Das könnte Ihnen auch gefallen
- Project SpecDokument5 SeitenProject SpecCyril J PadiyathNoch keine Bewertungen
- TTO-ST-0-SPC-05100 - Structural Steel SpecificationDokument18 SeitenTTO-ST-0-SPC-05100 - Structural Steel Specificationsara saravananNoch keine Bewertungen
- Louver SpecDokument10 SeitenLouver SpecCyril J PadiyathNoch keine Bewertungen
- Alamein Downtown Towers Metal FabricationsDokument15 SeitenAlamein Downtown Towers Metal FabricationsWENDING HUNoch keine Bewertungen
- 09 2700 Plaster FabricationsDokument7 Seiten09 2700 Plaster FabricationsmordeauxNoch keine Bewertungen
- 02 SpecificationsDokument194 Seiten02 SpecificationsNabeel Adeeb Alshare100% (1)
- Specs - Health Center - Ar - Civil - PL - Me - SampleDokument86 SeitenSpecs - Health Center - Ar - Civil - PL - Me - SampleRenato R. PlazaNoch keine Bewertungen
- Sheet Metal Flashing and Trim SpecificationDokument16 SeitenSheet Metal Flashing and Trim SpecificationTaher AmmarNoch keine Bewertungen
- SECTION 03490 Glass Fiber Reinforced Concrete (GFRC)Dokument17 SeitenSECTION 03490 Glass Fiber Reinforced Concrete (GFRC)SunilNoch keine Bewertungen
- V04 (Decorative Metal)Dokument25 SeitenV04 (Decorative Metal)Cyril J PadiyathNoch keine Bewertungen
- Section 07 42 13 - Corrugated Metal Façade Panels Part 1 - General 1.01 Related DocumentsDokument8 SeitenSection 07 42 13 - Corrugated Metal Façade Panels Part 1 - General 1.01 Related DocumentsSharlette SaulNoch keine Bewertungen
- Metal Fabrications - Edited 02062023Dokument26 SeitenMetal Fabrications - Edited 02062023Raymond John TomasNoch keine Bewertungen
- 1 - . - Hot Dip Galvanizing AESS, Where Indicated, Is Specified in Section 05 05 156. - . - 1Dokument10 Seiten1 - . - Hot Dip Galvanizing AESS, Where Indicated, Is Specified in Section 05 05 156. - . - 1Jagatheesh RadhakrishnanNoch keine Bewertungen
- Precast Concrete Specifications for Resort SpaDokument9 SeitenPrecast Concrete Specifications for Resort SpaTEC PlantNoch keine Bewertungen
- Hamad International Airport Jet Fuel System Expansion: 00 31/01/2019 Issued For Construction Ms LW LW DPDokument29 SeitenHamad International Airport Jet Fuel System Expansion: 00 31/01/2019 Issued For Construction Ms LW LW DPsrp. mohammedNoch keine Bewertungen
- Boiler Replacement SpecsDokument455 SeitenBoiler Replacement Specsdelta_scopeNoch keine Bewertungen
- Structural Steel FramingDokument21 SeitenStructural Steel FramingAlejandro MorelNoch keine Bewertungen
- 04 42 23 - Exterior Limestone Cladding (PDF) - p14 - PDFDokument14 Seiten04 42 23 - Exterior Limestone Cladding (PDF) - p14 - PDFKwan YiuNoch keine Bewertungen
- Section 077129 - Manufactured Roof Expansion JointsDokument6 SeitenSection 077129 - Manufactured Roof Expansion JointsWENDING HUNoch keine Bewertungen
- Pre-Cast Concrete Elements for Commercial & Residential BuildingsDokument10 SeitenPre-Cast Concrete Elements for Commercial & Residential BuildingsMithun UdayanarayanaNoch keine Bewertungen
- SECTION 08 63 00 Metal-Framed SkylightsDokument14 SeitenSECTION 08 63 00 Metal-Framed SkylightsJuanPaoloYbañezNoch keine Bewertungen
- SteelDokument16 SeitenSteelAmjad PervazNoch keine Bewertungen
