Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 2009 Traders Expo John EhlerDokument36 Seiten2009 Traders Expo John EhlerMichael Spada100% (1)
- Lecture 2 Orthographic ProjectionDokument53 SeitenLecture 2 Orthographic ProjectionANNoch keine Bewertungen
- Lecture 1 Cont.Dokument60 SeitenLecture 1 Cont.ANNoch keine Bewertungen
- DrawingDokument1 SeiteDrawingANNoch keine Bewertungen
- Assignment # 5Dokument4 SeitenAssignment # 5ANNoch keine Bewertungen
- Handrail & Balustrade Solutions: Uniclass L442 Ci/Sfb (34) X Epic D4Dokument32 SeitenHandrail & Balustrade Solutions: Uniclass L442 Ci/Sfb (34) X Epic D4ANNoch keine Bewertungen
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/ UndertakingDokument11 SeitenSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/ UndertakingANNoch keine Bewertungen
- Introduction To Materials Manufacturing and Process EDPT 302 Prof. Yasser FouadDokument49 SeitenIntroduction To Materials Manufacturing and Process EDPT 302 Prof. Yasser FouadANNoch keine Bewertungen
- Drawing PDFDokument1 SeiteDrawing PDFANNoch keine Bewertungen
- Engineering Drawing Isometric 1: Assignment # 4Dokument3 SeitenEngineering Drawing Isometric 1: Assignment # 4ANNoch keine Bewertungen
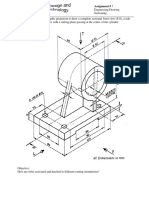
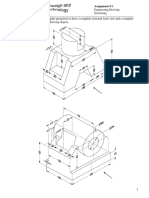
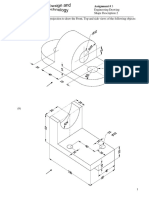
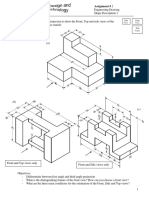
- Engineering Drawing Shape Description 2 Use The First-Angle Orthographic Projection To Draw The Front, Top and Side Views of The Following ObjectsDokument2 SeitenEngineering Drawing Shape Description 2 Use The First-Angle Orthographic Projection To Draw The Front, Top and Side Views of The Following ObjectsANNoch keine Bewertungen
- DrawingDokument1 SeiteDrawingAN100% (1)
- Home Assignment 5 Missing ViewDokument1 SeiteHome Assignment 5 Missing ViewANNoch keine Bewertungen
- Home Assignment 3 Isometric and ObliqueDokument2 SeitenHome Assignment 3 Isometric and ObliqueANNoch keine Bewertungen
- Home Assignment 4 SectioniongDokument2 SeitenHome Assignment 4 SectioniongAN0% (1)
- Lecture 5 Cont.: Dimensioning DimensioningDokument58 SeitenLecture 5 Cont.: Dimensioning DimensioningANNoch keine Bewertungen
- Lecture 5 Missing ViewDokument32 SeitenLecture 5 Missing ViewANNoch keine Bewertungen
- Assignment # 2: Top ViewDokument1 SeiteAssignment # 2: Top ViewAN100% (1)
- Home Assignment 1 Applied GeometryDokument3 SeitenHome Assignment 1 Applied GeometryANNoch keine Bewertungen
- Lecture 4 SectioningDokument37 SeitenLecture 4 SectioningANNoch keine Bewertungen
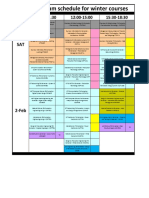
- Make Up Exam Schedule For Winter Courses 1.2Dokument6 SeitenMake Up Exam Schedule For Winter Courses 1.2ANNoch keine Bewertungen
- Tools To Bring With YouDokument1 SeiteTools To Bring With YouANNoch keine Bewertungen
- Standard of Drawing LinesDokument1 SeiteStandard of Drawing LinesANNoch keine Bewertungen
- ITC DiplomasDokument8 SeitenITC DiplomasANNoch keine Bewertungen
- Catalogue Description:: Upon Successful Completion of This Course, The Student Will Be Able ToDokument2 SeitenCatalogue Description:: Upon Successful Completion of This Course, The Student Will Be Able ToANNoch keine Bewertungen
- Praesentation LiMux Engl - WebDokument17 SeitenPraesentation LiMux Engl - WebANNoch keine Bewertungen
- Furniture Design Diploma - Outline - 2016 AUCDokument13 SeitenFurniture Design Diploma - Outline - 2016 AUCANNoch keine Bewertungen
