Das könnte Ihnen auch gefallen
- Mem671 Case Study March 2023Dokument11 SeitenMem671 Case Study March 2023AIMAN ASYRAAF BIN ROSLANNoch keine Bewertungen
- Guide To BondingDokument46 SeitenGuide To Bondingbotan_mihaiNoch keine Bewertungen
- BindersDokument4 SeitenBindersSariyyaHeydarovaNoch keine Bewertungen
- Silicone Technical TextilesDokument39 SeitenSilicone Technical TextilesRahul Oza100% (4)
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDokument31 SeitenCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterNoch keine Bewertungen
- Solid State Shear ExtrusionDokument2 SeitenSolid State Shear ExtrusionPey ManNoch keine Bewertungen
- Methods of Shape Forming Ceramic Powders (SubsTech)Dokument6 SeitenMethods of Shape Forming Ceramic Powders (SubsTech)Ir AyenNoch keine Bewertungen
- Lexan Process Guide PDFDokument18 SeitenLexan Process Guide PDFwantamanual100% (1)
- PlasticDokument48 SeitenPlasticRaihanHaronNoch keine Bewertungen
- Green Textile Processing PDFDokument11 SeitenGreen Textile Processing PDFGizele RaoNoch keine Bewertungen
- Calendering PresentationDokument10 SeitenCalendering PresentationCarol RichiNoch keine Bewertungen
- PP Cast FilmDokument4 SeitenPP Cast FilmMiguel MarujoNoch keine Bewertungen
- Compression MouldingDokument15 SeitenCompression MouldingVivek RainaNoch keine Bewertungen
- Standard Test Method For Tear Strength of Conventional Vulcanized Rubber and Thermoplastic ElastomersDokument9 SeitenStandard Test Method For Tear Strength of Conventional Vulcanized Rubber and Thermoplastic ElastomersAnish Kumar100% (1)
- POlymer CompoundingDokument3 SeitenPOlymer CompoundingSourav SutradharNoch keine Bewertungen
- Plastic Film: Film StripDokument16 SeitenPlastic Film: Film StrippraveenNoch keine Bewertungen
- 2 1 ExtrusionDokument69 Seiten2 1 ExtrusionSingh Anuj0% (1)
- Casting MethodDokument15 SeitenCasting MethodGabriela Maira Sanches VolpiNoch keine Bewertungen
- Abs & SanDokument9 SeitenAbs & SanSdkmega HhNoch keine Bewertungen
- Processing The DentureDokument8 SeitenProcessing The DentureMody ShaheenNoch keine Bewertungen
- Lamination: - Bhupendra SinghDokument37 SeitenLamination: - Bhupendra SinghSachin Kothari100% (1)
- MachenicalDokument45 SeitenMachenicalNaveesh GuptaNoch keine Bewertungen
- Ethylene Polymers, LLDPEDokument42 SeitenEthylene Polymers, LLDPEflsaucedo100% (2)
- Calendering ProcessDokument37 SeitenCalendering ProcessShubham ChaudharyNoch keine Bewertungen
- PolypropyleneDokument12 SeitenPolypropyleneTal PeraltaNoch keine Bewertungen
- 73fc3013fec43c9 - Ek Bond Energy and ImpactorDokument4 Seiten73fc3013fec43c9 - Ek Bond Energy and ImpactorKallol MahalanabisNoch keine Bewertungen
- Fibre GlassDokument7 SeitenFibre GlassFirly Rajabi SoeratinoyoNoch keine Bewertungen
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentVon EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentNoch keine Bewertungen
- Extrusion Coating SubstratesDokument17 SeitenExtrusion Coating SubstratescehigueraNoch keine Bewertungen
- 11 ExtrusionDokument60 Seiten11 Extrusionsuhas deshpande100% (15)
- RubberDokument55 SeitenRubberAleem AhmedNoch keine Bewertungen
- SpandexDokument1 SeiteSpandexNavnath PingaleNoch keine Bewertungen
- Polymeric MaterialsDokument79 SeitenPolymeric Materialsamor20006Noch keine Bewertungen
- Report About Blown Film Extrusion ProducDokument72 SeitenReport About Blown Film Extrusion ProducDang Thi Ngoc Lieu100% (1)
