Das könnte Ihnen auch gefallen
- Coating For Field Joitns of PipelineDokument2 SeitenCoating For Field Joitns of Pipelineravi00098Noch keine Bewertungen
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsVon EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsBewertung: 5 von 5 Sternen5/5 (1)
- Global Transmission Sleeve: Storage & Safety Guidelines Product Description Equipment ListDokument2 SeitenGlobal Transmission Sleeve: Storage & Safety Guidelines Product Description Equipment ListPorfirio Ruiz GascaNoch keine Bewertungen
- 3-Layer Global Transmission Sleeve: Equipment List Product Description Storage & Safety GuidelinesDokument2 Seiten3-Layer Global Transmission Sleeve: Equipment List Product Description Storage & Safety GuidelinesPorfirio Ruiz GascaNoch keine Bewertungen
- GTS-65 (2-Layer) : Global Transmission Sleeve (Application Without Epoxy Primer)Dokument2 SeitenGTS-65 (2-Layer) : Global Transmission Sleeve (Application Without Epoxy Primer)Carlos MtzNoch keine Bewertungen
- 3-Layer Global Transmission Sleeve: Installation GuideDokument2 Seiten3-Layer Global Transmission Sleeve: Installation GuideMahmoud TahaNoch keine Bewertungen
- K60-HSS Install GuideDokument2 SeitenK60-HSS Install GuidedakidofdaboomNoch keine Bewertungen
- Wrapping Coating Application SequenceDokument2 SeitenWrapping Coating Application SequencesenthilkumarNoch keine Bewertungen
- Hss Installation CanusaDokument2 SeitenHss Installation Canusaresp-ectNoch keine Bewertungen
- Instalation Guide - GTS PP - Wrapid SleeveDokument2 SeitenInstalation Guide - GTS PP - Wrapid SleeveBalaji GuruNoch keine Bewertungen
- Surface Pre-Heat ChartDokument1 SeiteSurface Pre-Heat ChartZainudinNoch keine Bewertungen
- CANUSA IG A4 GTSPPTuDokument2 SeitenCANUSA IG A4 GTSPPTuMarcio NegraoNoch keine Bewertungen
- Fluid Power Tee SealsDokument2 SeitenFluid Power Tee Sealsmetall 4uNoch keine Bewertungen
- SikaBoom 420fire PDFDokument3 SeitenSikaBoom 420fire PDFIng. Mario A. Samudio IbarraNoch keine Bewertungen
- MSDS Denso-LT-TapeDokument2 SeitenMSDS Denso-LT-TapeEMPATI LUWU TIMURNoch keine Bewertungen
- Nozzles For Fixed Fire Suppression: Manual No. 104.FFDokument6 SeitenNozzles For Fixed Fire Suppression: Manual No. 104.FFManuelMartinezNoch keine Bewertungen
- Tankguard SF: Technical Data SheetDokument5 SeitenTankguard SF: Technical Data SheetRifki ArifinNoch keine Bewertungen
- Carbocoat 8239: Selection & Specification DataDokument4 SeitenCarbocoat 8239: Selection & Specification DataSHAIK ASIMUDDINNoch keine Bewertungen
- CANUSA E Primer PDFDokument2 SeitenCANUSA E Primer PDFZainudin100% (1)
- Sika - Boom - 420 - Fire 1 PDFDokument3 SeitenSika - Boom - 420 - Fire 1 PDFIng. Mario A. Samudio IbarraNoch keine Bewertungen
- Nitrile Rubber InsulationDokument2 SeitenNitrile Rubber InsulationSushil WadiyeNoch keine Bewertungen
- High Build Epoxy Coating for PipelinesDokument3 SeitenHigh Build Epoxy Coating for PipelinesAndrea Pamela León AlgarañazNoch keine Bewertungen
- Custom Fiberglass Products - Pas-Gon - Israel ExporterDokument2 SeitenCustom Fiberglass Products - Pas-Gon - Israel ExporterIsrael ExporterNoch keine Bewertungen