- GRATINGS Rev.1Dokument7 SeitenGRATINGS Rev.1mohdNoch keine Bewertungen
- Aluminum StructureDokument7 SeitenAluminum StructureGrahamNoch keine Bewertungen
- Section 08630 Metal-Framed SkylightDokument4 SeitenSection 08630 Metal-Framed SkylightMØhãmmed ØwięsNoch keine Bewertungen
- Glazed Aluminum Curtain WallsDokument22 SeitenGlazed Aluminum Curtain Wallsnvdinh511Noch keine Bewertungen
- 03 4110 Precast Double Tees1Dokument11 Seiten03 4110 Precast Double Tees1M OdebrechtNoch keine Bewertungen
- Alamein Downtown Towers Precast ConcreteDokument6 SeitenAlamein Downtown Towers Precast ConcreteWENDING HUNoch keine Bewertungen
- 033000-Cast-In-Place Concrete (Sanitized) PDFDokument47 Seiten033000-Cast-In-Place Concrete (Sanitized) PDFugurNoch keine Bewertungen
- Common Work Results for Plumbing SystemsDokument16 SeitenCommon Work Results for Plumbing SystemsMac ShaikNoch keine Bewertungen
- Precast ConcreteDokument10 SeitenPrecast ConcreteIm ChinithNoch keine Bewertungen
- Pipe and Tube RailingsDokument10 SeitenPipe and Tube RailingssobhiNoch keine Bewertungen
- Glass Fiber Reinforced Concrete IFC PDFDokument10 SeitenGlass Fiber Reinforced Concrete IFC PDFTEC Plant100% (1)
- 03 38 00 Post Tensioned ConcreteDokument14 Seiten03 38 00 Post Tensioned ConcreteshajbabyNoch keine Bewertungen
- 05 - 12 - 00 - 00 (05120) - Steel FramingDokument12 Seiten05 - 12 - 00 - 00 (05120) - Steel FramingMatthew Ho Choon LimNoch keine Bewertungen
- CH 1.specificationsDokument27 SeitenCH 1.specificationsAbreham AddNoch keine Bewertungen
- CBD New Administrative Capital Cast-in-Place ConcreteDokument40 SeitenCBD New Administrative Capital Cast-in-Place Concretelf chNoch keine Bewertungen
- Part 1 GeneralDokument6 SeitenPart 1 GeneralCamilo Eduardo Celis MeloNoch keine Bewertungen
- FL - Ta1056Dokument10 SeitenFL - Ta1056ery achjariNoch keine Bewertungen
- STRUCTURAL STEEL Rev.1Dokument11 SeitenSTRUCTURAL STEEL Rev.1mohdNoch keine Bewertungen
- Portland Cement Plastering IFC PDFDokument12 SeitenPortland Cement Plastering IFC PDFTEC PlantNoch keine Bewertungen
- Section 05120 Structural SteelDokument9 SeitenSection 05120 Structural SteelMØhãmmed ØwięsNoch keine Bewertungen
- General SpecificationDokument61 SeitenGeneral SpecificationDebbie Jhem DicamNoch keine Bewertungen
- Glazed Decorative Metal RailingsDokument7 SeitenGlazed Decorative Metal Railingsbrian walter abarintosNoch keine Bewertungen
- SEFCTION 05721 Structural Glass Railing System Part 1 - General 1.1Dokument2 SeitenSEFCTION 05721 Structural Glass Railing System Part 1 - General 1.1Im ChinithNoch keine Bewertungen
- G.F.R.C. Guide for Polymer Modified ConcreteDokument5 SeitenG.F.R.C. Guide for Polymer Modified ConcreteVladoiu SorinNoch keine Bewertungen
- 033000-ST - PDF Version 1Dokument40 Seiten033000-ST - PDF Version 1zekoNoch keine Bewertungen
- (Common Work Results For Hvac)Dokument22 Seiten(Common Work Results For Hvac)Mostafa SalemNoch keine Bewertungen
- V07 (Signage)Dokument20 SeitenV07 (Signage)Cyril J PadiyathNoch keine Bewertungen
- 99999-9-3SS-AMUM-00001 Concrete Masonry UnitsDokument28 Seiten99999-9-3SS-AMUM-00001 Concrete Masonry Unitsmido medoNoch keine Bewertungen