- Spring 2017 Schedule PDFDokument40 SeitenSpring 2017 Schedule PDFANNoch keine Bewertungen
- Binomial Poisson Normal DistributionDokument9 SeitenBinomial Poisson Normal DistributionFahim MahmudNoch keine Bewertungen
- Continuous Distributions and The Normal Distribution: Notation: Probability Density Function PDFDokument5 SeitenContinuous Distributions and The Normal Distribution: Notation: Probability Density Function PDFPal AjayNoch keine Bewertungen
- UNIT I - Random VariablesDokument12 SeitenUNIT I - Random VariablesShubham VishnoiNoch keine Bewertungen
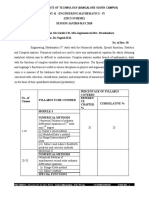
- Pes Institute of Technology (Bangalore South Campus) : (Iii) Runge-Kutta Method of 4Dokument4 SeitenPes Institute of Technology (Bangalore South Campus) : (Iii) Runge-Kutta Method of 4Jemi NakNoch keine Bewertungen
- WINSEM2023-24 MAT2001 ETH VL2023240505528 2024-02-27 Reference-Material-IDokument69 SeitenWINSEM2023-24 MAT2001 ETH VL2023240505528 2024-02-27 Reference-Material-IThejashree S 23MID0060Noch keine Bewertungen
- Assignment 4Dokument3 SeitenAssignment 4Divyanshu BoseNoch keine Bewertungen
- 06 Chapter 7Dokument46 Seiten06 Chapter 7anderson marcosNoch keine Bewertungen
- MPC 3Dokument165 SeitenMPC 3Surya Budi WidagdoNoch keine Bewertungen
- Chap 2 - Probability Theory - PPTDokument27 SeitenChap 2 - Probability Theory - PPTImadNoch keine Bewertungen
- Probability Final Exam With SolutionsDokument10 SeitenProbability Final Exam With Solutionssaruji_sanNoch keine Bewertungen
- Modul StatMat I 2020Dokument24 SeitenModul StatMat I 2020Jari JarnoNoch keine Bewertungen
- Revision Notes - ST2131: Ma Hongqiang April 18, 2017Dokument30 SeitenRevision Notes - ST2131: Ma Hongqiang April 18, 2017Glenn LimNoch keine Bewertungen
- Error 1311 PDFDokument2 SeitenError 1311 PDFIsaacNoch keine Bewertungen
- Lecture12 PDFDokument36 SeitenLecture12 PDFApoorav DhingraNoch keine Bewertungen
- Chap7 Random ProcessDokument21 SeitenChap7 Random ProcessSeham RaheelNoch keine Bewertungen
- 16 ACTL2131 ExercisesDokument94 Seiten16 ACTL2131 Exerciseskenny013Noch keine Bewertungen
- PTSPDokument55 SeitenPTSPdunde.venu5393Noch keine Bewertungen
- Population Based Incremental LearningDokument8 SeitenPopulation Based Incremental LearningcowbanditNoch keine Bewertungen
- Expected Monetary Value PDFDokument2 SeitenExpected Monetary Value PDFPamNoch keine Bewertungen
- Continuous Dist Week 5Dokument12 SeitenContinuous Dist Week 5LibyaFlowerNoch keine Bewertungen
- RSA Ques10Bank SampleDokument8 SeitenRSA Ques10Bank SampleZulfiqar Ali100% (1)
- Uniform DistributionDokument6 SeitenUniform DistributionYoftahiNoch keine Bewertungen
- Intermediate STATS 10Dokument35 SeitenIntermediate STATS 10Aditi SangwanNoch keine Bewertungen
- 2003 Awr 3Dokument12 Seiten2003 Awr 3cecoppolaNoch keine Bewertungen
- Rec 9B - Continuous Random Variables - Part 2-3Dokument3 SeitenRec 9B - Continuous Random Variables - Part 2-3Skylar HsuNoch keine Bewertungen
- Modeling Risk and Realities Week 3 Session 2Dokument39 SeitenModeling Risk and Realities Week 3 Session 2vivek commonNoch keine Bewertungen
- Statistical Quality Control of EngineereDokument175 SeitenStatistical Quality Control of EngineereHenock ShewasemaNoch keine Bewertungen
- Tutorial 2 PDFDokument1 SeiteTutorial 2 PDFUddeshya GuptaNoch keine Bewertungen