- Unit 1Dokument22 SeitenUnit 1ShyamalaNoch keine Bewertungen
- PolymerFoamsLecture2 2015Dokument26 SeitenPolymerFoamsLecture2 2015JonathanDianNoch keine Bewertungen
- Rubber Industries (Handouts)Dokument18 SeitenRubber Industries (Handouts)daabgchi100% (1)
- Characteristics of ThermoplasticsDokument4 SeitenCharacteristics of Thermoplasticsedysson10% (1)
- Binders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsDokument13 SeitenBinders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsPranav KumarNoch keine Bewertungen
- 3 ExtrusionDokument130 Seiten3 ExtrusionashwinNoch keine Bewertungen
- Mathematical Modeling and Manufacturing of Hdpe/pp Bricks Using Different Fillers by Continuous Extrusion ProcessDokument65 SeitenMathematical Modeling and Manufacturing of Hdpe/pp Bricks Using Different Fillers by Continuous Extrusion ProcessEkta ChaturvediNoch keine Bewertungen
- Fertilizer Packaging BagsDokument11 SeitenFertilizer Packaging BagsVidushi ShuklaNoch keine Bewertungen
- De AssignmentDokument9 SeitenDe AssignmentManish MohapatraNoch keine Bewertungen
- 01Dokument53 Seiten01Kaliya PerumalNoch keine Bewertungen
- Chemical AdditivesDokument14 SeitenChemical AdditivesmichaelNoch keine Bewertungen
- A Training Report ON Meter & Shrinkage Variation From Grey To Finish AT Anubha Industries Private LimitedDokument34 SeitenA Training Report ON Meter & Shrinkage Variation From Grey To Finish AT Anubha Industries Private LimitedSK AzaharuddinNoch keine Bewertungen
- POY Spinning of Polyester - New Technologies To Improve ProductivityDokument8 SeitenPOY Spinning of Polyester - New Technologies To Improve ProductivitySteve Jenkins100% (1)
- Polymeric Materials CompleteDokument49 SeitenPolymeric Materials CompleteZeeshan ManzoorNoch keine Bewertungen
- Extrusion Coating 6664Dokument61 SeitenExtrusion Coating 6664An Phạm100% (1)
- Finishes To Improve Colour FastnessDokument13 SeitenFinishes To Improve Colour FastnessMuthukumaar GanapathisamyNoch keine Bewertungen
- Reactive ExtrusionDokument23 SeitenReactive ExtrusionDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Polymer Processing HandoutDokument68 SeitenPolymer Processing HandoutibraheemNoch keine Bewertungen
- Lamination Vs CoatingDokument7 SeitenLamination Vs CoatingJscribd100% (1)
- Fabrication of Ultra Ne Powder From Eri Silk Through Attritor and Jet MillingDokument9 SeitenFabrication of Ultra Ne Powder From Eri Silk Through Attritor and Jet Millingduverney.gaviria100% (1)
- Issue #9 Printing and Graphics Science Group NewsletterVon EverandIssue #9 Printing and Graphics Science Group NewsletterNoch keine Bewertungen
- Handbook of Vinyl FormulatingVon EverandHandbook of Vinyl FormulatingRichard F GrossmanBewertung: 3 von 5 Sternen3/5 (1)
- Polymer Blends and Composites: Chemistry and TechnologyVon EverandPolymer Blends and Composites: Chemistry and TechnologyNoch keine Bewertungen
- Labview - 6 10 2023Dokument14 SeitenLabview - 6 10 2023Nanang Roni WibowoNoch keine Bewertungen
- HC900 Control Designer SW Man 51 52 25 110r15 2013 09Dokument306 SeitenHC900 Control Designer SW Man 51 52 25 110r15 2013 09Nanang Roni WibowoNoch keine Bewertungen
- Introduction To LabVIEW - 1Dokument55 SeitenIntroduction To LabVIEW - 1Nanang Roni WibowoNoch keine Bewertungen
- STM32MCU Step-By-StepDokument37 SeitenSTM32MCU Step-By-StepNanang Roni WibowoNoch keine Bewertungen
