Das könnte Ihnen auch gefallen
- ASTM D 4170 Prevenção de Desgaste Por Atrito (FRETTING WEAR TEST) PDFDokument6 SeitenASTM D 4170 Prevenção de Desgaste Por Atrito (FRETTING WEAR TEST) PDFIsaaq ManoelNoch keine Bewertungen
- FZG enDokument12 SeitenFZG enrbulnes2350Noch keine Bewertungen
- ISO 6743 - 4 - Hydraulic OilDokument8 SeitenISO 6743 - 4 - Hydraulic OilNokiabhre WijayaNoch keine Bewertungen
- Kusa Chemicals Private Limited: Kusapour 340Dokument1 SeiteKusa Chemicals Private Limited: Kusapour 340n.hartonoNoch keine Bewertungen
- Lubricant Testing PDFDokument68 SeitenLubricant Testing PDFSergey MedvedevNoch keine Bewertungen
- Grease Testing InformationDokument27 SeitenGrease Testing InformationDanielNoch keine Bewertungen
- D4172Dokument5 SeitenD4172rimi7alNoch keine Bewertungen
- Evaluating Compatibility of Binary Mixtures of Lubricating GreasesDokument8 SeitenEvaluating Compatibility of Binary Mixtures of Lubricating GreasesahmedNoch keine Bewertungen
- Gear OilsDokument3 SeitenGear OilsPurchase ZenoilNoch keine Bewertungen
- High-Speed Bearing Grease Berutox FB 22Dokument1 SeiteHigh-Speed Bearing Grease Berutox FB 22Mauricio SánchezNoch keine Bewertungen
- ASTM D4290 Grease LeakageDokument8 SeitenASTM D4290 Grease LeakagesrcattozziNoch keine Bewertungen
- Tests For The Analysis of Used Lubricating GreaseDokument36 SeitenTests For The Analysis of Used Lubricating Greasegilar herliana putraNoch keine Bewertungen
- Investmech (Oil Analysis For PMM) TN R0.0Dokument49 SeitenInvestmech (Oil Analysis For PMM) TN R0.0Santiago Solorzano ValenciaNoch keine Bewertungen
- What Are Metalworking FluidsDokument10 SeitenWhat Are Metalworking FluidsDimas NevesNoch keine Bewertungen
- D6185-11 Standard Practice For Evaluating Compatibility of Binary Mixtures of Lubricating GreasesDokument9 SeitenD6185-11 Standard Practice For Evaluating Compatibility of Binary Mixtures of Lubricating GreasesSalvatore LombardoNoch keine Bewertungen
- Kluber-Brochure Lubrication of Various ComponentsDokument17 SeitenKluber-Brochure Lubrication of Various ComponentsjalalNoch keine Bewertungen
- Manufacturer Brand Viscosity Base Oil Drop PointDokument8 SeitenManufacturer Brand Viscosity Base Oil Drop PointPhillip Feng100% (1)
- Measuring Apparent Viscosity of Lubricating Greases: Standard Test Method ForDokument8 SeitenMeasuring Apparent Viscosity of Lubricating Greases: Standard Test Method ForAhmedNoch keine Bewertungen
- Measuring Viscosity of New and Used Engine Oils at High Shear Rate and High Temperature by Tapered Bearing Simulator Viscometer at 150 °CDokument12 SeitenMeasuring Viscosity of New and Used Engine Oils at High Shear Rate and High Temperature by Tapered Bearing Simulator Viscometer at 150 °CCamila AndradeNoch keine Bewertungen
- Oloa 11000: Ashless Succinimide DispersantDokument1 SeiteOloa 11000: Ashless Succinimide DispersantAtman FozdarNoch keine Bewertungen
- Lubrizol360 Webinar PPT Template - v2 - Evaluation of Performance Properties of Slideway Lubricants - Z124Dokument58 SeitenLubrizol360 Webinar PPT Template - v2 - Evaluation of Performance Properties of Slideway Lubricants - Z124tiến thử huỳnhNoch keine Bewertungen
