Das könnte Ihnen auch gefallen
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyVon EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNoch keine Bewertungen
- Pressed Steel Door FramesDokument3 SeitenPressed Steel Door FramesGuna SekaranNoch keine Bewertungen
- Civil Work Specification Part 43Dokument10 SeitenCivil Work Specification Part 43AM MANoch keine Bewertungen
- 31 62 16 Steel Sheet PilesDokument6 Seiten31 62 16 Steel Sheet PilesFadredskyNoch keine Bewertungen
- Division 3 Specs WrittingDokument16 SeitenDivision 3 Specs WrittingJaymar Palomares OrilloNoch keine Bewertungen
- DPWHDokument8 SeitenDPWHleovorigNoch keine Bewertungen
- Reinforcement Detailing in Concrete StructuresDokument6 SeitenReinforcement Detailing in Concrete StructurescherogonyaNoch keine Bewertungen
- Roofing: Chapter-IxDokument30 SeitenRoofing: Chapter-IxRamsubbuNoch keine Bewertungen
- Prestressing Section 1800Dokument13 SeitenPrestressing Section 1800aalignup arc & const. pvt ltdNoch keine Bewertungen
- Part 1 General: SECTION 03210 Reinforcing SteelDokument4 SeitenPart 1 General: SECTION 03210 Reinforcing SteelJojolasNoch keine Bewertungen
- Compliance On Qcs SpecsDokument16 SeitenCompliance On Qcs Specsvhin84Noch keine Bewertungen
- Part 9 FencingDokument13 SeitenPart 9 FencingElvis GrayNoch keine Bewertungen
- Chain Link Fences and Gates Part 1 - General 1.1 DescriptionDokument5 SeitenChain Link Fences and Gates Part 1 - General 1.1 Descriptionm_a_nada67% (3)
- Cement-Mortar Lined & Coated Steel PipeDokument5 SeitenCement-Mortar Lined & Coated Steel Pipenay denNoch keine Bewertungen
- Section 09100 Metal Framing SystemDokument5 SeitenSection 09100 Metal Framing Systemestimasi100% (1)
- Installation of Cast-In-Place Reinforced Gypsum Concrete: Standard Specification ForDokument6 SeitenInstallation of Cast-In-Place Reinforced Gypsum Concrete: Standard Specification ForHumberto GutierrezNoch keine Bewertungen
- 400.3.1 Cast-In-Place Concrete PilesDokument8 Seiten400.3.1 Cast-In-Place Concrete PilesGerald YasonNoch keine Bewertungen
- General Specification (Building) 30-01-21 198-380Dokument183 SeitenGeneral Specification (Building) 30-01-21 198-380shujaNoch keine Bewertungen
- R Miscellaneous1Dokument3 SeitenR Miscellaneous1daveleyconsNoch keine Bewertungen
- Section 9 US 2011Dokument12 SeitenSection 9 US 2011Carlos SYNoch keine Bewertungen
- 9 FencingDokument11 Seiten9 FencingkashifNoch keine Bewertungen
- QCS 2010 Part 09 FencingDokument11 SeitenQCS 2010 Part 09 FencingRotsapNayrbNoch keine Bewertungen
- American Steel Bars - s440Dokument6 SeitenAmerican Steel Bars - s440Emeka OdinyeNoch keine Bewertungen
- ConstructionDokument8 SeitenConstructionGaspar Lig-ang TolomiaNoch keine Bewertungen
- 2700 Wearings Coat and AppurtenancesDokument5 Seiten2700 Wearings Coat and Appurtenancesdhamu_i4uNoch keine Bewertungen
- Technical Specification of Rolling Shutter For ACDFS BuildingDokument10 SeitenTechnical Specification of Rolling Shutter For ACDFS BuildingnikkiNoch keine Bewertungen
- Baroda RTODokument190 SeitenBaroda RTOSoni JitubhaiNoch keine Bewertungen
- CVS3 HVAC Duct Metal Work Specifications FINALDokument8 SeitenCVS3 HVAC Duct Metal Work Specifications FINALMohammed MohieNoch keine Bewertungen
- Structural Specs 2Dokument10 SeitenStructural Specs 2hadjie ansayNoch keine Bewertungen