- Smarter Building Systems SBS-R30 Insulating Paint InstructionsDokument5 SeitenSmarter Building Systems SBS-R30 Insulating Paint InstructionsJJ Sherem MoraNoch keine Bewertungen
- Wrapid Tape™: Product DescriptionDokument2 SeitenWrapid Tape™: Product DescriptionCristobal Leal Aranda100% (1)
- Brett FillersDokument2 SeitenBrett Fillerslokomoko1Noch keine Bewertungen
- Duct Sealant 32-17Dokument2 SeitenDuct Sealant 32-17Amadou MokshaNoch keine Bewertungen
- The High Performance Sound Absorption For A Quieter EnvironmentDokument3 SeitenThe High Performance Sound Absorption For A Quieter EnvironmentirfanNoch keine Bewertungen
- Wrapidbond: Anti-Corrosion System For Protection of Steel SubstratesDokument2 SeitenWrapidbond: Anti-Corrosion System For Protection of Steel SubstratessenthilkumarNoch keine Bewertungen
- Wrapidbond: Anti-Corrosion System For Protection of Steel SubstratesDokument2 SeitenWrapidbond: Anti-Corrosion System For Protection of Steel SubstratesDhim131267Noch keine Bewertungen
- Surface Pre-Heat ChartDokument3 SeitenSurface Pre-Heat ChartZainudinNoch keine Bewertungen
- BaxterDokument2 SeitenBaxterbambang.nurasNoch keine Bewertungen
- Pipeline Repair Products: Repair Patch, Melt Stick, Epoxy Primer and Mastic FillerDokument2 SeitenPipeline Repair Products: Repair Patch, Melt Stick, Epoxy Primer and Mastic FillerCarlos MtzNoch keine Bewertungen
- L&J 94020-2BDokument8 SeitenL&J 94020-2BBureau VeritasNoch keine Bewertungen
- Interspec: Bridge SpecificationDokument7 SeitenInterspec: Bridge SpecificationruloNoch keine Bewertungen
- CANUSA Wrapid TapeDokument2 SeitenCANUSA Wrapid TapeHalimNoch keine Bewertungen
- GTS-80 MQAP Rev 1.04Dokument6 SeitenGTS-80 MQAP Rev 1.04Tyler CurryNoch keine Bewertungen
- 9.0 Abro Tape FSK Data SheetDokument3 Seiten9.0 Abro Tape FSK Data SheetProcurement AlamcoNoch keine Bewertungen
- 3450 Duct Tape Data SheetDokument3 Seiten3450 Duct Tape Data SheetDonald VelosoNoch keine Bewertungen
- Tankguard StorageDokument5 SeitenTankguard StorageBiju_PottayilNoch keine Bewertungen
- Coating Joint - Canusa Wrapid TapDokument2 SeitenCoating Joint - Canusa Wrapid TapDani HartantoNoch keine Bewertungen
- Tankguard Storage: Technical Data SheetDokument5 SeitenTankguard Storage: Technical Data SheetEngTamerNoch keine Bewertungen
- Pipeline Repair Products: Repair Patch, Melt Stick, Epoxy Primer and Mastic FillerDokument2 SeitenPipeline Repair Products: Repair Patch, Melt Stick, Epoxy Primer and Mastic FillerCherif GhalebNoch keine Bewertungen
- MIT Spot Blasting & Coating SpecificationDokument7 SeitenMIT Spot Blasting & Coating SpecificationMohd YusriNoch keine Bewertungen
- Foster 32-17Dokument2 SeitenFoster 32-17Mostafa AymanNoch keine Bewertungen
- Ciclo Di Verniciatura: Painting CycleDokument5 SeitenCiclo Di Verniciatura: Painting CycleMaffone NumerounoNoch keine Bewertungen
- NC 559 Asm TF PDFDokument2 SeitenNC 559 Asm TF PDFroto44Noch keine Bewertungen
- 1 Mil Clear Polyester ESD-Safe Tape: Single Coated Linered TapesDokument3 Seiten1 Mil Clear Polyester ESD-Safe Tape: Single Coated Linered TapesKelly EnglotNoch keine Bewertungen
