Das könnte Ihnen auch gefallen
- As9145 Standard PDFDokument51 SeitenAs9145 Standard PDFisolong100% (2)
- Simproject Project Management Simulation: Fissure Simproject Student InstructionsDokument31 SeitenSimproject Project Management Simulation: Fissure Simproject Student InstructionstimNoch keine Bewertungen
- Quality Manual TemplateDokument19 SeitenQuality Manual Templatetito1628100% (1)
- 5 Negotiation Tactics For Dealing With Difficult PeopleDokument21 Seiten5 Negotiation Tactics For Dealing With Difficult PeopleKata DienesNoch keine Bewertungen
- IASSC Yellow Belt Body of Knowledge1 PDFDokument3 SeitenIASSC Yellow Belt Body of Knowledge1 PDFShivam SharmaNoch keine Bewertungen
- CAPM ReferencesDokument4 SeitenCAPM Referenceskinisha kk100% (1)
- CW - Ebook - Using KPIs To Measure Contract Management Performance - 2019-1Dokument24 SeitenCW - Ebook - Using KPIs To Measure Contract Management Performance - 2019-1Luciano AranhaNoch keine Bewertungen
- Professional Course: CSCP - Certified Supply ChainDokument5 SeitenProfessional Course: CSCP - Certified Supply ChainHesham TaherNoch keine Bewertungen
- Effective Communications (7 C'S) : by Engr - Fahad MustafaDokument36 SeitenEffective Communications (7 C'S) : by Engr - Fahad MustafaPalwasha KhanNoch keine Bewertungen
- 06 - JIT KanbanDokument138 Seiten06 - JIT KanbanAlejandro ZamudioNoch keine Bewertungen
- Okrs For Small and Mid-Size Companies: Strategies For Implementing Okr in Your OrganizationDokument17 SeitenOkrs For Small and Mid-Size Companies: Strategies For Implementing Okr in Your OrganizationValentina VillaNoch keine Bewertungen
- 36-Pmp Toolkit Complete Final 14 Aug 2014 2Dokument181 Seiten36-Pmp Toolkit Complete Final 14 Aug 2014 2JoeYeshitellaNoch keine Bewertungen
- 5 Employee Performance Management Tips For StartupsDokument3 Seiten5 Employee Performance Management Tips For StartupsSaurabh DeshpandeNoch keine Bewertungen
- Dcor Framework A4Dokument263 SeitenDcor Framework A4thanhNoch keine Bewertungen
- L6M4 Future Strategic Challenges For The Profession Lesson PlanDokument39 SeitenL6M4 Future Strategic Challenges For The Profession Lesson PlanTimothy Manyungwa IsraelNoch keine Bewertungen
- Lisa V5 PDFDokument20 SeitenLisa V5 PDFRx DentviewNoch keine Bewertungen
- Redesigning Enterprise Process For E-BusinessDokument211 SeitenRedesigning Enterprise Process For E-BusinessMuarif AsdaNoch keine Bewertungen
- HEIJUNKADokument10 SeitenHEIJUNKANSB-2018 PGDMNoch keine Bewertungen
- APQP Process Capability and Control Webinar 7JAN2020 PPDokument78 SeitenAPQP Process Capability and Control Webinar 7JAN2020 PPMoti Ben-ZurNoch keine Bewertungen
- EU MDR In-Depth GuideDokument9 SeitenEU MDR In-Depth GuideAdel AdielaNoch keine Bewertungen
- Lean Product DevelopmentDokument1 SeiteLean Product DevelopmentFord Motor CompanyNoch keine Bewertungen
- 2.0 Develop and Manage Products and Services Definitions and Key MeasuresDokument6 Seiten2.0 Develop and Manage Products and Services Definitions and Key MeasuresJosé JaramilloNoch keine Bewertungen
- FCS PE07 WI SAP Production DeclarationsDokument14 SeitenFCS PE07 WI SAP Production DeclarationsJesus PadronNoch keine Bewertungen
- Zuma Part1 Solutions+Dokument12 SeitenZuma Part1 Solutions+worldontopNoch keine Bewertungen
- CMMI in Contrast To PMBOKDokument33 SeitenCMMI in Contrast To PMBOKMike DixonNoch keine Bewertungen
- Analysis of Improving Lead Time For Material Delivery From Hub Warehouse To Site Location in Heavy Equipment Company Using Dmaic MethodDokument4 SeitenAnalysis of Improving Lead Time For Material Delivery From Hub Warehouse To Site Location in Heavy Equipment Company Using Dmaic MethodInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Sample For Safety Plan and Osh Construction Risk Management Job Sefety Element SheetDokument109 SeitenSample For Safety Plan and Osh Construction Risk Management Job Sefety Element Sheetsamuel njeriNoch keine Bewertungen
- DASM Study Guide-9Dokument7 SeitenDASM Study Guide-9MILTON CÉSAR AGUILAR DE AZAMBUJANoch keine Bewertungen