- Concrete ReinforcementDokument5 SeitenConcrete Reinforcementsethu1091Noch keine Bewertungen
- R Miscellaneous1Dokument3 SeitenR Miscellaneous1alep azizNoch keine Bewertungen
- Specification of Steel Tubular Poles 4009Dokument2 SeitenSpecification of Steel Tubular Poles 4009Akshay DharNoch keine Bewertungen
- Section 9 Prestressed Concrete: LRFD Design Specifications. Bridge Designers Must Exercise Engineering Judgment inDokument14 SeitenSection 9 Prestressed Concrete: LRFD Design Specifications. Bridge Designers Must Exercise Engineering Judgment inComet AstroNoch keine Bewertungen
- Steel Stud Solutions Product CatalogDokument15 SeitenSteel Stud Solutions Product CatalogDGWNoch keine Bewertungen
- 4-Specs-Hangers and SupportsDokument2 Seiten4-Specs-Hangers and SupportsTalha BaigNoch keine Bewertungen
- Technical Specifications: Duct Work and Outlets GeneralDokument16 SeitenTechnical Specifications: Duct Work and Outlets GeneralNedunuri.Madhav MurthyNoch keine Bewertungen
- Thumb Rules For Steel&Concrete DesignDokument11 SeitenThumb Rules For Steel&Concrete DesigngvgbabuNoch keine Bewertungen
- Especificacion Tecnica Comp RadialDokument3 SeitenEspecificacion Tecnica Comp RadialreviloNoch keine Bewertungen
- C 956 Â " 97 QZK1NI1SRUQDokument8 SeitenC 956 Â " 97 QZK1NI1SRUQSebastián RodríguezNoch keine Bewertungen
- B. AASHTO - American Association of State Highway and Transport Officials. Aashto 181 Chain Link FenceDokument6 SeitenB. AASHTO - American Association of State Highway and Transport Officials. Aashto 181 Chain Link FenceuddinnadeemNoch keine Bewertungen
- Furring For Gypsum Board CeilingsDokument4 SeitenFurring For Gypsum Board Ceilingsjack.simpson.changNoch keine Bewertungen
- Techinical Specifications Welcome To NescoDokument54 SeitenTechinical Specifications Welcome To NescotejzabNoch keine Bewertungen
- Astm F567Dokument4 SeitenAstm F567RUI MIGUEL SILVANoch keine Bewertungen
- Rev DrainDokument6 SeitenRev DrainRaj RahulNoch keine Bewertungen
- Wisconsin Construction Specification 6. Corrugated Metal Pipe ConduitsDokument2 SeitenWisconsin Construction Specification 6. Corrugated Metal Pipe Conduits魏雨辰Noch keine Bewertungen
- Cantilever DesignDokument8 SeitenCantilever DesignJun CrisostomoNoch keine Bewertungen
- General Notes 1 Steel WorkDokument18 SeitenGeneral Notes 1 Steel Workmaga2292Noch keine Bewertungen
- Design of Steel Structures Digital Assignment-3: Is 805-Water TanksDokument6 SeitenDesign of Steel Structures Digital Assignment-3: Is 805-Water TanksSreya P SNoch keine Bewertungen
- Design and Construction FailuresDokument23 SeitenDesign and Construction Failuresgokulnath.asoorNoch keine Bewertungen
- Optional Precast Reinforced Concrete (2-14-04) Box Culvert at StationDokument5 SeitenOptional Precast Reinforced Concrete (2-14-04) Box Culvert at StationSayed Moussa El-KellawyNoch keine Bewertungen
- Checklist For Fabrication of Beam Structure Design & DrawingDokument4 SeitenChecklist For Fabrication of Beam Structure Design & DrawingRupesh KhandekarNoch keine Bewertungen
- Specs For Aluminum Geodesic Batten Domes 2012Dokument5 SeitenSpecs For Aluminum Geodesic Batten Domes 2012RaghNoch keine Bewertungen
- Item F-161 Wire Fence With Steel Posts (Class C and D Fence)Dokument4 SeitenItem F-161 Wire Fence With Steel Posts (Class C and D Fence)Wansa Pearl FoundationsNoch keine Bewertungen