- Denso Densyl TapeDokument2 SeitenDenso Densyl TapeDianWidodoNoch keine Bewertungen
- Zerust AxxaCoat90 TechnicalDataSheet RevD2Dokument3 SeitenZerust AxxaCoat90 TechnicalDataSheet RevD2ccorp0089Noch keine Bewertungen
- Technical Data Sheet for Tankguard Storage CoatingDokument5 SeitenTechnical Data Sheet for Tankguard Storage Coatingabdulgafoor54Noch keine Bewertungen
- Denso-Bore-WrapDokument3 SeitenDenso-Bore-WrapAlexander MattosNoch keine Bewertungen
- Premier Coatings Premtape TropicalDokument2 SeitenPremier Coatings Premtape TropicalIm ChinithNoch keine Bewertungen
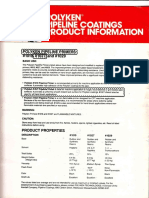
- Polyken Pipeline #1027,: Primers #1019Dokument3 SeitenPolyken Pipeline #1027,: Primers #1019Azmi SyariefNoch keine Bewertungen
- Passive Corrosion Prevention For Flanges and Valves: Product InformationDokument3 SeitenPassive Corrosion Prevention For Flanges and Valves: Product InformationAnant RubadeNoch keine Bewertungen
- K-60 Wrapidsleeve: One-Piece Protective Sleeve With Pre-Attached ClosureDokument2 SeitenK-60 Wrapidsleeve: One-Piece Protective Sleeve With Pre-Attached ClosurePedro Juan Dàvila ZùñigaNoch keine Bewertungen
- Carboguard 690: Selection & Specification Data Selection & Specification DataDokument2 SeitenCarboguard 690: Selection & Specification Data Selection & Specification DataImran AhmadNoch keine Bewertungen
- Vpci - 386 Acrylic Primer/Topcoat: FeaturesDokument2 SeitenVpci - 386 Acrylic Primer/Topcoat: FeaturesDenish Tiko AkbarNoch keine Bewertungen
- 8&9. Ds-Og-Trugard-Psfg-191118Dokument2 Seiten8&9. Ds-Og-Trugard-Psfg-191118Reza PramataNoch keine Bewertungen
- Cardenas Norte battery construction project status reportDokument7 SeitenCardenas Norte battery construction project status reportPorfirio Ruiz GascaNoch keine Bewertungen
- Isidro Mendoza Mendoza DocumentDokument1 SeiteIsidro Mendoza Mendoza DocumentPorfirio Ruiz GascaNoch keine Bewertungen
- Copia de Exhibit 2 Documents Transmittal FormDokument1 SeiteCopia de Exhibit 2 Documents Transmittal FormPorfirio Ruiz GascaNoch keine Bewertungen
- MT 01001Dokument4 SeitenMT 01001Porfirio Ruiz GascaNoch keine Bewertungen
- Pipe ThreadsDokument1 SeitePipe ThreadsPorfirio Ruiz GascaNoch keine Bewertungen
- Logo EditableDokument1 SeiteLogo EditablePorfirio Ruiz GascaNoch keine Bewertungen
- Term o MetroDokument1 SeiteTerm o MetroPorfirio Ruiz GascaNoch keine Bewertungen
- Logo InovaDokument1 SeiteLogo InovaPorfirio Ruiz GascaNoch keine Bewertungen
- MVDC-Connected Offshore Wind Power Hybrid Resonant ConverterDokument4 SeitenMVDC-Connected Offshore Wind Power Hybrid Resonant ConverterBrightworld ProjectsNoch keine Bewertungen
- Easy Genset Control: OperationDokument51 SeitenEasy Genset Control: OperationdonothearNoch keine Bewertungen
- 908 PM Expertise and Equipment Contribute To CHP Success at Sodra Cell VaroDokument2 Seiten908 PM Expertise and Equipment Contribute To CHP Success at Sodra Cell Varoshashikanth79Noch keine Bewertungen
- AMX AC Power Source ManualDokument114 SeitenAMX AC Power Source ManualjassadNoch keine Bewertungen
- Chlorosorb Ultra Case StudiesDokument5 SeitenChlorosorb Ultra Case StudiesWitta Kartika RestuNoch keine Bewertungen
