Das könnte Ihnen auch gefallen
- Lubricants and LubricationDokument5 SeitenLubricants and LubricationsafowanNoch keine Bewertungen
- Industrial Lubricants Cross Reference GuideDokument80 SeitenIndustrial Lubricants Cross Reference Guideinsult2injuryNoch keine Bewertungen
- Gear OilsDokument3 SeitenGear OilsPurchase ZenoilNoch keine Bewertungen
- 3 - Syntetic Pocket GuideDokument9 Seiten3 - Syntetic Pocket GuideRay Cepeda MenaNoch keine Bewertungen
- Shell - Lubricants - Product Data GuideDokument20 SeitenShell - Lubricants - Product Data GuideRolando DaclanNoch keine Bewertungen
- Synthetic Gear Oil SelectionDokument9 SeitenSynthetic Gear Oil Selectionsmallik3Noch keine Bewertungen
- Lubs, Properties & TeatingDokument33 SeitenLubs, Properties & Teatingjamesv52_743942786Noch keine Bewertungen
- Field Testing: © INFINEUM INTERNATIONAL LIMITED 2017. All Rights ReservedDokument47 SeitenField Testing: © INFINEUM INTERNATIONAL LIMITED 2017. All Rights ReservedJahmia CoralieNoch keine Bewertungen
- 2 - SyntheticsDokument57 Seiten2 - SyntheticsRay Cepeda Mena100% (1)
- Base Stocks 基础油Dokument18 SeitenBase Stocks 基础油Yesica RozoNoch keine Bewertungen
- Natural Gas Engines LubricationDokument9 SeitenNatural Gas Engines Lubricationjameel babooramNoch keine Bewertungen
- ISO 6743-12 - 1989 - Part. 12 - Family Q - Heat Transfer FluidsDokument4 SeitenISO 6743-12 - 1989 - Part. 12 - Family Q - Heat Transfer FluidsMassimiliano VolaNoch keine Bewertungen
- GulfSea Synth PG 220 Gear OilDokument2 SeitenGulfSea Synth PG 220 Gear OilObydur RahmanNoch keine Bewertungen
- Shell Turbo T46 PDFDokument2 SeitenShell Turbo T46 PDFdionisio emilio reyes jimenezNoch keine Bewertungen
- BROCHURE Premium Greases Guide TNRDokument7 SeitenBROCHURE Premium Greases Guide TNRRezhaNoch keine Bewertungen
- Innovations in Lube Marketing: Indian Perspective Challenges & Way AheadDokument27 SeitenInnovations in Lube Marketing: Indian Perspective Challenges & Way AheadBhagyesh DokeNoch keine Bewertungen
- Lubricant Base Stocks: OutlineDokument23 SeitenLubricant Base Stocks: OutlineJahmia Coralie100% (1)
- MIL-L-2105D Downloaded Gear Oil SpecDokument17 SeitenMIL-L-2105D Downloaded Gear Oil Speckamal arabNoch keine Bewertungen
- Oil and Your EngineDokument39 SeitenOil and Your EngineMillet westNoch keine Bewertungen
- OEM Engine Oil Lubricant Specifications: White PaperDokument4 SeitenOEM Engine Oil Lubricant Specifications: White Papermohamed100% (1)
- Gulf Lubricants Brief ProfileDokument10 SeitenGulf Lubricants Brief Profileatripathi2009100% (1)
- 01 BPA Food IndustryDokument29 Seiten01 BPA Food IndustryMAYANK AGARWALNoch keine Bewertungen
- Technology Forum - Indoneusa - Gas Engines (Oct.2014) V2Dokument42 SeitenTechnology Forum - Indoneusa - Gas Engines (Oct.2014) V2Frana HadiNoch keine Bewertungen
- Gear Lubrication 3Dokument9 SeitenGear Lubrication 3rashm006ranjan100% (1)
- SAE J300 Viscosity Grades Below 20 Grade-SAE Power Trains Fuels and Lubricants-2010Dokument11 SeitenSAE J300 Viscosity Grades Below 20 Grade-SAE Power Trains Fuels and Lubricants-2010Irfan ShaikhNoch keine Bewertungen
- Food Grade Brochure PDFDokument9 SeitenFood Grade Brochure PDFMilena GonzalezNoch keine Bewertungen