- Controledge Hc900 - Version 7.2: 1 Software OverviewDokument8 SeitenControledge Hc900 - Version 7.2: 1 Software OverviewNanang Roni WibowoNoch keine Bewertungen
- Omnet++ and Mosaik: Enabling Simulation of Smart Grid CommunicationsDokument5 SeitenOmnet++ and Mosaik: Enabling Simulation of Smart Grid CommunicationsNanang Roni WibowoNoch keine Bewertungen
- STM32MCU BasicsDokument16 SeitenSTM32MCU BasicsNanang Roni WibowoNoch keine Bewertungen
- Tutorial Software Hmi Honeywell HCiXDokument107 SeitenTutorial Software Hmi Honeywell HCiXNanang Roni WibowoNoch keine Bewertungen
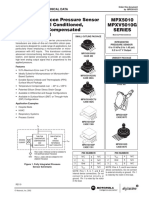
- MPX5010Dokument24 SeitenMPX5010abdullahnisar92Noch keine Bewertungen
- MPX5010DP Freescale SemiconductorDokument16 SeitenMPX5010DP Freescale SemiconductorNanang Roni WibowoNoch keine Bewertungen
- Industrial VFD Codes by SimensDokument4 SeitenIndustrial VFD Codes by SimensSanthosh RasaNoch keine Bewertungen
- MPX5010DP Freescale SemiconductorDokument16 SeitenMPX5010DP Freescale SemiconductorNanang Roni WibowoNoch keine Bewertungen
- Operation Manual: Cam PositionerDokument138 SeitenOperation Manual: Cam PositionerNanang Roni WibowoNoch keine Bewertungen
- Operation Manual: Cam PositionerDokument138 SeitenOperation Manual: Cam PositionerNanang Roni WibowoNoch keine Bewertungen
- Hcf4069u PDFDokument11 SeitenHcf4069u PDFNanang Roni WibowoNoch keine Bewertungen
- Manual English PDFDokument58 SeitenManual English PDFJean Michael Gomez B.Noch keine Bewertungen
- Slide 03Dokument50 SeitenSlide 03Nanang Roni WibowoNoch keine Bewertungen
- Manual English PDFDokument58 SeitenManual English PDFJean Michael Gomez B.Noch keine Bewertungen
- Manual English PDFDokument58 SeitenManual English PDFJean Michael Gomez B.Noch keine Bewertungen
- Pengenalan Praktis Timbangan ChronosDokument21 SeitenPengenalan Praktis Timbangan ChronosNanang Roni WibowoNoch keine Bewertungen
- SEMIKRON DataSheet SKiiP 11AC126V1 25230030 PDFDokument4 SeitenSEMIKRON DataSheet SKiiP 11AC126V1 25230030 PDFNanang Roni WibowoNoch keine Bewertungen
- Energies 11 00026Dokument16 SeitenEnergies 11 00026Nanang Roni WibowoNoch keine Bewertungen
- FluidLab-PA CWS 3 0 Manual enDokument82 SeitenFluidLab-PA CWS 3 0 Manual enarthur_maqmoveisNoch keine Bewertungen
- Handbook For Process Plant Project Engineers by Peter WatermeyerDokument344 SeitenHandbook For Process Plant Project Engineers by Peter Watermeyeramoy23Noch keine Bewertungen
- stm32 Education Step2Dokument11 Seitenstm32 Education Step2Nanang Roni WibowoNoch keine Bewertungen
- Intro To LV in 3 Hours For Control and Sim 8 - 5 Updated ExercisesDokument90 SeitenIntro To LV in 3 Hours For Control and Sim 8 - 5 Updated ExerciseslizxcanoNoch keine Bewertungen
- Fundamentals of Automation TechnologyDokument106 SeitenFundamentals of Automation Technologyoak2147100% (2)
- Modern Control Systems: Authors and OrganizationDokument4 SeitenModern Control Systems: Authors and OrganizationNanang Roni WibowoNoch keine Bewertungen
- All About Batteries PDFDokument13 SeitenAll About Batteries PDFabhi_cat16Noch keine Bewertungen
- Watershed Conservation of Benguet VisDokument2 SeitenWatershed Conservation of Benguet VisInnah Agito-RamosNoch keine Bewertungen
- OOPS KnowledgeDokument47 SeitenOOPS KnowledgeLakshmanNoch keine Bewertungen