- BusinessPlan Sample 2024Dokument32 SeitenBusinessPlan Sample 2024Vibrant PublishersNoch keine Bewertungen
- DASM Study Guide-6Dokument7 SeitenDASM Study Guide-6MILTON CÉSAR AGUILAR DE AZAMBUJANoch keine Bewertungen
- Introduction To Excel - 2022Dokument44 SeitenIntroduction To Excel - 2022Frankie Asido100% (1)
- IT Project Manager PDFDokument1 SeiteIT Project Manager PDFAli ZaidiNoch keine Bewertungen
- CMRP, Pillar4Dokument89 SeitenCMRP, Pillar4mmblakoshaNoch keine Bewertungen
- Agile Requirements Management and Regulatory Compliance A Practical Live ApproachDokument16 SeitenAgile Requirements Management and Regulatory Compliance A Practical Live ApproachrajeevhrNoch keine Bewertungen
- CMMI ArtifactDokument2 SeitenCMMI ArtifactsivaniranjanNoch keine Bewertungen
- KaizenDokument23 SeitenKaizenandyrockshellNoch keine Bewertungen
- MAstering IATFDokument20 SeitenMAstering IATFGyanesh_DBNoch keine Bewertungen
- 2021 Action Plan: To Provide Additional Legal ServicesDokument6 Seiten2021 Action Plan: To Provide Additional Legal ServicesAkinNoch keine Bewertungen
- Standard SOP Process FlowDokument10 SeitenStandard SOP Process Flowsrinivasa varmaNoch keine Bewertungen
- Determining Leading and LaggingDokument6 SeitenDetermining Leading and LaggingOmar HassanNoch keine Bewertungen
- P5 Apc NOTEDokument248 SeitenP5 Apc NOTEprerana pawarNoch keine Bewertungen
- Core Tools (Apqp, Dfmea, Pfmea, Control Plans, Ppap, SPC, Msa) 5 Days TrainingDokument2 SeitenCore Tools (Apqp, Dfmea, Pfmea, Control Plans, Ppap, SPC, Msa) 5 Days TrainingAnkur DhirNoch keine Bewertungen
- SourcingProcessa 12359279559 Phpapp02Dokument1 SeiteSourcingProcessa 12359279559 Phpapp02vandyranaNoch keine Bewertungen
- Bba16 PDFDokument229 SeitenBba16 PDFTirusew GeresuNoch keine Bewertungen
- Unit 6 Controlling ControllingDokument18 SeitenUnit 6 Controlling ControllingNisma Shrestha100% (1)
- ISO 9000:2005, Quality Management Systems Fundamentals and VocabularyDokument14 SeitenISO 9000:2005, Quality Management Systems Fundamentals and VocabularyMohammad AhmedNoch keine Bewertungen
- Business Case - Item Master EnrichmentDokument12 SeitenBusiness Case - Item Master EnrichmentMohamed AzarudeenNoch keine Bewertungen
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDokument36 SeitenCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoNoch keine Bewertungen
- The Ultimate Guide To Business Transformation Failure and How To Avoid ItDokument12 SeitenThe Ultimate Guide To Business Transformation Failure and How To Avoid ItMaria MirandaNoch keine Bewertungen
- ISO9001 2015 Risk Based ThinkingDokument11 SeitenISO9001 2015 Risk Based ThinkingJoseph MullappallyNoch keine Bewertungen
- Wow Your C-Suite: With Eight Key Strategies For Your S&OP ProcessDokument18 SeitenWow Your C-Suite: With Eight Key Strategies For Your S&OP ProcessSivaNoch keine Bewertungen
- DMAIC Case Studies PDFDokument4 SeitenDMAIC Case Studies PDFNarendran MNoch keine Bewertungen
- Implementación Del Kaizen en México Un Estudio Exploratorio de Una AproximaciónDokument20 SeitenImplementación Del Kaizen en México Un Estudio Exploratorio de Una AproximaciónJuan Manuel AlvarezNoch keine Bewertungen
- SC21 Business Excellence Process Overview v6 PDFDokument17 SeitenSC21 Business Excellence Process Overview v6 PDFemail4nareshNoch keine Bewertungen
- Ch15 IndirectStandDokument10 SeitenCh15 IndirectStanddaNoch keine Bewertungen
- Manpower PlanningDokument15 SeitenManpower PlanningSaransh SharmaNoch keine Bewertungen
- Worldwide Operations of ToyotaDokument42 SeitenWorldwide Operations of Toyotaniom0250% (2)
- Lean EN 2018Dokument48 SeitenLean EN 2018Karan KarnikNoch keine Bewertungen
- Scorecard and KPI 101Dokument6 SeitenScorecard and KPI 101Manuel Jesus Anhuaman ZamoraNoch keine Bewertungen
- An Evolutionary Model of Continuous Improvement Behaviour: John Bessant, Sarah Caffyn, Maeve GallagherDokument11 SeitenAn Evolutionary Model of Continuous Improvement Behaviour: John Bessant, Sarah Caffyn, Maeve GallagherNathalia Cáceres100% (1)