- Report On Oil Types and Applications: 3 YearDokument5 SeitenReport On Oil Types and Applications: 3 YearMahmoud KassabNoch keine Bewertungen
- Velvex Industrial Oil - Nandan Petrochem LTDDokument27 SeitenVelvex Industrial Oil - Nandan Petrochem LTDNandan Petrochem Ltd0% (1)
- Gearbox LubricationDokument5 SeitenGearbox LubricationTaranpreet Singh100% (1)
- Lubricants For Textile Industry - Spinning / Preparation MachinesDokument6 SeitenLubricants For Textile Industry - Spinning / Preparation MachinesAbd Allatife AlshehabiNoch keine Bewertungen
- Approved Lubrication DDokument2 SeitenApproved Lubrication DMostafa MohamedNoch keine Bewertungen
- FUCHS RENOLIN Industrial Gear OilsDokument18 SeitenFUCHS RENOLIN Industrial Gear OilsfajarfrankyNoch keine Bewertungen
- Turbine Oil Condition Monitoring: Oil is the LifebloodDokument13 SeitenTurbine Oil Condition Monitoring: Oil is the LifebloodJagadish PatraNoch keine Bewertungen
- 9.2 Oils For Machine Lubrication - List of Suppliers: DIN 51517 Teil 3. (Viscosity at 40° C)Dokument3 Seiten9.2 Oils For Machine Lubrication - List of Suppliers: DIN 51517 Teil 3. (Viscosity at 40° C)Urke VukNoch keine Bewertungen
- Total - LUB - Industrial Apps - 2013 PDFDokument20 SeitenTotal - LUB - Industrial Apps - 2013 PDFAzhar1109100% (1)
- UNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015Dokument46 SeitenUNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015anjali sharmaNoch keine Bewertungen
- Kusa Chemicals Private Limited: Kusapour 340Dokument1 SeiteKusa Chemicals Private Limited: Kusapour 340n.hartonoNoch keine Bewertungen
- Flender Gear UnitsDokument74 SeitenFlender Gear Unitssdk00Noch keine Bewertungen
- Copia de Petrobras Marine Lubricating Oils Equivalent ListDokument5 SeitenCopia de Petrobras Marine Lubricating Oils Equivalent Listeddy1588Noch keine Bewertungen
- HP Lubes GuideDokument196 SeitenHP Lubes GuideJen Ekx100% (1)
- Lubricant BasestocksDokument37 SeitenLubricant BasestocksmaiatostiNoch keine Bewertungen
- Afton Industrial Overview Booklet 2019Dokument11 SeitenAfton Industrial Overview Booklet 2019Clairin LohNoch keine Bewertungen
- How To Select and Service Turbine OilsDokument5 SeitenHow To Select and Service Turbine OilsmvanzijpNoch keine Bewertungen
- What You Need To Know When Selecting Gear OilsDokument5 SeitenWhat You Need To Know When Selecting Gear OilsmarciofelipessantosNoch keine Bewertungen
- Industrial Lubricants - Viscosities Equivalent ISO-VG GradeDokument3 SeitenIndustrial Lubricants - Viscosities Equivalent ISO-VG GradeArifinNoch keine Bewertungen
- Gulf Gear WT: High Performance Industrial Gear OilDokument1 SeiteGulf Gear WT: High Performance Industrial Gear Oilatripathi2009Noch keine Bewertungen
- Engineering Chemistry Unit III(A) - Definition and Types of LubricantsDokument25 SeitenEngineering Chemistry Unit III(A) - Definition and Types of Lubricantssri aknth100% (1)
- Ipac 2310K PDS 16RT0R4T1TT9D PDFDokument1 SeiteIpac 2310K PDS 16RT0R4T1TT9D PDFJorge ZegarraNoch keine Bewertungen
- Viscosity and Viscosity ModifiersDokument37 SeitenViscosity and Viscosity ModifiersmaiatostiNoch keine Bewertungen
- Lubimax Pib 2400sa - TDSDokument1 SeiteLubimax Pib 2400sa - TDSkarthibenNoch keine Bewertungen