- ASTM D5182 FZG Visual MethodDokument6 SeitenASTM D5182 FZG Visual MethodsrcattozziNoch keine Bewertungen
- Mobil Serv Lubricants Analysis Guide 2 PDFDokument20 SeitenMobil Serv Lubricants Analysis Guide 2 PDFFajar EkoNoch keine Bewertungen
- Plant Maintenance Lubricants 026224Dokument4 SeitenPlant Maintenance Lubricants 026224Koohestani Afshin100% (1)
- Synthetics Lubricant Basestock Brochure - ExxonMobilDokument13 SeitenSynthetics Lubricant Basestock Brochure - ExxonMobilRafael Nakazato RecioNoch keine Bewertungen
- Astm D4627-1992 (2007)Dokument3 SeitenAstm D4627-1992 (2007)Đạt LêNoch keine Bewertungen
- Viscosidades KluberDokument23 SeitenViscosidades KluberRCMNoch keine Bewertungen
- Shell Turbo T46 PDFDokument2 SeitenShell Turbo T46 PDFdionisio emilio reyes jimenezNoch keine Bewertungen
- Open Gear LubricantsDokument4 SeitenOpen Gear LubricantsjizuNoch keine Bewertungen
- Industrial Lubricants - Viscosities Equivalent ISO-VG GradeDokument3 SeitenIndustrial Lubricants - Viscosities Equivalent ISO-VG GradeArifinNoch keine Bewertungen
- FUCHS LUBRITECH Product RangeDokument76 SeitenFUCHS LUBRITECH Product RangeBurak GüleşNoch keine Bewertungen
- Oloa 10501: High Overbased Calcium SulfonateDokument1 SeiteOloa 10501: High Overbased Calcium SulfonateAtman FozdarNoch keine Bewertungen
- FUCHS RENOLIN Industrial Gear OilsDokument18 SeitenFUCHS RENOLIN Industrial Gear OilsfajarfrankyNoch keine Bewertungen
- En Additin RC 2540Dokument3 SeitenEn Additin RC 2540Dinesh babuNoch keine Bewertungen
- Klüberlub BE 71-501: Special Lubricating Grease For Rolling and Plain BearingsDokument4 SeitenKlüberlub BE 71-501: Special Lubricating Grease For Rolling and Plain Bearingsphucdc095041Noch keine Bewertungen
- Lubrication TestDokument12 SeitenLubrication TestIrsa Septiawan100% (1)
- LIS - A New System of Identification of LubricantsDokument11 SeitenLIS - A New System of Identification of LubricantsNooker50% (2)
- Bio Lubricant PDFDokument6 SeitenBio Lubricant PDFthai avvaiNoch keine Bewertungen
- Clean Oil GuideDokument28 SeitenClean Oil GuideAlex VulpeNoch keine Bewertungen
- ASTM For PetroDokument6 SeitenASTM For PetroPhu HaoNoch keine Bewertungen
- Grease Analysis: Wouahbi Fatima Zahra/Lubricant SpecialistDokument18 SeitenGrease Analysis: Wouahbi Fatima Zahra/Lubricant SpecialistYasir Khan100% (1)
- Ruler Vs Rpvot Fluitec Doc1003Dokument3 SeitenRuler Vs Rpvot Fluitec Doc1003api-221802169100% (1)
- Lubrication ManagementDokument44 SeitenLubrication ManagementMohd Idris MohiuddinNoch keine Bewertungen
- Wear Debris AnalysisDokument28 SeitenWear Debris AnalysisAjmal EsNoch keine Bewertungen
- Grease Thickener Systems and Calcium Sulphonate Complex Greases with Novel Base OilsDokument2 SeitenGrease Thickener Systems and Calcium Sulphonate Complex Greases with Novel Base OilsHesham MahdyNoch keine Bewertungen
- MPC Oil Varnish Potential Testing ASTM D-7843 - White - Paper - Sep - 2016 PDFDokument5 SeitenMPC Oil Varnish Potential Testing ASTM D-7843 - White - Paper - Sep - 2016 PDFMauro MLRNoch keine Bewertungen
- Lubricants For Textile Industry - Spinning / Preparation MachinesDokument6 SeitenLubricants For Textile Industry - Spinning / Preparation MachinesAbd Allatife AlshehabiNoch keine Bewertungen
