Das könnte Ihnen auch gefallen
- International Journal of Engineering Research and Development (IJERD)Dokument4 SeitenInternational Journal of Engineering Research and Development (IJERD)IJERDNoch keine Bewertungen
- Effect of Machining Parameters and Optimization of Temperature Rise in Turning Operation of Aluminium-6061 Using RSM and Artificial Neural NetworkDokument10 SeitenEffect of Machining Parameters and Optimization of Temperature Rise in Turning Operation of Aluminium-6061 Using RSM and Artificial Neural NetworkDr. Mahesh GopalNoch keine Bewertungen
- A New Approach To The Prediction of Temperature of The Workpiece of Face Milling PDFDokument8 SeitenA New Approach To The Prediction of Temperature of The Workpiece of Face Milling PDFJuri JurieNoch keine Bewertungen
- Finite Element Analysis On Temperature Distribution of Turning ProcessDokument6 SeitenFinite Element Analysis On Temperature Distribution of Turning ProcessIJMERNoch keine Bewertungen
- Numerical Investigation of Effects of Cutting Conditions TitaniumDokument23 SeitenNumerical Investigation of Effects of Cutting Conditions TitaniumviniciusadsNoch keine Bewertungen
- Finite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsDokument10 SeitenFinite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsAzaath AzuNoch keine Bewertungen
- Prediction of Cutting Force and Temperature Rise in The End-Milling OperationDokument12 SeitenPrediction of Cutting Force and Temperature Rise in The End-Milling OperationPalanisamy PonnusamyNoch keine Bewertungen
- A Review On Heat Generation in Metal Cutting: ISSN (ONLINE) : 2250-0758, ISSN (PRINT) : 2394-6962Dokument5 SeitenA Review On Heat Generation in Metal Cutting: ISSN (ONLINE) : 2250-0758, ISSN (PRINT) : 2394-6962Sandeep MandalNoch keine Bewertungen
- Measurement of Cutting Temperature During MachiningDokument15 SeitenMeasurement of Cutting Temperature During MachiningivanNoch keine Bewertungen
- Optimization of Tool Wear: A ReviewDokument8 SeitenOptimization of Tool Wear: A ReviewIJMERNoch keine Bewertungen
- Finite Element Analysis of Single Point Cutting Tool: JournalDokument8 SeitenFinite Element Analysis of Single Point Cutting Tool: JournalsasaaNoch keine Bewertungen
- Performance Analysis of Coated Single Point Cutting Tool in Turning OperationDokument10 SeitenPerformance Analysis of Coated Single Point Cutting Tool in Turning OperationViraj GaonkarNoch keine Bewertungen
- Finite Element Prediction of Temperature Rise Distribution in Turning Process of AISI 1045 Carbon SteelDokument19 SeitenFinite Element Prediction of Temperature Rise Distribution in Turning Process of AISI 1045 Carbon Steelasitzone4uNoch keine Bewertungen
- 2 MankovaDokument4 Seiten2 MankovaBehailu FelekeNoch keine Bewertungen
- An Experimental Investigation of Hot Machining Performance Parameters Using Oxy-Acetylene Gas SetupDokument6 SeitenAn Experimental Investigation of Hot Machining Performance Parameters Using Oxy-Acetylene Gas SetupSagar MohanNoch keine Bewertungen
- White LDokument29 SeitenWhite LAnupam AlokNoch keine Bewertungen
- Cutting Temperature Measurement and Material Machinability: Bogdan P. NEDIĆ, Milan D. ERIĆDokument13 SeitenCutting Temperature Measurement and Material Machinability: Bogdan P. NEDIĆ, Milan D. ERIĆSriyono NozbNoch keine Bewertungen
- Ijems 22 (6) 679-685Dokument7 SeitenIjems 22 (6) 679-685WoodieBest654Noch keine Bewertungen