- SKF - NoWear Presentation at 07-12-06Dokument27 SeitenSKF - NoWear Presentation at 07-12-06Patrick Baridon100% (1)
- Lubricant Base Stocks: © INFINEUM INTERNATIONAL LIMITED 2017. All Rights ReservedDokument48 SeitenLubricant Base Stocks: © INFINEUM INTERNATIONAL LIMITED 2017. All Rights ReservedJahmia CoralieNoch keine Bewertungen
- Lubrication Management System AuditDokument10 SeitenLubrication Management System AuditMartin MendozaNoch keine Bewertungen
- UNIVERSAL HIGH PERFORMANCE GREASES AND FIRE RESISTANT FLUIDSDokument2 SeitenUNIVERSAL HIGH PERFORMANCE GREASES AND FIRE RESISTANT FLUIDSAlstome PowerNoch keine Bewertungen
- CLS Body of Knowledge-2016 PDFDokument4 SeitenCLS Body of Knowledge-2016 PDFSantos Junnior Hipolito SandovalNoch keine Bewertungen
- Construction Lube Apps 18 Jan 16Dokument46 SeitenConstruction Lube Apps 18 Jan 16José Cesário NetoNoch keine Bewertungen
- Guide to Selecting the Right Lubricant for Ball ScrewsDokument10 SeitenGuide to Selecting the Right Lubricant for Ball ScrewsDat RomanNoch keine Bewertungen
- Preventing Turbomachinery "Cholesterol": The Story of VarnishVon EverandPreventing Turbomachinery "Cholesterol": The Story of VarnishNoch keine Bewertungen
- Tds Total Multis Complex SHD 460 O8k 201412 enDokument1 SeiteTds Total Multis Complex SHD 460 O8k 201412 enM.TayyabNoch keine Bewertungen
- Alhamrani-Fuchs Petroleum Customer DetailsDokument1 SeiteAlhamrani-Fuchs Petroleum Customer DetailsM.TayyabNoch keine Bewertungen
- CENT Equipment Details FormDokument1 SeiteCENT Equipment Details FormM.TayyabNoch keine Bewertungen
- Cent predictive maintenance oil samplingDokument1 SeiteCent predictive maintenance oil samplingM.TayyabNoch keine Bewertungen
- TITAN ATF 4000 Multi-Purpose Automatic Transmission FluidDokument1 SeiteTITAN ATF 4000 Multi-Purpose Automatic Transmission FluidM.TayyabNoch keine Bewertungen
- Bearing Failure Inspection MethodsDokument41 SeitenBearing Failure Inspection MethodsM.TayyabNoch keine Bewertungen
- CENT FlyerDokument2 SeitenCENT FlyerM.TayyabNoch keine Bewertungen
- Reliability of Bearings and Its WorkingDokument11 SeitenReliability of Bearings and Its WorkingM.TayyabNoch keine Bewertungen
- Bearing Failure Inspection MethodsDokument41 SeitenBearing Failure Inspection MethodsM.TayyabNoch keine Bewertungen
- Bearing Failure Inspection MethodsDokument41 SeitenBearing Failure Inspection MethodsM.TayyabNoch keine Bewertungen
- Reliability of Bearings and Its WorkingDokument11 SeitenReliability of Bearings and Its WorkingM.TayyabNoch keine Bewertungen
- Cut Through Complexity with High Frequency Vibration AnalysisDokument20 SeitenCut Through Complexity with High Frequency Vibration AnalysisM.TayyabNoch keine Bewertungen
- Bearing Failure Inspection MethodsDokument41 SeitenBearing Failure Inspection MethodsM.TayyabNoch keine Bewertungen
- Learnings from penetration testing a university websiteDokument3 SeitenLearnings from penetration testing a university websiteLovepreetSidhu100% (1)
- 9817 Ecs Specs Roaddg Truck Aprons Guidelines Jan2021Dokument5 Seiten9817 Ecs Specs Roaddg Truck Aprons Guidelines Jan2021Arq. Omaña100% (1)