- Agile Collaboration A Complete Guide - 2020 EditionVon EverandAgile Collaboration A Complete Guide - 2020 EditionNoch keine Bewertungen
- CTL Assessment 1 - CulhaneDokument82 SeitenCTL Assessment 1 - Culhaneapi-485489092Noch keine Bewertungen
- GREEN - Descents - FAQ To AirlinesDokument4 SeitenGREEN - Descents - FAQ To AirlinesKacem Rostom BoukraaNoch keine Bewertungen
- Communication Strategy UNESCO ForeignDokument28 SeitenCommunication Strategy UNESCO Foreignsimrah zafarNoch keine Bewertungen
- CBPRDokument60 SeitenCBPREdgar MandengNoch keine Bewertungen
- Management Tools in Public Health PHCM 16Dokument45 SeitenManagement Tools in Public Health PHCM 16AradhanaRamchandaniNoch keine Bewertungen
- Bill Brown Star DucksDokument6 SeitenBill Brown Star DucksRaquel GonzalezNoch keine Bewertungen
- How To Read An Engineering Research PaperDokument4 SeitenHow To Read An Engineering Research PaperJulian MartinezNoch keine Bewertungen
- Event Planning Management-Activity BookletDokument28 SeitenEvent Planning Management-Activity BookletFarkas ZsuzsannaNoch keine Bewertungen
- Pearson Edexcel GCSE, International GCSE & A Level Mocks ServiceDokument2 SeitenPearson Edexcel GCSE, International GCSE & A Level Mocks ServiceHalieem YousefNoch keine Bewertungen
- The Effects of Portfolio Assessment On Writing of EFL StudentsDokument11 SeitenThe Effects of Portfolio Assessment On Writing of EFL StudentsOkaNoch keine Bewertungen
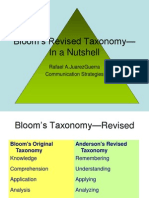
- Bloom'S Revised Taxonomy - in A Nutshell: Rafael A.Juarezguerra Communication StrategiesDokument37 SeitenBloom'S Revised Taxonomy - in A Nutshell: Rafael A.Juarezguerra Communication StrategiesRodolfo Rudy AguirreNoch keine Bewertungen
- Unit 12: Hospitality Operations Management: Unit Code: H/601/1795 QCF Level: 5 Credit Value: 15Dokument11 SeitenUnit 12: Hospitality Operations Management: Unit Code: H/601/1795 QCF Level: 5 Credit Value: 15mikeNoch keine Bewertungen
- Presented By: Samiksha B.Sawant M, PHARM (IP), 1 SEM Guided By: Dr. Indira ParabDokument46 SeitenPresented By: Samiksha B.Sawant M, PHARM (IP), 1 SEM Guided By: Dr. Indira ParabKainat MalikNoch keine Bewertungen
- 3Q PETA Creative WritingDokument3 Seiten3Q PETA Creative WritingAlberto T. ToledoNoch keine Bewertungen
- SWAT Model Calibration EvaluationDokument16 SeitenSWAT Model Calibration EvaluationAnonymous BVbpSENoch keine Bewertungen
- Module in Prof Ed 6 - Lesson 1-3Dokument25 SeitenModule in Prof Ed 6 - Lesson 1-3Salve Ma. CarranzaNoch keine Bewertungen
- The Addie Model - Article ReviewDokument7 SeitenThe Addie Model - Article ReviewMuhd Hafiz B Bidi100% (1)
- Project Manager Leadership Role in Improving Project PerformanceDokument11 SeitenProject Manager Leadership Role in Improving Project Performancesai101Noch keine Bewertungen
- Context Related Criteria Evaluative Question Score NotesDokument2 SeitenContext Related Criteria Evaluative Question Score NotesXander's VlogsNoch keine Bewertungen
- Integrations NationsDokument27 SeitenIntegrations NationsNadia ZafirahNoch keine Bewertungen
- Lectureon AOPBDokument44 SeitenLectureon AOPBJedi Mihr100% (1)
- The Teacher and The School Curriculum and OBE, K-12, New CurriculumDokument23 SeitenThe Teacher and The School Curriculum and OBE, K-12, New CurriculumFai LanelNoch keine Bewertungen
- Findings N ConclusionDokument3 SeitenFindings N ConclusionAzmi_ainaNoch keine Bewertungen
- Quality Manual: Qms Description MatrixDokument31 SeitenQuality Manual: Qms Description MatrixmuthuselvanNoch keine Bewertungen
- Performance Appraisal ProjectDokument75 SeitenPerformance Appraisal ProjectKirty Ranjan Nayak100% (1)
- Evaluation Unit 8Dokument5 SeitenEvaluation Unit 8Utsav DhakalNoch keine Bewertungen
- Usability Testing ContentDokument7 SeitenUsability Testing ContentAdeel IrfanNoch keine Bewertungen
- Final Project Performance AppraisalDokument55 SeitenFinal Project Performance AppraisalRocker AshwaniNoch keine Bewertungen