- An Experimental Technique For The Measurement of Temperature Fields For The Orthogonal Cutting in High Speed MachiningDokument8 SeitenAn Experimental Technique For The Measurement of Temperature Fields For The Orthogonal Cutting in High Speed Machiningkuba DefaruNoch keine Bewertungen
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Dokument11 SeitenAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraNoch keine Bewertungen
- Design Optimization of Hot Forming Tools by Numerical Thermal AnalysisDokument18 SeitenDesign Optimization of Hot Forming Tools by Numerical Thermal AnalysisvishalNoch keine Bewertungen
- Predictive Model For Thermal Response During Dry Machining of Al 6082 t6 Using Fem IJERTV9IS060885Dokument12 SeitenPredictive Model For Thermal Response During Dry Machining of Al 6082 t6 Using Fem IJERTV9IS060885Anis dakhlaouiNoch keine Bewertungen
- Investigation of Tool Temperature and Surface Quality in Hot Machining of Hard-to-Cut MaterialsDokument5 SeitenInvestigation of Tool Temperature and Surface Quality in Hot Machining of Hard-to-Cut MaterialsLidwin BerchmansNoch keine Bewertungen
- Thermal Aspects Material Considerations and Cooling Strategies in Cryogenic Machining-LibreDokument10 SeitenThermal Aspects Material Considerations and Cooling Strategies in Cryogenic Machining-LibreMocerneac BogdanNoch keine Bewertungen
- Materials Today: Proceedings: E. Mohan, L. Mamundi Azaath, U. Natarajan, S. RaghuramanDokument6 SeitenMaterials Today: Proceedings: E. Mohan, L. Mamundi Azaath, U. Natarajan, S. RaghuramanAzaath AzuNoch keine Bewertungen
- Comparison Between Dry and Wet Machining of Stainless Steel N. I. Galanis, D. E. Manolakos, N. M. VaxevanidisDokument8 SeitenComparison Between Dry and Wet Machining of Stainless Steel N. I. Galanis, D. E. Manolakos, N. M. VaxevanidisaeroprinceNoch keine Bewertungen
- Hot MachiningDokument5 SeitenHot Machiningpavi32Noch keine Bewertungen
- IRJET Paper-3Dokument8 SeitenIRJET Paper-3Vashishth KushwahaNoch keine Bewertungen
- An Experimental and Coupled Thermo-Mechanical Finite Element Study of Heat Partition Effects in MachiningDokument17 SeitenAn Experimental and Coupled Thermo-Mechanical Finite Element Study of Heat Partition Effects in Machiningamit chapagainNoch keine Bewertungen
- Determination of Thermal Material Properties For The Numerical Simulation of Cutting ProcessesDokument32 SeitenDetermination of Thermal Material Properties For The Numerical Simulation of Cutting Processeskibaiben0Noch keine Bewertungen
- MACHINING OPTIMIZATION AT ELEVATED TEMPERATURE (HOT MACHINING) : A LITERATURE REVIEW Author (S) : Md. Orooj, Dr. P Sudhakar RaoDokument4 SeitenMACHINING OPTIMIZATION AT ELEVATED TEMPERATURE (HOT MACHINING) : A LITERATURE REVIEW Author (S) : Md. Orooj, Dr. P Sudhakar RaoMD.OROOJNoch keine Bewertungen
- Studying Thermal BehaviorDokument6 SeitenStudying Thermal BehaviorAhmed MatNoch keine Bewertungen
- An Experimental Technique For The Measurement of Temperature Fields For The Orthogonal Cutting in High Speed MachiningDokument9 SeitenAn Experimental Technique For The Measurement of Temperature Fields For The Orthogonal Cutting in High Speed MachiningTEJ SAKPALNoch keine Bewertungen
- AbstractDokument2 SeitenAbstractravi tejaNoch keine Bewertungen