- Hanoi TowersDokument33 SeitenHanoi TowersChandan Sharma100% (1)
- 2 Rectilinear Motion (Updated)Dokument46 Seiten2 Rectilinear Motion (Updated)sefieilgua100% (1)
- Gabion Wall - DWGDokument1 SeiteGabion Wall - DWGsambasivammeNoch keine Bewertungen
- MidDokument92 SeitenMidKUNONoch keine Bewertungen
- ElectronicsDokument264 SeitenElectronicszamalahmed132Noch keine Bewertungen
- M-42 Plate Coolers PDFDokument52 SeitenM-42 Plate Coolers PDFGeorgi GalevNoch keine Bewertungen
- Dp1500i t4 Specification Sheet EnglishDokument3 SeitenDp1500i t4 Specification Sheet EnglishMahamadou IssoufouNoch keine Bewertungen
- Online Reservation System Project in JavaDokument7 SeitenOnline Reservation System Project in JavalokeshNoch keine Bewertungen
- En LV Power Supplies For High Altitude Applications Application NoteDokument7 SeitenEn LV Power Supplies For High Altitude Applications Application Notejoe blowNoch keine Bewertungen
- ICEA-S 96-659 5kVDokument2 SeitenICEA-S 96-659 5kVAnamulKabirNoch keine Bewertungen
- Ubuntu Admin Account UtilitiesDokument2 SeitenUbuntu Admin Account UtilitiesAnonymous fs4s0hNoch keine Bewertungen
- Trevi, World Leader in Dams Repairing and ConstructionDokument20 SeitenTrevi, World Leader in Dams Repairing and Constructionfanta calcio100% (1)
- Gear Types: - Cylindrical GearsDokument44 SeitenGear Types: - Cylindrical Gearsmadream7Noch keine Bewertungen
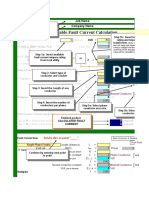
- Fault Current CalculatorDokument6 SeitenFault Current CalculatorVũDuyTânNoch keine Bewertungen
- 3 PatentsDokument4 Seiten3 PatentsNaresh GollapalliNoch keine Bewertungen
- PHARMA SterilizationDokument36 SeitenPHARMA Sterilizationassistantedt3Noch keine Bewertungen
- Hall Buttons Car Operating Panel: Standard Hall Call Button & Position IndicatorDokument1 SeiteHall Buttons Car Operating Panel: Standard Hall Call Button & Position Indicatorsameer hassanNoch keine Bewertungen
- Steel TableDokument9 SeitenSteel TableYashwant PatilNoch keine Bewertungen
- Function of The Operating System BS41 Q (HIMA CPU) PDFDokument36 SeitenFunction of The Operating System BS41 Q (HIMA CPU) PDFsendutdut100% (1)
- Water Leak Detection System Riser Diagram-Al Shamal-Rev00Dokument1 SeiteWater Leak Detection System Riser Diagram-Al Shamal-Rev00Don Roseller DumayaNoch keine Bewertungen
- TM 5-2410-241-10Dokument15 SeitenTM 5-2410-241-10"Rufus"0% (1)
- Steam Turbine Overspeed-Protection Woodward Protech-GIIDokument4 SeitenSteam Turbine Overspeed-Protection Woodward Protech-GIIMarioEnriqueAlcocerÁvilaNoch keine Bewertungen
- A 85 A 0 Module 2 UpDokument39 SeitenA 85 A 0 Module 2 UphimnnnNoch keine Bewertungen
- Five Generations of ComputersDokument4 SeitenFive Generations of ComputersMohammed Abu ShaibuNoch keine Bewertungen
- Fuel Gas Boosting Compressors BrochureDokument6 SeitenFuel Gas Boosting Compressors BrochuretiarrubuhNoch keine Bewertungen
- Ote Fp-S Filter Press Eng Web PDFDokument8 SeitenOte Fp-S Filter Press Eng Web PDFRegina Choque HuallpaNoch keine Bewertungen
- Washing Machine Project ProfileDokument10 SeitenWashing Machine Project ProfileParagJumde100% (1)
- Gels in Polyethylene Films - enDokument5 SeitenGels in Polyethylene Films - enNanh TrắngNoch keine Bewertungen