Das könnte Ihnen auch gefallen
- Piping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDokument5 SeitenPiping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDhiren PatelNoch keine Bewertungen
- Piping Material Class (PMC) : Dinda Putri AmaliaDokument9 SeitenPiping Material Class (PMC) : Dinda Putri AmaliaDinda Putri AmaliaNoch keine Bewertungen
- Piping: Piping Sometimes Refers To Piping Design, The Detailed Specification of TheDokument5 SeitenPiping: Piping Sometimes Refers To Piping Design, The Detailed Specification of ThesiswoutNoch keine Bewertungen
- Piping Design CriteriaDokument15 SeitenPiping Design CriteriaSubash Chandrabose50% (2)
- Piping Quiz AnsDokument13 SeitenPiping Quiz Anssairam2234100% (1)
- Expansion Loop DesignDokument61 SeitenExpansion Loop DesignTauqueerAhmadNoch keine Bewertungen
- Dots in ASME B36.10 Under Schedule TableDokument5 SeitenDots in ASME B36.10 Under Schedule TableIbrahim BashaNoch keine Bewertungen
- Compr Piping SHXHDJDNDDokument12 SeitenCompr Piping SHXHDJDNDSkr9143 Shiv100% (1)
- Piping Input and OutputDokument7 SeitenPiping Input and Outputpranesh100% (1)
- PipingDokument4 SeitenPipingzidaaanNoch keine Bewertungen
- Introduction To Piping EngineeringDokument6 SeitenIntroduction To Piping Engineeringchaitra100% (1)
- About The CourseDokument2 SeitenAbout The Coursemayur_lanjewar0% (1)
- Pipe Routing InstructionsDokument37 SeitenPipe Routing InstructionsDANLIN ENGINEERS100% (1)
- Mechanical Engineering Drawing: SR KaleDokument22 SeitenMechanical Engineering Drawing: SR KaleAdnan RanaNoch keine Bewertungen
- SECTION 15120 Piping Specialties Rev 0Dokument35 SeitenSECTION 15120 Piping Specialties Rev 0Azhar Ali50% (2)
- BL Responsibilities TemplateDokument3 SeitenBL Responsibilities TemplateAbdul MalikNoch keine Bewertungen
- Secondary Pipe Support Devices: Secondary Pipe Support DevicesDokument34 SeitenSecondary Pipe Support Devices: Secondary Pipe Support DeviceszebmechNoch keine Bewertungen
- Model Review Process X5axp5bsDokument8 SeitenModel Review Process X5axp5bsNadi Jothidan KLNoch keine Bewertungen
- Pipe Stress Analysis & Design Services - Openso EngineeringDokument2 SeitenPipe Stress Analysis & Design Services - Openso EngineeringAmit Sharma100% (1)
- Design Detailed Stress Analysis of Double Walled PipingDokument12 SeitenDesign Detailed Stress Analysis of Double Walled PipingpritamNoch keine Bewertungen
- 347 Stainless Steel Class 2500 Piping SpecificationDokument3 Seiten347 Stainless Steel Class 2500 Piping SpecificationTrevor Kanode100% (1)
- CV Feri Noviardi (Pipe Stress Engineer)Dokument3 SeitenCV Feri Noviardi (Pipe Stress Engineer)MeiZya NoviardiNoch keine Bewertungen
- Piping Design Enginerring & Construction: Atul PatelDokument19 SeitenPiping Design Enginerring & Construction: Atul Patelसरदार अतुल भाई पटेलNoch keine Bewertungen
- Supporting of Piping SystemsDokument3 SeitenSupporting of Piping Systemsaap150% (2)
- Isometric Layout Drawing Isometric Offsets Calculating Isometric Offsets Isometric Dimensioning & LabelingDokument18 SeitenIsometric Layout Drawing Isometric Offsets Calculating Isometric Offsets Isometric Dimensioning & LabelingA K NairNoch keine Bewertungen
- Checklist For Nozzle OrientationDokument4 SeitenChecklist For Nozzle OrientationDayo IdowuNoch keine Bewertungen
- PipingDokument4 SeitenPipingramthecharm_46098467Noch keine Bewertungen
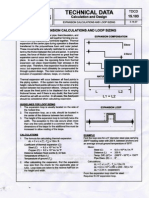
- Expansion Calculation and Loop Sizing001Dokument2 SeitenExpansion Calculation and Loop Sizing001Joseph R. F. DavidNoch keine Bewertungen
- Sr. Piping Designer Ali Azzam CVDokument5 SeitenSr. Piping Designer Ali Azzam CVAli AzzamNoch keine Bewertungen
- PVE Piping Layout Presentation - Part 1Dokument68 SeitenPVE Piping Layout Presentation - Part 1Nguyen Quang NghiaNoch keine Bewertungen
