendeNoch keine Bewertungen
- Lirik Lagu Anak Bahasa Inggris London Bridge Is Falling DownDokument6 SeitenLirik Lagu Anak Bahasa Inggris London Bridge Is Falling DownMar'atus SholihahNoch keine Bewertungen
- Physics 10262 - Chapter 2 - Homework: Kev HG E Kev PB E Ev Z EDokument5 SeitenPhysics 10262 - Chapter 2 - Homework: Kev HG E Kev PB E Ev Z ELalón Gitud De OndaNoch keine Bewertungen
- GD0520 00 - Iron Cromazurol - 0Dokument2 SeitenGD0520 00 - Iron Cromazurol - 0Abdalrhman FarajNoch keine Bewertungen
- Ppchem 05 2011 3Dokument8 SeitenPpchem 05 2011 3abdoelandhakimNoch keine Bewertungen
- Ting 5. Pep. Percubaan Tahun 2018 Skema Kimia 3: Question 1 / Soalan 1 Answers / Jawapan MarksDokument12 SeitenTing 5. Pep. Percubaan Tahun 2018 Skema Kimia 3: Question 1 / Soalan 1 Answers / Jawapan MarksAnonymous tvI6PDN9Noch keine Bewertungen
- Doc316 53 01457Dokument6 SeitenDoc316 53 01457James DeanNoch keine Bewertungen
- DAIA GPW CatalogDokument29 SeitenDAIA GPW CatalogmitnathNoch keine Bewertungen
- (AGRIPA, DARYLL A. DDM1) Balancing - and - Prediction - Products - For - Chemical - ReactionsDokument7 Seiten(AGRIPA, DARYLL A. DDM1) Balancing - and - Prediction - Products - For - Chemical - ReactionsDaryll AgripaNoch keine Bewertungen
- INDEX: Contents of The ReportDokument34 SeitenINDEX: Contents of The Reportrahul rayNoch keine Bewertungen
- 10 Maths NcertSolutions Chapter 2 3Dokument12 Seiten10 Maths NcertSolutions Chapter 2 3Don AliNoch keine Bewertungen
- Magnetite and Hematite Iron Ore Supply Contract Available For ProcurementDokument3 SeitenMagnetite and Hematite Iron Ore Supply Contract Available For ProcurementRoger K. OlssonNoch keine Bewertungen
- Worksheet 1.1A: Plant Cell Structure and FunctionDokument38 SeitenWorksheet 1.1A: Plant Cell Structure and FunctionLyaz Antony100% (5)
- Passive Layer (EDTA Cleaning)Dokument7 SeitenPassive Layer (EDTA Cleaning)coincoin1Noch keine Bewertungen
- Screenshot 2023-12-04 at 11.34.01 AMDokument53 SeitenScreenshot 2023-12-04 at 11.34.01 AMLy SokheuNoch keine Bewertungen
- ASME P NumbersDokument2 SeitenASME P Numbersprad_21adNoch keine Bewertungen
- Norton Abrasive Solutions-Steel IndustryDokument52 SeitenNorton Abrasive Solutions-Steel IndustryJItesh PAtilNoch keine Bewertungen
- Iron ProductionDokument7 SeitenIron ProductionVij_78Noch keine Bewertungen
- Umesh Rajshirke Material Properties and Their Design Value PDFDokument53 SeitenUmesh Rajshirke Material Properties and Their Design Value PDFVarun VermaNoch keine Bewertungen