- Chapter Six: Guide Specification For Architectural Precast ConcreteDokument38 SeitenChapter Six: Guide Specification For Architectural Precast ConcreteAbu BiduNoch keine Bewertungen
- Section 07572 Athletic Surface 3Dokument4 SeitenSection 07572 Athletic Surface 3bravo deltafoxNoch keine Bewertungen
- Metal Doors and Frames SpecificationsDokument4 SeitenMetal Doors and Frames SpecificationsIm ChinithNoch keine Bewertungen
- Ref FRP Arch Guideline SpecDokument8 SeitenRef FRP Arch Guideline SpecgeorgeNoch keine Bewertungen
- Technical Specifications For Peb For Pune Ware House 17.10.11Dokument21 SeitenTechnical Specifications For Peb For Pune Ware House 17.10.11chepurthiNoch keine Bewertungen
- Façade SealantsDokument3 SeitenFaçade Sealantsrached abboudNoch keine Bewertungen
- ACP SpecsDokument8 SeitenACP SpecsJana jerodyNoch keine Bewertungen
- Open Web Steel Joists InstallationDokument5 SeitenOpen Web Steel Joists Installationjack.simpson.changNoch keine Bewertungen
- Product Guide Specification: Masterformat 2004 Edition in Parentheses. Delete Version Not RequiredDokument10 SeitenProduct Guide Specification: Masterformat 2004 Edition in Parentheses. Delete Version Not RequiredmanishNoch keine Bewertungen
- TOKIO QUOTE (1)Dokument5 SeitenTOKIO QUOTE (1)Cyril J PadiyathNoch keine Bewertungen
- RN-02-00001-07-11-IR-NBH-MI-000145[01] - M.Sub for Steel Elements for Irrigation Pump StationDokument2 SeitenRN-02-00001-07-11-IR-NBH-MI-000145[01] - M.Sub for Steel Elements for Irrigation Pump StationCyril J PadiyathNoch keine Bewertungen
- TWI Enrolment Form: TWI Training & Examination ServicesDokument4 SeitenTWI Enrolment Form: TWI Training & Examination ServicesSamsuNoch keine Bewertungen
- FANR - RG007 Ver1Dokument64 SeitenFANR - RG007 Ver1Cyril J PadiyathNoch keine Bewertungen
- 3 (1)Dokument1 Seite3 (1)Cyril J PadiyathNoch keine Bewertungen
- Form Radiation Work Permit Free TemplateDokument1 SeiteForm Radiation Work Permit Free TemplateCyril J PadiyathNoch keine Bewertungen
- Calculate spiral pipe parametersDokument5 SeitenCalculate spiral pipe parametersAraban SuleimanNoch keine Bewertungen
- 2412-847A-E008-002_Rev-B (3)Dokument27 Seiten2412-847A-E008-002_Rev-B (3)Cyril J PadiyathNoch keine Bewertungen
- Welding Inspector Interview QuestionsDokument5 SeitenWelding Inspector Interview QuestionsValli Raju91% (23)
- Manual processing guide for INDUSTREX filmsDokument2 SeitenManual processing guide for INDUSTREX filmsHz albertoNoch keine Bewertungen
- Radiation Safety Guide for Industrial RadiographyDokument31 SeitenRadiation Safety Guide for Industrial RadiographyCyril J PadiyathNoch keine Bewertungen
- Stylish Teaching Cover LetterDokument1 SeiteStylish Teaching Cover LetterCyril J PadiyathNoch keine Bewertungen
- ML100740152Dokument7 SeitenML100740152Cyril J PadiyathNoch keine Bewertungen
- V1 V2 Cal PRCDokument5 SeitenV1 V2 Cal PRCCyril J PadiyathNoch keine Bewertungen
- Awwa C153 PDFDokument48 SeitenAwwa C153 PDFCyril J PadiyathNoch keine Bewertungen
- ACP-2017!01!04.Lampiran Tds Hardtop XPDokument5 SeitenACP-2017!01!04.Lampiran Tds Hardtop XPBayumi Tirta JayaNoch keine Bewertungen