- Copia de Petrobras Marine Lubricating Oils Equivalent ListDokument5 SeitenCopia de Petrobras Marine Lubricating Oils Equivalent Listeddy1588Noch keine Bewertungen
- Synthetic Gear Oil SelectionDokument9 SeitenSynthetic Gear Oil Selectionsmallik3Noch keine Bewertungen
- WP Gear Oil SpecificationsDokument2 SeitenWP Gear Oil Specificationsmannajoe7Noch keine Bewertungen
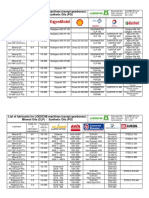
- List of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)Dokument8 SeitenList of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)MossaabSelaimiaNoch keine Bewertungen
- F Essenbeck ErDokument22 SeitenF Essenbeck Eranhntran4850Noch keine Bewertungen
- MP3510E - FINAL (Lubrication Catalogue)Dokument106 SeitenMP3510E - FINAL (Lubrication Catalogue)Farhan AnwarNoch keine Bewertungen
- Infineum Insight ATFDokument59 SeitenInfineum Insight ATFida fariyanti100% (1)
- High Temperature Grease: DescriptionDokument2 SeitenHigh Temperature Grease: Descriptionvicky kNoch keine Bewertungen
- Shell Melina S30: Performance, Features & BenefitsDokument2 SeitenShell Melina S30: Performance, Features & BenefitsStefas DimitriosNoch keine Bewertungen
- Astm D 2509Dokument8 SeitenAstm D 2509Petrus MalailakNoch keine Bewertungen
- SNI 3407-2008 Kekekalan Agregat (Soundness)Dokument9 SeitenSNI 3407-2008 Kekekalan Agregat (Soundness)Richard CobisNoch keine Bewertungen
- Astm D2084Dokument12 SeitenAstm D2084JUAN DAVID GOMEZ PATIÑONoch keine Bewertungen
- Kinematic Viscosity of Transparent and Opaque Liquids (And Calculation of Dynamic Viscosity)Dokument10 SeitenKinematic Viscosity of Transparent and Opaque Liquids (And Calculation of Dynamic Viscosity)Justin DiravirajNoch keine Bewertungen
- Wear Preventive Characteristics of Lubricating Fluid (Four-Ball Method)Dokument5 SeitenWear Preventive Characteristics of Lubricating Fluid (Four-Ball Method)Luis Gabriel Ortega VazquezNoch keine Bewertungen
- DIN 51502 Norma LubrifDokument7 SeitenDIN 51502 Norma LubrifQuimitris75% (8)
- Astm D130 PDFDokument10 SeitenAstm D130 PDFPedro Alua100% (2)
- JoseDokument4 SeitenJoseericbalbino01Noch keine Bewertungen
- Schneider - Altivar 12Dokument27 SeitenSchneider - Altivar 12Gustavo KemeñyNoch keine Bewertungen
- Working and Brief Study of Robotic ArmDokument28 SeitenWorking and Brief Study of Robotic Armanon_126479169100% (3)
- Inclined Plane Group Lever Group: Simple MachinesDokument6 SeitenInclined Plane Group Lever Group: Simple MachinesgreyolNoch keine Bewertungen
- Hy-Wire Car Full ReportDokument27 SeitenHy-Wire Car Full ReportVeena Kulkarni100% (7)
- MET 473-3 Mechatronics - 2-Pneumatics and Hydraulic SystemsDokument26 SeitenMET 473-3 Mechatronics - 2-Pneumatics and Hydraulic SystemsSudeera WijetungaNoch keine Bewertungen
- Merlion Plus E350 Electrical Powered Heavy Duty Cold Water High Pressure Cleaner User GuideDokument51 SeitenMerlion Plus E350 Electrical Powered Heavy Duty Cold Water High Pressure Cleaner User Guide박일호Noch keine Bewertungen
- Operation & Maintenance Instr A88 & A99 040517 PDFDokument16 SeitenOperation & Maintenance Instr A88 & A99 040517 PDFAnonymous nkkakIiNoch keine Bewertungen