- Tree Based Machine Learning Algorithms Decision Trees Random Forests and Boosting B0756FGJCPDokument109 SeitenTree Based Machine Learning Algorithms Decision Trees Random Forests and Boosting B0756FGJCPJulio Davalos Vasquez100% (1)
- BS 07533-3-1997Dokument21 SeitenBS 07533-3-1997Ali RayyaNoch keine Bewertungen
- Catálogo StaubliDokument8 SeitenCatálogo StaubliJackson BravosNoch keine Bewertungen
- Group 2 - BSCE1 3 - Formal Lab Report#6 - CET 0122.1 11 2Dokument5 SeitenGroup 2 - BSCE1 3 - Formal Lab Report#6 - CET 0122.1 11 2John Eazer FranciscoNoch keine Bewertungen
- Electromechani Cal System: Chapter 2: Motor Control ComponentsDokument35 SeitenElectromechani Cal System: Chapter 2: Motor Control ComponentsReynalene PanaliganNoch keine Bewertungen
- Social Science PedagogyDokument4 SeitenSocial Science PedagogyrajendraNoch keine Bewertungen
- Evolution DBQDokument4 SeitenEvolution DBQCharles JordanNoch keine Bewertungen
- Marketing Plan Outline-Fall 23Dokument6 SeitenMarketing Plan Outline-Fall 23arbelsb3Noch keine Bewertungen
- Science, Technology and Society Module #1Dokument13 SeitenScience, Technology and Society Module #1Brent Alfred Yongco67% (6)
- Lifecycle of A Butterfly Unit Lesson PlanDokument11 SeitenLifecycle of A Butterfly Unit Lesson Planapi-645067057Noch keine Bewertungen
- Huawei Switch - Service - ConfigDokument5 SeitenHuawei Switch - Service - ConfigTranHuuPhuocNoch keine Bewertungen
- Classroom Debate Rubric Criteria 5 Points 4 Points 3 Points 2 Points 1 Point Total PointsDokument1 SeiteClassroom Debate Rubric Criteria 5 Points 4 Points 3 Points 2 Points 1 Point Total PointsKael PenalesNoch keine Bewertungen
- IA 05 Formal MethodsDokument5 SeitenIA 05 Formal MethodsAuthierlys DomingosNoch keine Bewertungen
- A Guide To Sample Size For Animal-Based Studies (VetBooks - Ir)Dokument292 SeitenA Guide To Sample Size For Animal-Based Studies (VetBooks - Ir)Jonathan MannNoch keine Bewertungen
- Yz125 2005Dokument58 SeitenYz125 2005Ignacio Sanchez100% (1)
- Introducing Eventstorming-4Dokument1 SeiteIntroducing Eventstorming-4Alex TrujilloNoch keine Bewertungen
- Phase DiagramDokument3 SeitenPhase DiagramTing TCNoch keine Bewertungen
- AIF User Guide PDFDokument631 SeitenAIF User Guide PDFÖzgün Alkın ŞensoyNoch keine Bewertungen
- Non-Emulsifying Agent W54Dokument12 SeitenNon-Emulsifying Agent W54Pranav DubeyNoch keine Bewertungen
- Pre Intermediate Talking ShopDokument4 SeitenPre Intermediate Talking ShopSindy LiNoch keine Bewertungen
- HyperconnectivityDokument5 SeitenHyperconnectivityramNoch keine Bewertungen
- High Performance Vector Control SE2 Series InverterDokument9 SeitenHigh Performance Vector Control SE2 Series InverterhanazahrNoch keine Bewertungen
- Native Instruments Sibelius Sound Sets - The Sound Set ProjectDokument3 SeitenNative Instruments Sibelius Sound Sets - The Sound Set ProjectNicolas P.Noch keine Bewertungen
- Agenda - Meeting SLC (LT) - 27.06.2014 PDFDokument27 SeitenAgenda - Meeting SLC (LT) - 27.06.2014 PDFharshal1223Noch keine Bewertungen
- Puratattva No 41Dokument3 SeitenPuratattva No 41ultimategoonNoch keine Bewertungen
- Logarithms Functions: Background Information Subject: Grade Band: DurationDokument16 SeitenLogarithms Functions: Background Information Subject: Grade Band: DurationJamaica PondaraNoch keine Bewertungen
- FoundationDokument98 SeitenFoundationManognya KotaNoch keine Bewertungen
- SeparexgeneralbrochureDokument4 SeitenSeparexgeneralbrochurewwl1981Noch keine Bewertungen