- Evaluating The Effectiveness of Retrofitting An Existing Hospitality Buildingsia in 2010-2014Dokument8 SeitenEvaluating The Effectiveness of Retrofitting An Existing Hospitality Buildingsia in 2010-2014International Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Lumidor Minimax XTDokument4 SeitenLumidor Minimax XTPaky PakicNoch keine Bewertungen
- Atmospheric Water Generator DesignDokument9 SeitenAtmospheric Water Generator Designscribd2Noch keine Bewertungen
- U3 Oxidation and Reduction PPT WatermarkDokument45 SeitenU3 Oxidation and Reduction PPT Watermarkapi-125934329Noch keine Bewertungen
- XR77CX: Installing and Operating InstructionsDokument5 SeitenXR77CX: Installing and Operating InstructionsVũ Hằng PhươngNoch keine Bewertungen
- Futuro Continuo Afirmativo y NegativoDokument4 SeitenFuturo Continuo Afirmativo y NegativoSkoNoch keine Bewertungen
- FAI Services Overview SHORTDokument58 SeitenFAI Services Overview SHORTMariela CarrilloNoch keine Bewertungen
- Germany and Japan's Remarkable Post-WWII Economic ComebackDokument5 SeitenGermany and Japan's Remarkable Post-WWII Economic ComebackHANNALEENoch keine Bewertungen
- New Holland Cargador w170 B Tier III Na RepuestosDokument555 SeitenNew Holland Cargador w170 B Tier III Na Repuestosarmando vara chavez100% (2)
- 937 Letter AttchamentDokument8 Seiten937 Letter AttchamentNeeta RautelaNoch keine Bewertungen
- Mechanical OperationDokument14 SeitenMechanical OperationThiyaga RajanNoch keine Bewertungen
- Connection TableDokument10 SeitenConnection TableBepdjNoch keine Bewertungen
- VS1-2 Manual PDFDokument284 SeitenVS1-2 Manual PDFJorge InostrozaNoch keine Bewertungen
- Test Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankDokument9 SeitenTest Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankNail BaskoNoch keine Bewertungen
- V. Ganapathy On Calculation of Flue Gas DensityDokument2 SeitenV. Ganapathy On Calculation of Flue Gas DensityRi KoNoch keine Bewertungen
- Siemens Actuator M3K20FXNDokument10 SeitenSiemens Actuator M3K20FXNbasil christopherNoch keine Bewertungen
- SMT - Kashibai Navale College of Engineering, Vadgaon Pune: Heat TransferDokument8 SeitenSMT - Kashibai Navale College of Engineering, Vadgaon Pune: Heat TransferFS18ME046 MAYUR NikamNoch keine Bewertungen
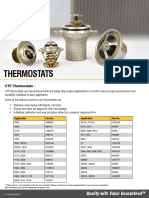
- TERMOSTATOSDokument1 SeiteTERMOSTATOSSERGIOEDWARDONoch keine Bewertungen
- 018 10Dokument3 Seiten018 10ilkerkozturkNoch keine Bewertungen
- Chapter 8 ObjectivesDokument3 SeitenChapter 8 ObjectivesdaddlescoopNoch keine Bewertungen
- 42SL80 TrainingDokument93 Seiten42SL80 Trainingvmalvica67% (3)
- New Tutorial 2 Solution On ThermodynamicsDokument7 SeitenNew Tutorial 2 Solution On ThermodynamicsNaveed AhmadNoch keine Bewertungen
- Line Sizing GuidelinesDokument31 SeitenLine Sizing Guidelinesc_nghia100% (3)
- Motor (ABB Type)Dokument50 SeitenMotor (ABB Type)Rolando Nunez del Prado B.Noch keine Bewertungen
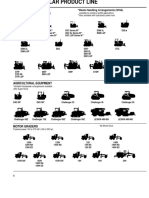
- Caterpillar Product Line 13Dokument7 SeitenCaterpillar Product Line 13GenneraalNoch keine Bewertungen