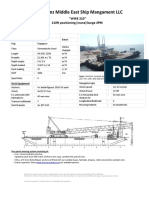
- Allianz Middle East Ship Mangament LLC: "WWE 210" 210ft Positioning (Crane) Barge 4PMDokument2 SeitenAllianz Middle East Ship Mangament LLC: "WWE 210" 210ft Positioning (Crane) Barge 4PMCyril J PadiyathNoch keine Bewertungen
- Queen Street Local Rules June 2011Dokument10 SeitenQueen Street Local Rules June 2011Cyril J PadiyathNoch keine Bewertungen
- Ductile Iron Pipe Installation Guide 05 2015Dokument134 SeitenDuctile Iron Pipe Installation Guide 05 2015Anonymous R7EKGEDNoch keine Bewertungen
- Material Submittal (Supports & Grating) PDFDokument244 SeitenMaterial Submittal (Supports & Grating) PDFCyril J PadiyathNoch keine Bewertungen
- Penguard Special: Technical Data SheetDokument5 SeitenPenguard Special: Technical Data SheetCyril J PadiyathNoch keine Bewertungen
- National Guard Epoxy Red Oxide PrimerDokument3 SeitenNational Guard Epoxy Red Oxide PrimerCyril J PadiyathNoch keine Bewertungen
- Suggested Sample Specification For Ductile Iron Pipe & Fittings For Water and Other LiquidsDokument3 SeitenSuggested Sample Specification For Ductile Iron Pipe & Fittings For Water and Other LiquidsASHIL PRABHAKARNoch keine Bewertungen
- National Red Oxide Primer PDFDokument3 SeitenNational Red Oxide Primer PDFCyril J Padiyath100% (1)
- National Red Oxide Primer PDFDokument3 SeitenNational Red Oxide Primer PDFCyril J Padiyath100% (1)
- NFPA251 ConstrucutionDokument22 SeitenNFPA251 Construcutionik43207Noch keine Bewertungen
- TDS Hardtop XP GB English ProtectiveDokument5 SeitenTDS Hardtop XP GB English Protective폴로 쥰 차Noch keine Bewertungen
- Technical Data Sheet for Barrier 80 Zinc Epoxy PrimerDokument5 SeitenTechnical Data Sheet for Barrier 80 Zinc Epoxy PrimerBalaji GuruNoch keine Bewertungen
- Processflowdiagram Galvanization 171001085057Dokument1 SeiteProcessflowdiagram Galvanization 171001085057Cyril J PadiyathNoch keine Bewertungen
- Model Papers PDFDokument33 SeitenModel Papers PDFSeemab Malik85% (20)
- Metal Framing SystemDokument56 SeitenMetal Framing SystemNal MénNoch keine Bewertungen
- LSUBL6432ADokument4 SeitenLSUBL6432ATotoxaHCNoch keine Bewertungen
- Acuity Assessment in Obstetrical TriageDokument9 SeitenAcuity Assessment in Obstetrical TriageFikriNoch keine Bewertungen
- Detection and Attribution Methodologies Overview: Appendix CDokument9 SeitenDetection and Attribution Methodologies Overview: Appendix CDinesh GaikwadNoch keine Bewertungen
- Entrepreneurship Project On Jam, Jelly & PicklesDokument24 SeitenEntrepreneurship Project On Jam, Jelly & Picklesashish karshinkarNoch keine Bewertungen
- Revolutionizing Energy Harvesting Harnessing Ambient Solar Energy For Enhanced Electric Power GenerationDokument14 SeitenRevolutionizing Energy Harvesting Harnessing Ambient Solar Energy For Enhanced Electric Power GenerationKIU PUBLICATION AND EXTENSIONNoch keine Bewertungen
- Validation Master PlanDokument27 SeitenValidation Master PlanPrashansa Shrestha85% (13)
- Gautam Samhita CHP 1 CHP 2 CHP 3 ColorDokument22 SeitenGautam Samhita CHP 1 CHP 2 CHP 3 ColorSaptarishisAstrology100% (1)
