Das könnte Ihnen auch gefallen
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantVon EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Analytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryVon EverandAnalytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryNoch keine Bewertungen
- Electrode Booklet F Web 20Dokument1 SeiteElectrode Booklet F Web 20satnamNoch keine Bewertungen
- Tenalloy Z PlusDokument1 SeiteTenalloy Z Plushemal ChauhanNoch keine Bewertungen
- Electrode Booklet F Web 22Dokument1 SeiteElectrode Booklet F Web 22satnamNoch keine Bewertungen
- Electrode Booklet F Web 23Dokument1 SeiteElectrode Booklet F Web 23satnamNoch keine Bewertungen
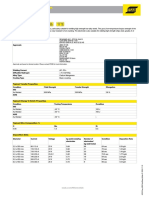
- Supabase-X-Plus AdorDokument1 SeiteSupabase-X-Plus AdorJagan TnNoch keine Bewertungen
- Electrode Booklet F Web 73Dokument1 SeiteElectrode Booklet F Web 73satnamNoch keine Bewertungen
- X Bond: Welding Electrode For Structural Welding ApplicationDokument1 SeiteX Bond: Welding Electrode For Structural Welding ApplicationAmit ChapagainNoch keine Bewertungen
- Electrode Booklet F Web 9Dokument1 SeiteElectrode Booklet F Web 9satnamNoch keine Bewertungen
- Electrode Booklet F Web 85Dokument1 SeiteElectrode Booklet F Web 85satnamNoch keine Bewertungen
- Celwel - 70P (Ador Electrodes)Dokument1 SeiteCelwel - 70P (Ador Electrodes)Harish KandollaNoch keine Bewertungen
- Electrode Booklet F Web 8Dokument1 SeiteElectrode Booklet F Web 8satnamNoch keine Bewertungen
- Celwel - 60 (Adore Electrodes)Dokument1 SeiteCelwel - 60 (Adore Electrodes)Harish KandollaNoch keine Bewertungen
- Tenalloy 120G: LOW ALLOY STEEL (High Strength)Dokument1 SeiteTenalloy 120G: LOW ALLOY STEEL (High Strength)Devender NegiNoch keine Bewertungen
- Nimoten: LOW ALLOY STEEL (Nimoten Series)Dokument1 SeiteNimoten: LOW ALLOY STEEL (Nimoten Series)satnamNoch keine Bewertungen
- Metalbond: Mild Steel General Purpose (MSGP)Dokument1 SeiteMetalbond: Mild Steel General Purpose (MSGP)satnamNoch keine Bewertungen
- Nimoten Plus 535: LOW ALLOY STEEL (Nimoten Series)Dokument1 SeiteNimoten Plus 535: LOW ALLOY STEEL (Nimoten Series)satnamNoch keine Bewertungen
- Electrode Booklet F Web 13Dokument1 SeiteElectrode Booklet F Web 13satnamNoch keine Bewertungen
- Topstar 110: C-MN STEEL (High Efficiency)Dokument1 SeiteTopstar 110: C-MN STEEL (High Efficiency)satnamNoch keine Bewertungen
- Tenalloy 70D11Dokument1 SeiteTenalloy 70D11pach-thNoch keine Bewertungen
- Electrode Booklet F Web 24Dokument1 SeiteElectrode Booklet F Web 24satnamNoch keine Bewertungen
- Electrode Booklet F Web 14Dokument1 SeiteElectrode Booklet F Web 14satnamNoch keine Bewertungen
- Tenalloy 125: LOW ALLOY STEEL (High Strength)Dokument1 SeiteTenalloy 125: LOW ALLOY STEEL (High Strength)satnamNoch keine Bewertungen
- Ebondm: Mild Steel General Purpose (MSGP)Dokument1 SeiteEbondm: Mild Steel General Purpose (MSGP)satnamNoch keine Bewertungen
- Nimoten Plus 535 A: LOW ALLOY STEEL (Nimoten Series)Dokument1 SeiteNimoten Plus 535 A: LOW ALLOY STEEL (Nimoten Series)satnamNoch keine Bewertungen
- Electrode Booklet F Web 121Dokument1 SeiteElectrode Booklet F Web 121satnamNoch keine Bewertungen
- Electrode Booklet F Web 105Dokument1 SeiteElectrode Booklet F Web 105satnamNoch keine Bewertungen
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADokument1 SeiteTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNoch keine Bewertungen
- Wb56S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDokument1 SeiteWb56S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78Noch keine Bewertungen
- Wb88Shr M.M.A. Welding Electrode: Welding@wballoys - Co.ukDokument1 SeiteWb88Shr M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78Noch keine Bewertungen
