Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- EWWP KBW Operation ManualDokument20 SeitenEWWP KBW Operation ManualHoàngViệtAnhNoch keine Bewertungen
- Welcome To The Solutions Page: Basic Ice Maker Wiring CircuitDokument4 SeitenWelcome To The Solutions Page: Basic Ice Maker Wiring CircuitHoàngViệtAnhNoch keine Bewertungen
- Bulletin 116.1387Dokument13 SeitenBulletin 116.1387HoàngViệtAnhNoch keine Bewertungen
- Backup of TbankstartupDokument5 SeitenBackup of TbankstartupHoàngViệtAnhNoch keine Bewertungen
- 10 1 1 458 9620 PDFDokument166 Seiten10 1 1 458 9620 PDFHoàngViệtAnhNoch keine Bewertungen
- N NG Đ % Trong ChillerDokument205 SeitenN NG Đ % Trong ChillerHoàngViệtAnhNoch keine Bewertungen
- Backup of TbankstartupDokument5 SeitenBackup of TbankstartupHoàngViệtAnhNoch keine Bewertungen
- What Is SubcoolingDokument3 SeitenWhat Is SubcoolingHoàngViệtAnhNoch keine Bewertungen
- DX Ammonia With Smart Hot Gas SHG DefrostDokument4 SeitenDX Ammonia With Smart Hot Gas SHG DefrostHoàngViệtAnhNoch keine Bewertungen
- Cubic: CompactDokument5 SeitenCubic: CompactHoàngViệtAnhNoch keine Bewertungen
- DKRCI - PE.000.A2.02 LRerDokument6 SeitenDKRCI - PE.000.A2.02 LRerphoenix5834Noch keine Bewertungen
- Freeze For Less Anatoli Naoumov SlidesDokument30 SeitenFreeze For Less Anatoli Naoumov SlidesHoàngViệtAnhNoch keine Bewertungen
- Doug R Refrigeration 2 Handout FinalDokument26 SeitenDoug R Refrigeration 2 Handout FinalHoàngViệtAnhNoch keine Bewertungen
- Condensing Units: Installation and Operations ManualDokument40 SeitenCondensing Units: Installation and Operations ManualHoàngViệtAnhNoch keine Bewertungen
- Industrial Refrigeration Best Practices Guide PDFDokument19 SeitenIndustrial Refrigeration Best Practices Guide PDFManoj TiwariNoch keine Bewertungen
- Guentner Subcooling EN PDFDokument18 SeitenGuentner Subcooling EN PDFNotlim MarulandaNoch keine Bewertungen
- Hot Gas Defrost - Final ReportDokument22 SeitenHot Gas Defrost - Final ReportHoàngViệtAnhNoch keine Bewertungen
- Industrial Refrigeration Best Practices Guide PDFDokument19 SeitenIndustrial Refrigeration Best Practices Guide PDFManoj TiwariNoch keine Bewertungen
- Refrigeration Is All About Phase Change: - So Is Liquid HammerDokument33 SeitenRefrigeration Is All About Phase Change: - So Is Liquid HammerHoàngViệtAnhNoch keine Bewertungen
- H Im HGD - MohaveDokument69 SeitenH Im HGD - MohaveHoàngViệtAnhNoch keine Bewertungen
- LineSizing (BUFF)Dokument22 SeitenLineSizing (BUFF)towiwaNoch keine Bewertungen
- LineSizing (BUFF)Dokument22 SeitenLineSizing (BUFF)towiwaNoch keine Bewertungen
- Aalborg Universitet: Cai, Junping Stoustrup, Jakob Rasmussen, Bjarne DindlerDokument7 SeitenAalborg Universitet: Cai, Junping Stoustrup, Jakob Rasmussen, Bjarne DindlerHoàngViệtAnhNoch keine Bewertungen
- Refrigeration Is All About Phase Change: - So Is Liquid HammerDokument33 SeitenRefrigeration Is All About Phase Change: - So Is Liquid HammerHoàngViệtAnhNoch keine Bewertungen
- Supercritical Gas Cooling and Condensation of Refrigerant R410A at Near-Critical PressuresDokument300 SeitenSupercritical Gas Cooling and Condensation of Refrigerant R410A at Near-Critical PressuresHoàngViệtAnhNoch keine Bewertungen
- O.1.6.3 A New Method For Preventing Air Source Heat Pump and Refrigerator From FrostingDokument11 SeitenO.1.6.3 A New Method For Preventing Air Source Heat Pump and Refrigerator From FrostingHoàngViệtAnhNoch keine Bewertungen
- Parametric Evaluation of A Nh3/Co2 Cascade System For Supermarket Refrigeration in Laboratory EnvironmentDokument95 SeitenParametric Evaluation of A Nh3/Co2 Cascade System For Supermarket Refrigeration in Laboratory EnvironmentHoàngViệtAnhNoch keine Bewertungen
- Mohave: Technical GuideDokument36 SeitenMohave: Technical GuideHoàngViệtAnhNoch keine Bewertungen