- Marth 1800 PrestressingDokument17 SeitenMarth 1800 PrestressingRamesh100% (4)
- P'R 1 Dp"Jt-I : Republic of The PhilippinesDokument5 SeitenP'R 1 Dp"Jt-I : Republic of The PhilippinesjrsiaseNoch keine Bewertungen
- Wearing CoatDokument5 SeitenWearing Coatnandi_scrNoch keine Bewertungen
- PHED SpecificationsDokument8 SeitenPHED SpecificationssaxraviNoch keine Bewertungen
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsVon EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsNoch keine Bewertungen
- Reinforced Concrete Buildings: Behavior and DesignVon EverandReinforced Concrete Buildings: Behavior and DesignBewertung: 5 von 5 Sternen5/5 (1)
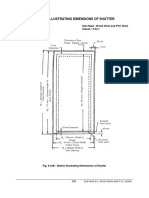
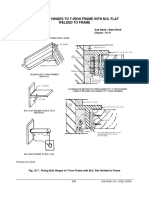
- Sub Head 9.0: Wood Work and P.V.C. WorkDokument10 SeitenSub Head 9.0: Wood Work and P.V.C. WorkAM MANoch keine Bewertungen
- Civil Work Specification Part 40Dokument10 SeitenCivil Work Specification Part 40AM MANoch keine Bewertungen
- Civil Work Specification Part 40Dokument10 SeitenCivil Work Specification Part 40AM MANoch keine Bewertungen
- Civil Work Specification Part 38Dokument10 SeitenCivil Work Specification Part 38AM MANoch keine Bewertungen
- Civil Work Specification Part 41Dokument10 SeitenCivil Work Specification Part 41AM MANoch keine Bewertungen
- Civil Work Specification Part 39Dokument10 SeitenCivil Work Specification Part 39AM MANoch keine Bewertungen
- Civil Work Specification Part 42Dokument10 SeitenCivil Work Specification Part 42AM MANoch keine Bewertungen
- Civil Work Specification Part 46Dokument10 SeitenCivil Work Specification Part 46AM MANoch keine Bewertungen
- Civil Work Specification Part 47Dokument10 SeitenCivil Work Specification Part 47AM MANoch keine Bewertungen
- Civil Work Specification Part 45Dokument10 SeitenCivil Work Specification Part 45AM MANoch keine Bewertungen
- Civil Work Specification Part 48Dokument10 SeitenCivil Work Specification Part 48AM MANoch keine Bewertungen
- Civil Work Specification Part 49Dokument10 SeitenCivil Work Specification Part 49AM MANoch keine Bewertungen
- Civil Work Specification Part 50Dokument10 SeitenCivil Work Specification Part 50AM MANoch keine Bewertungen
- Civil Work Specification Part 53Dokument10 SeitenCivil Work Specification Part 53AM MANoch keine Bewertungen
- Civil Work Specification Part 52Dokument10 SeitenCivil Work Specification Part 52AM MANoch keine Bewertungen
- Civil Work Specification Part 51Dokument10 SeitenCivil Work Specification Part 51AM MANoch keine Bewertungen
- Civil Work Specification Part 54Dokument10 SeitenCivil Work Specification Part 54AM MANoch keine Bewertungen
- Civil Work Specification Part 55Dokument4 SeitenCivil Work Specification Part 55AM MANoch keine Bewertungen
- STK400Dokument2 SeitenSTK400irne83Noch keine Bewertungen
- Structural FPD P.sanchezDokument9 SeitenStructural FPD P.sanchezHailley DensonNoch keine Bewertungen
- BATCH PASTEURIZERS 150L - 300L - 500L and 1000L: OperationDokument5 SeitenBATCH PASTEURIZERS 150L - 300L - 500L and 1000L: Operationkagaku09Noch keine Bewertungen
- Astm A36-A36m-02 STD Specs For Carbon Structural SteelDokument4 SeitenAstm A36-A36m-02 STD Specs For Carbon Structural SteelCharwin PicaoNoch keine Bewertungen
- Equivalents of Carbon Steel QualitiesDokument10 SeitenEquivalents of Carbon Steel QualitiesRamani Elampooranan K ENoch keine Bewertungen