- Electrode Booklet F Web 100Dokument1 SeiteElectrode Booklet F Web 100satnamNoch keine Bewertungen
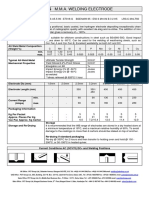
- M.M.A. Welding ElectrodeDokument1 SeiteM.M.A. Welding ElectrodecwiksjNoch keine Bewertungen
- Electrode Booklet F Web 104Dokument1 SeiteElectrode Booklet F Web 104satnamNoch keine Bewertungen
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Dokument1 SeiteTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNoch keine Bewertungen
- Raffmetal: UNI EN 1676 and 1706Dokument2 SeitenRaffmetal: UNI EN 1676 and 1706Raj RajeshNoch keine Bewertungen
- WB56S E7016-1Dokument1 SeiteWB56S E7016-1cwiksjNoch keine Bewertungen
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADokument1 SeiteTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNoch keine Bewertungen
- Electrode Booklet F Web 120Dokument1 SeiteElectrode Booklet F Web 120satnamNoch keine Bewertungen
- Wb35S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDokument1 SeiteWb35S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78Noch keine Bewertungen
- Wb2318e E9018-MDokument1 SeiteWb2318e E9018-McwiksjNoch keine Bewertungen
- Electrode Booklet F Web 101Dokument1 SeiteElectrode Booklet F Web 101satnamNoch keine Bewertungen
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Dokument1 SeiteAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNoch keine Bewertungen
- Electrode Booklet F Web 93Dokument1 SeiteElectrode Booklet F Web 93satnamNoch keine Bewertungen
- M.M.A. Welding ElectrodeDokument1 SeiteM.M.A. Welding ElectrodecwiksjNoch keine Bewertungen
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Dokument1 SeiteTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNoch keine Bewertungen
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Dokument1 SeiteTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNoch keine Bewertungen
- M.M.A. Welding Electrode: Classifications & ApprovalsDokument1 SeiteM.M.A. Welding Electrode: Classifications & ApprovalscwiksjNoch keine Bewertungen
- Supabase X Plus 2Dokument1 SeiteSupabase X Plus 2Michael FortunaNoch keine Bewertungen
- Covered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesDokument1 SeiteCovered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesKannan MurugesanNoch keine Bewertungen
- Wb76S M.M.A. Welding Electrode: Classifications & ApprovalsDokument1 SeiteWb76S M.M.A. Welding Electrode: Classifications & Approvalslathasri78Noch keine Bewertungen
- CWC-BookletF1 9Dokument1 SeiteCWC-BookletF1 9satnamNoch keine Bewertungen
- CWC-BookletF1 9Dokument1 SeiteCWC-BookletF1 9satnamNoch keine Bewertungen
- Betanox D Welding ElectrodeDokument1 SeiteBetanox D Welding ElectrodearavindpeetaNoch keine Bewertungen
- Nicalloy Mo-12: NON FERROUS (Ni Alloys)Dokument1 SeiteNicalloy Mo-12: NON FERROUS (Ni Alloys)krupesh patelNoch keine Bewertungen
- Ador Welding Cromoten D For c5 & f5 WeldingDokument1 SeiteAdor Welding Cromoten D For c5 & f5 WeldingShar MathewNoch keine Bewertungen
- Wb2092e E7024Dokument1 SeiteWb2092e E7024cwiksjNoch keine Bewertungen
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDokument1 SeiteCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesKrishna VachaNoch keine Bewertungen
- Kingbond S: Mild Steel General Purpose (MSGP)Dokument1 SeiteKingbond S: Mild Steel General Purpose (MSGP)satnamNoch keine Bewertungen
- Tiginox 385: Classification: en Iso 14343-ADokument1 SeiteTiginox 385: Classification: en Iso 14343-AJagannath SahuNoch keine Bewertungen
- Automig Cusn-A: Classification: Aws A/Sfa 5.7Dokument1 SeiteAutomig Cusn-A: Classification: Aws A/Sfa 5.7satnamNoch keine Bewertungen
- CWC-BookletF1 59Dokument1 SeiteCWC-BookletF1 59satnamNoch keine Bewertungen
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Dokument1 SeiteAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNoch keine Bewertungen