- Optimizing Hot Gas DefrostDokument9 SeitenOptimizing Hot Gas DefrostHoàngViệtAnhNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Pressure Gauge TerminologyDokument2 SeitenPressure Gauge TerminologySaeed VuNoch keine Bewertungen
- Grade 12 Chem Remedial WorksheetDokument4 SeitenGrade 12 Chem Remedial Worksheetz82tynq64yNoch keine Bewertungen
- Blower Double Impeller bl520002 Technical Data Sheet en v3Dokument2 SeitenBlower Double Impeller bl520002 Technical Data Sheet en v3Docu CenterNoch keine Bewertungen
- Energy Levels MS PDFDokument3 SeitenEnergy Levels MS PDFLoh Jun XianNoch keine Bewertungen
- Caltrans Bridge SpecificationDokument29 SeitenCaltrans Bridge SpecificationsamratkadamNoch keine Bewertungen
- S T A N D A R D: ANSI/ASAE S572.1 MAR2009 Spray Nozzle Classification by Droplet SpectraDokument4 SeitenS T A N D A R D: ANSI/ASAE S572.1 MAR2009 Spray Nozzle Classification by Droplet SpectraJavier Gaete ObrequeNoch keine Bewertungen
- Flow Serve PumpsDokument8 SeitenFlow Serve PumpsHenry Suarez0% (1)
- Polymers: Lecture 3 Unit-2b: The Mechanism of Addition PolymerizationDokument3 SeitenPolymers: Lecture 3 Unit-2b: The Mechanism of Addition PolymerizationUtkarsh SinghNoch keine Bewertungen
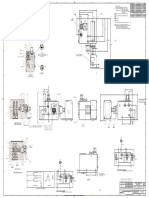
- Section B-B Shuttle Valve: Valve, Hydraulic, Self Sequencing RatchetDokument2 SeitenSection B-B Shuttle Valve: Valve, Hydraulic, Self Sequencing Ratchetnikon reddyNoch keine Bewertungen
- Williams Landel Ferry - JACS55 PDFDokument7 SeitenWilliams Landel Ferry - JACS55 PDFrishikeshmandawadNoch keine Bewertungen
- Slope Stability AnalysisDokument68 SeitenSlope Stability AnalysisKingshuk JanaNoch keine Bewertungen
- DNV-OS-F101 2000 Submarine Pipeline System PDFDokument168 SeitenDNV-OS-F101 2000 Submarine Pipeline System PDFMichael MooreNoch keine Bewertungen
- 2021 Uzem Chemistry Ch09 - 2 Solubility and Complex-Ion EquilibriaDokument102 Seiten2021 Uzem Chemistry Ch09 - 2 Solubility and Complex-Ion EquilibriaErdem AltunNoch keine Bewertungen
- Vibrations ME400Dokument32 SeitenVibrations ME400Nick MezaNoch keine Bewertungen
- Pinch Spreadsheet Nov06 Final 1Dokument102 SeitenPinch Spreadsheet Nov06 Final 1ABDUL RAFEYNoch keine Bewertungen
- Exchap 02 AnsDokument11 SeitenExchap 02 AnsMewnEProwtNoch keine Bewertungen
- Mil PRF 13830BDokument82 SeitenMil PRF 13830Bmmottola12Noch keine Bewertungen
- Advanced Materials For Hydrogen ProductionDokument150 SeitenAdvanced Materials For Hydrogen ProductionGhazanfar SheikhNoch keine Bewertungen
- Piezo Low FrequencyDokument21 SeitenPiezo Low Frequencygastelum fernandezNoch keine Bewertungen
- Strength of MaterialsDokument64 SeitenStrength of MaterialsMark Anthony Liwag Nama100% (1)
- Chemical Reaction Engineering (CRE) Is TheDokument24 SeitenChemical Reaction Engineering (CRE) Is TheVaibhav GuptaNoch keine Bewertungen
- Real-Time Spatial Compound ImagingDokument2 SeitenReal-Time Spatial Compound ImagingNam LeNoch keine Bewertungen
- Solution Manual For Physical Chemistry Principles and Applications in Biological Sciences 5th Edition by TinocoDokument9 SeitenSolution Manual For Physical Chemistry Principles and Applications in Biological Sciences 5th Edition by Tinocoa73579570733% (3)
- Water TankDokument89 SeitenWater TankDenishmakvanaNoch keine Bewertungen
- Low Pressure Drop HVAC Design For LaboratoriesDokument9 SeitenLow Pressure Drop HVAC Design For LaboratoriesankNoch keine Bewertungen
- Product Maintenance Information: Contact-Cooled Rotary Screw Air CompressorDokument16 SeitenProduct Maintenance Information: Contact-Cooled Rotary Screw Air CompressorEritimNoch keine Bewertungen
- MAhoney TableDokument7 SeitenMAhoney TableSanty SanNoch keine Bewertungen
- Lesson in ScienceDokument27 SeitenLesson in SciencereymartNoch keine Bewertungen