- Analytical Modeling of Temperature Distribution in Metal Cutting: Finite Element ApproachDokument18 SeitenAnalytical Modeling of Temperature Distribution in Metal Cutting: Finite Element ApproachtanjalazarNoch keine Bewertungen
- Manufacturing Science: "Heat Generation & Cutting Tool Temperature"Dokument25 SeitenManufacturing Science: "Heat Generation & Cutting Tool Temperature"mnizam48100% (2)
- Analysis of The Cutting Mechanics Under The Influence of Worn Tool Geometry 2013 Procedia CIRPDokument6 SeitenAnalysis of The Cutting Mechanics Under The Influence of Worn Tool Geometry 2013 Procedia CIRPEdo DestradaNoch keine Bewertungen
- Sensors 15 01274Dokument18 SeitenSensors 15 01274Hugo CostaNoch keine Bewertungen
- Determination of Temperature Distribution in The Cutting Zone PDFDokument8 SeitenDetermination of Temperature Distribution in The Cutting Zone PDFJuri JurieNoch keine Bewertungen
- Cutting Tool PDFDokument9 SeitenCutting Tool PDFManideep AnanthulaNoch keine Bewertungen
- Heat Generation and Temperature Prediction in Metal Cutting: A Review and Implications For High Speed Machining.Dokument19 SeitenHeat Generation and Temperature Prediction in Metal Cutting: A Review and Implications For High Speed Machining.SoudeepSahaNoch keine Bewertungen
- Cutting Temperature and Laser Beam Temperature Effects On Cutting Tool Deformation in Laser-Assisted MachiningDokument6 SeitenCutting Temperature and Laser Beam Temperature Effects On Cutting Tool Deformation in Laser-Assisted MachiningrrameshsmitNoch keine Bewertungen
- Welding Project Report PDFDokument61 SeitenWelding Project Report PDFEzzadin Baban50% (6)
- FEM Inocal Effect of Nose Radius On ForceDokument7 SeitenFEM Inocal Effect of Nose Radius On Forceamit chapagainNoch keine Bewertungen
- Measurement: Asit Kumar Parida, Kalipada MaityDokument7 SeitenMeasurement: Asit Kumar Parida, Kalipada Maity238657 ktr.et.mech.16Noch keine Bewertungen
- Untitled DocumentDokument8 SeitenUntitled DocumentShyam TadaNoch keine Bewertungen
- Stress Analysis of Angle Bar With Different Process Parameter in Hot RollingDokument7 SeitenStress Analysis of Angle Bar With Different Process Parameter in Hot RollingVashishth KushwahaNoch keine Bewertungen
- A Review On Optimization of Process Parameters in Turning Operation Carried Out by Coated InsertDokument6 SeitenA Review On Optimization of Process Parameters in Turning Operation Carried Out by Coated InsertKalai ArasanNoch keine Bewertungen
- Ajeassp 2010 102 108Dokument7 SeitenAjeassp 2010 102 108Azeez AdebayoNoch keine Bewertungen
- Analysis of Face Milling Performance On Inconel 71Dokument12 SeitenAnalysis of Face Milling Performance On Inconel 71Nguyễn Hữu PhấnNoch keine Bewertungen
- JMMP 02 00063Dokument19 SeitenJMMP 02 00063kishoreNoch keine Bewertungen
- A New Thermomechanical Model of Cutting Applied To Turning Operations. Part I. TheoryDokument15 SeitenA New Thermomechanical Model of Cutting Applied To Turning Operations. Part I. TheoryAshwani VermaNoch keine Bewertungen
- FEM Study On The Effect of The Tool Geometry On The Machining Aspects (Turning) of Steel AlloyDokument36 SeitenFEM Study On The Effect of The Tool Geometry On The Machining Aspects (Turning) of Steel AlloyManoj Kumar ReddyNoch keine Bewertungen
- A Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisDokument10 SeitenA Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisRavi TiwariNoch keine Bewertungen