- Tigfil Cuni: Classification: ApprovalsDokument1 SeiteTigfil Cuni: Classification: ApprovalssatnamNoch keine Bewertungen
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDokument1 SeiteAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamNoch keine Bewertungen
- AUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalsDokument1 SeiteAUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalssatnamNoch keine Bewertungen
- AUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalsDokument1 SeiteAUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalssatnamNoch keine Bewertungen
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADokument1 SeiteAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNoch keine Bewertungen
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDokument1 SeiteAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNoch keine Bewertungen
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Dokument1 SeiteAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamNoch keine Bewertungen
- Miginox 347si: Aws A/Sfa 5.9 EN ISO 14343-ADokument1 SeiteMiginox 347si: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNoch keine Bewertungen
- Tiginox 385: Classification: en Iso 14343-ADokument1 SeiteTiginox 385: Classification: en Iso 14343-AJagannath SahuNoch keine Bewertungen
- AUTOMIG 1100: Classification: Aws A/Sfa 5.10Dokument1 SeiteAUTOMIG 1100: Classification: Aws A/Sfa 5.10satnamNoch keine Bewertungen
- CWC-BookletF1 36 PDFDokument1 SeiteCWC-BookletF1 36 PDFJagannath SahuNoch keine Bewertungen
- CWC-BookletF1 38 PDFDokument1 SeiteCWC-BookletF1 38 PDFsatnamNoch keine Bewertungen
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDokument1 SeiteAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNoch keine Bewertungen
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Dokument1 SeiteAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNoch keine Bewertungen
- CWC-BookletF1 15Dokument1 SeiteCWC-BookletF1 15satnamNoch keine Bewertungen
- CWC-BookletF1 17Dokument1 SeiteCWC-BookletF1 17satnamNoch keine Bewertungen
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Dokument1 SeiteAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNoch keine Bewertungen
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADokument1 SeiteTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNoch keine Bewertungen
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Dokument1 SeiteTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNoch keine Bewertungen
- CWC-BookletF1 12Dokument1 SeiteCWC-BookletF1 12satnamNoch keine Bewertungen
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADokument1 SeiteTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNoch keine Bewertungen
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Dokument1 SeiteTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNoch keine Bewertungen
- CWC-BookletF1 9Dokument1 SeiteCWC-BookletF1 9satnamNoch keine Bewertungen
- CWC-BookletF1 10Dokument1 SeiteCWC-BookletF1 10satnamNoch keine Bewertungen
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADokument1 SeiteTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNoch keine Bewertungen
- CWC-BookletF1 9Dokument1 SeiteCWC-BookletF1 9satnamNoch keine Bewertungen
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Dokument1 SeiteAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNoch keine Bewertungen
- BBBB - View ReservationDokument2 SeitenBBBB - View ReservationBashir Ahmad BashirNoch keine Bewertungen
- Law EssayDokument7 SeitenLaw EssayNahula AliNoch keine Bewertungen