- Two Wheels Self Balancing Robot: Group MembersDokument15 SeitenTwo Wheels Self Balancing Robot: Group MembersMuhammad Atif JavaidNoch keine Bewertungen
- Inversion of Mechanisms for Changing Motion TypesDokument78 SeitenInversion of Mechanisms for Changing Motion TypesQasim AliNoch keine Bewertungen
- State Board of Technical Education and Training TelanganaDokument2 SeitenState Board of Technical Education and Training TelanganaNimmoju ArvindNoch keine Bewertungen
- List of IEC Standards - Wikipedia, The Free EncyclopediaDokument8 SeitenList of IEC Standards - Wikipedia, The Free EncyclopediaSundaresan SabanayagamNoch keine Bewertungen
- NX CAM: Creating 3D Tool AssemblyDokument37 SeitenNX CAM: Creating 3D Tool Assemblylucho0314100% (2)
- Six Leg Kinematic Moving MachineDokument12 SeitenSix Leg Kinematic Moving MachineShubham Bonde100% (1)
- Sequential Motor Dynamic Acceleration and Re-Acceleration Simulations: Comparison of ETAP®Dokument6 SeitenSequential Motor Dynamic Acceleration and Re-Acceleration Simulations: Comparison of ETAP®sundar12345Noch keine Bewertungen
- Mechane DossierDokument16 SeitenMechane DossierBRIDGESCALEDNoch keine Bewertungen
- JIS Polytechnic Smart Weighing Machine ProjectDokument4 SeitenJIS Polytechnic Smart Weighing Machine ProjectSaroj kumar BiswasNoch keine Bewertungen
- Application of Robotics For The Nuclear Power Plants in KoreaDokument5 SeitenApplication of Robotics For The Nuclear Power Plants in KoreaAbhilasha SaksenaNoch keine Bewertungen
- 11 Am - 2 PM Tuesday, May 19 Walworth County Job Center 400 County Road H The South Building of Gateway Technical College Elkhorn, WIDokument2 Seiten11 Am - 2 PM Tuesday, May 19 Walworth County Job Center 400 County Road H The South Building of Gateway Technical College Elkhorn, WIapi-238161119Noch keine Bewertungen
- Capps NC FlyerDokument2 SeitenCapps NC FlyerRay KaradayiNoch keine Bewertungen
- Machinery ChecklistDokument2 SeitenMachinery Checklistmike_day90% (31)
- Machine Elements Design SyllabusDokument2 SeitenMachine Elements Design SyllabusPrasanth YuviNoch keine Bewertungen
- ACT Enhanced WritingDokument10 SeitenACT Enhanced WritingZakira KhatriNoch keine Bewertungen
- en 08 03 SM 40140 40170 V2Dokument48 Seitenen 08 03 SM 40140 40170 V2Сергей нескажу100% (2)
- U&M ARM550 E01Dokument165 SeitenU&M ARM550 E01Augusto Oliveira100% (2)
- Atlas WBT210 Computer Truck Wheel Balancer ManualDokument26 SeitenAtlas WBT210 Computer Truck Wheel Balancer ManualJulio BarceloNoch keine Bewertungen
- 56-61 - AS432411995 standardSeptOct12Dokument6 Seiten56-61 - AS432411995 standardSeptOct12spnaik100% (1)
- GE Power Services project management system site checklistDokument20 SeitenGE Power Services project management system site checklistSathiya SeelanNoch keine Bewertungen
- Mpaaf4001e Manual Aa65 Fanuc 0imf.31imbDokument205 SeitenMpaaf4001e Manual Aa65 Fanuc 0imf.31imbJohana DelgadoNoch keine Bewertungen
- Inlet and Exhaust Valve Springs - Remove and InstallDokument10 SeitenInlet and Exhaust Valve Springs - Remove and InstallMbahdiro KolenxNoch keine Bewertungen
- Manual Operador JLG860Dokument138 SeitenManual Operador JLG860Dawn HallNoch keine Bewertungen