- Application of Fertility Capability Classification System in Rice Growing Soils of Damodar Command Area, West Bengal, IndiaDokument9 SeitenApplication of Fertility Capability Classification System in Rice Growing Soils of Damodar Command Area, West Bengal, IndiaDr. Ranjan BeraNoch keine Bewertungen
- Motor Wiring Diagram: D.C. Motor ConnectionsDokument1 SeiteMotor Wiring Diagram: D.C. Motor Connectionsczds6594Noch keine Bewertungen
- Emerson EPC48150 1800 FA1EPC48300 3200 FA1 V PDFDokument26 SeitenEmerson EPC48150 1800 FA1EPC48300 3200 FA1 V PDFRicardo Andrés Soto Salinas RassNoch keine Bewertungen
- 1989 GMC Light Duty Truck Fuel and Emissions Including Driveability PDFDokument274 Seiten1989 GMC Light Duty Truck Fuel and Emissions Including Driveability PDFRobert Klitzing100% (1)
- Coleman Product PageDokument10 SeitenColeman Product Pagecarlozz_96Noch keine Bewertungen
- Ro-Buh-Qpl: Express WorldwideDokument3 SeitenRo-Buh-Qpl: Express WorldwideverschelderNoch keine Bewertungen
- 2019 Course CatalogDokument31 Seiten2019 Course CatalogDeepen SharmaNoch keine Bewertungen
- Sibuyan Island ResiliencyDokument12 SeitenSibuyan Island ResiliencyEndangeredSpeciesNoch keine Bewertungen
- The Art of Now: Six Steps To Living in The MomentDokument5 SeitenThe Art of Now: Six Steps To Living in The MomentGiovanni AlloccaNoch keine Bewertungen
- A Compilation of Thread Size InformationDokument9 SeitenA Compilation of Thread Size Informationdim059100% (2)
- Clausius TheoremDokument3 SeitenClausius TheoremNitish KumarNoch keine Bewertungen
- GLOBAL Hydro Turbine Folder enDokument4 SeitenGLOBAL Hydro Turbine Folder enGogyNoch keine Bewertungen
- A6 2018 D Validation Qualification Appendix6 QAS16 673rev1 22022018Dokument12 SeitenA6 2018 D Validation Qualification Appendix6 QAS16 673rev1 22022018Oula HatahetNoch keine Bewertungen
- SRS Design Guidelines PDFDokument46 SeitenSRS Design Guidelines PDFLia FernandaNoch keine Bewertungen
- 3D Area Clearance Strategies for Roughing ComponentsDokument6 Seiten3D Area Clearance Strategies for Roughing ComponentsMohamedHassanNoch keine Bewertungen
- Handout Tematik MukhidDokument72 SeitenHandout Tematik MukhidJaya ExpressNoch keine Bewertungen
- Fake News Poems by Martin Ott Book PreviewDokument21 SeitenFake News Poems by Martin Ott Book PreviewBlazeVOX [books]Noch keine Bewertungen
- Lesson 2 Socio Anthropological View of The SelfDokument12 SeitenLesson 2 Socio Anthropological View of The SelfAilyn RamosNoch keine Bewertungen
- g4 - Stress Analysis of Operating Gas Pipeline Installed by HorizontalDokument144 Seiteng4 - Stress Analysis of Operating Gas Pipeline Installed by HorizontalDevin DickenNoch keine Bewertungen
- Sap ThufingteDokument10 SeitenSap ThufingtehangsinfNoch keine Bewertungen
- Space DynamicsDokument37 SeitenSpace Dynamicspurushottam KashyapNoch keine Bewertungen
- 2 Scour VentDokument8 Seiten2 Scour VentPrachi TaoriNoch keine Bewertungen




























































![RN-02-00001-07-11-IR-NBH-MI-000145[01] - M.Sub for Steel Elements for Irrigation Pump Station](https://imgv2-2-f.scribdassets.com/img/document/724610295/149x198/b3d19aeefc/1713524673?v=1)