- SCH 415 Computer Applications in Chemistry: at The End of This Unit You Should Be Able To General ObjectiveDokument21 SeitenSCH 415 Computer Applications in Chemistry: at The End of This Unit You Should Be Able To General ObjectiveFELIX ORATINoch keine Bewertungen
- Lesson 12: Parallel Transformers and Autotransformers: Learning ObjectivesDokument13 SeitenLesson 12: Parallel Transformers and Autotransformers: Learning ObjectivesRookie Thursday OrquiaNoch keine Bewertungen
- Full Download Test Bank For Managerial Decision Modeling With Spreadsheets 3rd Edition by Balakrishnan PDF Full ChapterDokument36 SeitenFull Download Test Bank For Managerial Decision Modeling With Spreadsheets 3rd Edition by Balakrishnan PDF Full Chapterhospital.epical.x6uu100% (20)
- Makalah MGR Promot - Clma Gravity - p2pd TmminDokument27 SeitenMakalah MGR Promot - Clma Gravity - p2pd TmminSandi SaputraNoch keine Bewertungen
- Extractive Metallurgy Pachuca Tank DesignDokument8 SeitenExtractive Metallurgy Pachuca Tank DesignXtet AungNoch keine Bewertungen
- Collection of Sum of MoneyDokument4 SeitenCollection of Sum of MoneyRaf TanNoch keine Bewertungen
- Measuring Food Safety Culture in Food Manufacturing-59-173!50!115Dokument66 SeitenMeasuring Food Safety Culture in Food Manufacturing-59-173!50!115ômąŕ ĕżžãőůįNoch keine Bewertungen
- CANVASS FORM MerchandiseDokument1 SeiteCANVASS FORM MerchandiseJuan VicenteNoch keine Bewertungen
- Micro Link Information Technology Business College: Department of Software EngineeringDokument34 SeitenMicro Link Information Technology Business College: Department of Software Engineeringbeki4Noch keine Bewertungen
- FDI and FIIDokument17 SeitenFDI and FIIsharathNoch keine Bewertungen
- Batch 2 SEC Online Test AnswersDokument5 SeitenBatch 2 SEC Online Test AnswersBhairav YouthsNoch keine Bewertungen
- The Properties of Chopped Basalt Fibre Reinforced Self-CompactingDokument8 SeitenThe Properties of Chopped Basalt Fibre Reinforced Self-CompactingEjaz RahimiNoch keine Bewertungen
- Outsourced New Product DevelopmentDokument5 SeitenOutsourced New Product Developmentvinnakota5Noch keine Bewertungen
- Freelance Contract AgreementDokument10 SeitenFreelance Contract AgreementGayathri Prajit100% (1)
- Đo Nhiệt Độ LI-24ALW-SelectDokument4 SeitenĐo Nhiệt Độ LI-24ALW-SelectThang NguyenNoch keine Bewertungen
- Crisostomo Vs Courts of Appeal G.R. No. 138334 August 25, 2003Dokument5 SeitenCrisostomo Vs Courts of Appeal G.R. No. 138334 August 25, 2003RGIQNoch keine Bewertungen
- Guia de Desinstalación de ODOO EN UBUNTUDokument3 SeitenGuia de Desinstalación de ODOO EN UBUNTUjesusgom100% (1)
- Kamaka Company Catalogue 2016 PDFDokument13 SeitenKamaka Company Catalogue 2016 PDFWendy0% (3)
- User Manual For FDC 2.1Dokument13 SeitenUser Manual For FDC 2.1Jeni FragaNoch keine Bewertungen
- Intructional Tools With The Integration of TechnologyDokument44 SeitenIntructional Tools With The Integration of TechnologyAlwyn SacandalNoch keine Bewertungen
- Heist Story ScriptDokument3 SeitenHeist Story Scriptapi-525637110Noch keine Bewertungen
- Alex FordDokument4 SeitenAlex FordElectroventica ElectroventicaNoch keine Bewertungen
- 08 Chapter 2Dokument61 Seiten08 Chapter 2Vivek BelaNoch keine Bewertungen
- Assignment 1: Unit 3 - Week 1Dokument80 SeitenAssignment 1: Unit 3 - Week 1sathiyan gsNoch keine Bewertungen
- Lect7 Grinding Advanced ManufacturingDokument33 SeitenLect7 Grinding Advanced Manufacturingsirac topcuNoch keine Bewertungen
- Contract of EmploymentDokument5 SeitenContract of EmploymentFarisNoch keine Bewertungen
- The Dell Direct Model: What It Means For Customers (Users) : - ProsDokument12 SeitenThe Dell Direct Model: What It Means For Customers (Users) : - ProsAbhinandan MattelaNoch keine Bewertungen
- Chem 111a - Activity No. 2Dokument5 SeitenChem 111a - Activity No. 2MARY KATE FATIMA BAUTISTANoch keine Bewertungen