- Tendernotice 2Dokument405 SeitenTendernotice 2Shweta JoshiNoch keine Bewertungen
- Flour Mill Instruction SheetDokument13 SeitenFlour Mill Instruction SheetM Indra RahmansyahNoch keine Bewertungen
- Manual Steel ConnectionsDokument174 SeitenManual Steel ConnectionsFranciscaNoch keine Bewertungen
- Simpson Strong Frame Ordinary Moment FrameC-SF10Dokument68 SeitenSimpson Strong Frame Ordinary Moment FrameC-SF10Debo SodipoNoch keine Bewertungen
- Checklist1101 - Structural Steelwork - Fabrication - UnlockedDokument2 SeitenChecklist1101 - Structural Steelwork - Fabrication - UnlockedsouravrobinNoch keine Bewertungen
- Structural Steelwork - Fabrication and Erection: AS/NZS 5131:2016Dokument9 SeitenStructural Steelwork - Fabrication and Erection: AS/NZS 5131:2016Ian Arbuckle67% (3)
- Turbine Tender GOVDokument226 SeitenTurbine Tender GOVbhavsar_sandesh3Noch keine Bewertungen
- AISC Steel Construction Manual ASD 7th Edition 1st Impression 1973Dokument1.066 SeitenAISC Steel Construction Manual ASD 7th Edition 1st Impression 1973Eric WilkinsNoch keine Bewertungen
- Aci 216.1 - 1997 PDFDokument26 SeitenAci 216.1 - 1997 PDFBhavanishankar ShettyNoch keine Bewertungen
- NC 2000Dokument34 SeitenNC 2000AnilNoch keine Bewertungen
- Ma'Aden Engineering Manual: Structural Design Criteria - Non-Process Buildings & StructuresDokument35 SeitenMa'Aden Engineering Manual: Structural Design Criteria - Non-Process Buildings & StructuresMuhammad Najam AbbasNoch keine Bewertungen
- BohlerThyssen PDFDokument386 SeitenBohlerThyssen PDFElMacheteDelHuesoNoch keine Bewertungen
- Histar: Arcelormittal Europe - Long Products Sections and Merchant BarsDokument32 SeitenHistar: Arcelormittal Europe - Long Products Sections and Merchant Barscristi_mtNoch keine Bewertungen
- ISO 3183 3 Petroleum and Natural Gas Industries Steel PipeDokument63 SeitenISO 3183 3 Petroleum and Natural Gas Industries Steel Pipedsx40100% (1)
- List of Steel Conference ExhibitorsDokument18 SeitenList of Steel Conference ExhibitorsJitendra100% (1)
- Pre Qualification Criteria For Carbon - Alloy Steel Blooms SuppliersDokument10 SeitenPre Qualification Criteria For Carbon - Alloy Steel Blooms SuppliersAnonymous gr5Pr9AVNoch keine Bewertungen
- Steel ConstructionsDokument23 SeitenSteel ConstructionsdanmertzNoch keine Bewertungen
- Case Studies For Steel Bridge Erection Conventional, Lateral Slides and Incremental LaunchingDokument9 SeitenCase Studies For Steel Bridge Erection Conventional, Lateral Slides and Incremental LaunchingMiguel PerezNoch keine Bewertungen
- BurjkhalifaDokument71 SeitenBurjkhalifaAr Sushil Bhardwaj100% (2)
- Anchor Bolt Design PhilosophyDokument6 SeitenAnchor Bolt Design PhilosophyjiokoijikoNoch keine Bewertungen
- Steel Trading CompaniesDokument7 SeitenSteel Trading CompaniesListonNoch keine Bewertungen
- Space FramesDokument27 SeitenSpace FramesNajib KiwanNoch keine Bewertungen
- Splice DesignDokument5 SeitenSplice DesignBunkun15Noch keine Bewertungen
- 05 Compendium Emerging TechnologiesDokument50 Seiten05 Compendium Emerging TechnologiesAnonymous Of0C4dNoch keine Bewertungen
- Part I - Design Guidelines & Plates: State of New Hampshire Department of TransportationDokument184 SeitenPart I - Design Guidelines & Plates: State of New Hampshire Department of TransportationovikbasuNoch keine Bewertungen