- Compensation For Tool Deformation and Expansion inDokument9 SeitenCompensation For Tool Deformation and Expansion inSangHak LeeNoch keine Bewertungen
- Numerical Simulation of Two Tool Turning Process: Kalidasan Rathinam and Sandeep KumarDokument4 SeitenNumerical Simulation of Two Tool Turning Process: Kalidasan Rathinam and Sandeep KumarAdnen LaamouriNoch keine Bewertungen
- 150 FiniteDokument8 Seiten150 FiniteLokeshRathorNoch keine Bewertungen
- Finite Element Modelling of Temperature Distribution in The Cutting Zone in Turning Processes With Differently Coated Tools - 2005 - Journal of MaterialsDokument8 SeitenFinite Element Modelling of Temperature Distribution in The Cutting Zone in Turning Processes With Differently Coated Tools - 2005 - Journal of MaterialsRiston SinagaNoch keine Bewertungen
- Finite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyDokument15 SeitenFinite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyEdo DestradaNoch keine Bewertungen
- Thanjavur Panchangam 2015-16Dokument40 SeitenThanjavur Panchangam 2015-16SivasakthivelPsNoch keine Bewertungen
- NBA Criterion 4 - New Template - Updated On 04-12-17 (Split-Up)Dokument20 SeitenNBA Criterion 4 - New Template - Updated On 04-12-17 (Split-Up)SivasakthivelPsNoch keine Bewertungen
- LOR1Dokument1 SeiteLOR1SivasakthivelPsNoch keine Bewertungen
- Optics & Laser Technology: J.L. Chen, J. Li, R. Song, L.L. Bai, J.Z. Shao, C.C. QuDokument14 SeitenOptics & Laser Technology: J.L. Chen, J. Li, R. Song, L.L. Bai, J.Z. Shao, C.C. QuSivasakthivelPsNoch keine Bewertungen
- Multi Objective Optimization of End Milling Parameters Using Firefly and Particle Swarm AlgorithmDokument17 SeitenMulti Objective Optimization of End Milling Parameters Using Firefly and Particle Swarm AlgorithmSivasakthivelPsNoch keine Bewertungen
- Investigation On Microstructural and Mechanical Properties of B C-Aluminum Matrix Composites Prepared by Microwave SinteringDokument5 SeitenInvestigation On Microstructural and Mechanical Properties of B C-Aluminum Matrix Composites Prepared by Microwave SinteringSivasakthivelPsNoch keine Bewertungen
- National Board of Accreditation: Pro-Forma For Pre-Qualifiers TIER-I InstitutionsDokument9 SeitenNational Board of Accreditation: Pro-Forma For Pre-Qualifiers TIER-I InstitutionsSivasakthivelPsNoch keine Bewertungen
- University Manual 29th August 2019Dokument163 SeitenUniversity Manual 29th August 2019baldev singhNoch keine Bewertungen
- Naac 2018 SairamDokument113 SeitenNaac 2018 SairamiadaikalamNoch keine Bewertungen
- Design and Project - III Year CDokument3 SeitenDesign and Project - III Year CSivasakthivelPsNoch keine Bewertungen
- National Board of Accreditation: Pro-Forma For Pre-Qualifiers TIER-I InstitutionsDokument9 SeitenNational Board of Accreditation: Pro-Forma For Pre-Qualifiers TIER-I InstitutionsSivasakthivelPsNoch keine Bewertungen
- What Is DemocracyDokument5 SeitenWhat Is DemocracySivasakthivelPsNoch keine Bewertungen
- Eclipsecon MQTT Dashboard SessionDokument82 SeitenEclipsecon MQTT Dashboard Sessionoscar.diciomma8446Noch keine Bewertungen
- Land Use Paln in La Trinidad BenguetDokument19 SeitenLand Use Paln in La Trinidad BenguetErin FontanillaNoch keine Bewertungen
- To Syed Ubed - For UpdationDokument1 SeiteTo Syed Ubed - For Updationshrikanth5singhNoch keine Bewertungen
- Key Features of A Company 1. Artificial PersonDokument19 SeitenKey Features of A Company 1. Artificial PersonVijayaragavan MNoch keine Bewertungen
- Spare Parts ManagementDokument21 SeitenSpare Parts Managementdajit1100% (1)
- Carelink Connect: User GuideDokument41 SeitenCarelink Connect: User GuideMiha SoicaNoch keine Bewertungen
- Toshiba Satellite L200 M200 M203 M206 KBTIDokument59 SeitenToshiba Satellite L200 M200 M203 M206 KBTIYakub LismaNoch keine Bewertungen
- CasesDokument4 SeitenCasesNaveen Stephen LoyolaNoch keine Bewertungen
- WWW - Manaresults.co - In: Internet of ThingsDokument3 SeitenWWW - Manaresults.co - In: Internet of Thingsbabudurga700Noch keine Bewertungen
- Divider Block Accessory LTR HowdenDokument4 SeitenDivider Block Accessory LTR HowdenjasonNoch keine Bewertungen
- Resources and Courses: Moocs (Massive Open Online Courses)Dokument8 SeitenResources and Courses: Moocs (Massive Open Online Courses)Jump SkillNoch keine Bewertungen
- Gogte Institute of Technology: Karnatak Law Society'SDokument33 SeitenGogte Institute of Technology: Karnatak Law Society'SjagaenatorNoch keine Bewertungen
- Tekla Structures ToturialsDokument35 SeitenTekla Structures ToturialsvfmgNoch keine Bewertungen
- Indirect Teaching Strategy??: Name: Topic: Under SupervisionDokument9 SeitenIndirect Teaching Strategy??: Name: Topic: Under SupervisionSeham FouadNoch keine Bewertungen
- Pharmaceutical Microbiology NewsletterDokument12 SeitenPharmaceutical Microbiology NewsletterTim SandleNoch keine Bewertungen
- DC0002A Lhires III Assembling Procedure EnglishDokument17 SeitenDC0002A Lhires III Assembling Procedure EnglishНикола ЉубичићNoch keine Bewertungen
- Crivit IAN 89192 FlashlightDokument2 SeitenCrivit IAN 89192 FlashlightmNoch keine Bewertungen
- ARISE 2023: Bharati Vidyapeeth College of Engineering, Navi MumbaiDokument5 SeitenARISE 2023: Bharati Vidyapeeth College of Engineering, Navi MumbaiGAURAV DANGARNoch keine Bewertungen
- Pediatric Skills For OT Assistants 3rd Ed.Dokument645 SeitenPediatric Skills For OT Assistants 3rd Ed.Patrice Escobar100% (1)
- Business-Model Casual Cleaning ServiceDokument1 SeiteBusiness-Model Casual Cleaning ServiceRudiny FarabyNoch keine Bewertungen
- Andrews C145385 Shareholders DebriefDokument9 SeitenAndrews C145385 Shareholders DebriefmrdlbishtNoch keine Bewertungen
- A.2 de - La - Victoria - v. - Commission - On - Elections20210424-12-18iwrdDokument6 SeitenA.2 de - La - Victoria - v. - Commission - On - Elections20210424-12-18iwrdCharisse SarateNoch keine Bewertungen
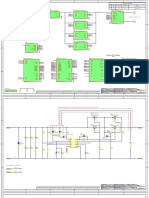
- Scheme Bidirectional DC-DC ConverterDokument16 SeitenScheme Bidirectional DC-DC ConverterNguyễn Quang KhoaNoch keine Bewertungen
- Salva v. MakalintalDokument2 SeitenSalva v. MakalintalGain DeeNoch keine Bewertungen
- Hyundai Himap BcsDokument22 SeitenHyundai Himap BcsLim Fung ChienNoch keine Bewertungen
- Tax Accounting Jones CH 4 HW SolutionsDokument7 SeitenTax Accounting Jones CH 4 HW SolutionsLolaLaTraileraNoch keine Bewertungen
- LR Format 1.2Dokument1 SeiteLR Format 1.2Ch.Suresh SuryaNoch keine Bewertungen
- 1.functional Specification PTP With EDIDokument36 Seiten1.functional Specification PTP With EDIAnil Kumar100% (4)
- Study of Means End Value Chain ModelDokument19 SeitenStudy of Means End Value Chain ModelPiyush Padgil100% (1)
- ADS Chapter 303 Grants and Cooperative Agreements Non USDokument81 SeitenADS Chapter 303 Grants and Cooperative Agreements Non USMartin JcNoch keine Bewertungen