- General Piping and ValvesDokument184 SeitenGeneral Piping and ValvesChiheb KaanicheNoch keine Bewertungen
- Piping ArticlesDokument187 SeitenPiping Articlesdhanu1308100% (1)
- Flange Pipe SupportDokument1 SeiteFlange Pipe SupportindeskeyNoch keine Bewertungen
- Expansion Loop For Thermal Expansion of Pipes: M M$K Inch Inch$DegfDokument4 SeitenExpansion Loop For Thermal Expansion of Pipes: M M$K Inch Inch$DegfTushar ChoudharyNoch keine Bewertungen
- How Do You Carry Out Estimation? Ans: 1. Input From BidDokument21 SeitenHow Do You Carry Out Estimation? Ans: 1. Input From BidSunil ShaNoch keine Bewertungen
- Underground Piping Installation (GRP Pipe)Dokument9 SeitenUnderground Piping Installation (GRP Pipe)Cristi DemNoch keine Bewertungen
- Rack Piping For A Piping Stress EngineerDokument4 SeitenRack Piping For A Piping Stress EngineerFaizal Khan100% (2)
- Plot Plan Development 19822mon TwuwDokument9 SeitenPlot Plan Development 19822mon TwuwTom50% (2)
- Specifications For PVC Pipes For Water Supply Drainage and Sewerage Under PressureDokument4 SeitenSpecifications For PVC Pipes For Water Supply Drainage and Sewerage Under PressureShahulNoch keine Bewertungen
- Piping Presentation MasterDokument61 SeitenPiping Presentation MasterQC NGUYEN100% (2)
- What Is Differences Between ASME 31.1 & 31Dokument2 SeitenWhat Is Differences Between ASME 31.1 & 31Cheehoong YapNoch keine Bewertungen
- FS 2004 A - Rev-7Dokument78 SeitenFS 2004 A - Rev-7Maffone NumerounoNoch keine Bewertungen
- Overview of GRP PipesDokument14 SeitenOverview of GRP PipesMD IBRARNoch keine Bewertungen
- Presentation On SPRING HANGERDokument113 SeitenPresentation On SPRING HANGERvishal MauryaNoch keine Bewertungen
- Part 2 - Roy A. Parisher, Robert A. Rhea - Pipe Drafting and Design-Gulf Professional Publishing (2022)Dokument240 SeitenPart 2 - Roy A. Parisher, Robert A. Rhea - Pipe Drafting and Design-Gulf Professional Publishing (2022)Numan KashifNoch keine Bewertungen
- Pipe RoutDokument10 SeitenPipe Routghkashyap1100% (1)
- Codes and Standards: Piping EngineeringDokument23 SeitenCodes and Standards: Piping EngineeringAnnieMalikNoch keine Bewertungen
- Critical Line ListDokument20 SeitenCritical Line ListCristhian Solano Bazalar100% (1)
- ATIF Yasin CV Piping EngineerDokument12 SeitenATIF Yasin CV Piping EngineeryasiriftikharNoch keine Bewertungen
- The Piping GuideDokument214 SeitenThe Piping GuideMohamed RjebNoch keine Bewertungen
- Week5 - 211207 AutoPipingArrangeDokument44 SeitenWeek5 - 211207 AutoPipingArrangeALT 000Noch keine Bewertungen
- Curriculum Vitae: Sridhar VijayanDokument5 SeitenCurriculum Vitae: Sridhar VijayanSridhar VijayanNoch keine Bewertungen
- SAMSUNG SEM 3074E Piping Design Manual Pump PipingDokument21 SeitenSAMSUNG SEM 3074E Piping Design Manual Pump PipingSlobodan AnticNoch keine Bewertungen
- Jpep 0 1360 T 4141 PDFDokument44 SeitenJpep 0 1360 T 4141 PDFNguyen Thanh NguyenNoch keine Bewertungen
- PipingDokument11 SeitenPipingAshley JacksonNoch keine Bewertungen
- Review of Reactor Piping Systems - R1 To R2 Piping Report PDFDokument37 SeitenReview of Reactor Piping Systems - R1 To R2 Piping Report PDFChristopher Brown50% (2)
- 102001-Crn-Pip-Pms-001 04202021Dokument3 Seiten102001-Crn-Pip-Pms-001 04202021Karl CaudalNoch keine Bewertungen
- 03CA2SAE: Specification Piping Material ClassDokument7 Seiten03CA2SAE: Specification Piping Material Classabhishek186186Noch keine Bewertungen
- PMS 111 130 9Dokument1 SeitePMS 111 130 9HaitNoch keine Bewertungen
- متریال اتیهDokument22 Seitenمتریال اتیهArmin jamali farNoch keine Bewertungen
- Hydrant Test KitDokument1 SeiteHydrant Test KitArun KumarNoch keine Bewertungen
- Class Handout PM323879 Peggy LinDokument26 SeitenClass Handout PM323879 Peggy LinArun KumarNoch keine Bewertungen
- Roller SupportsDokument14 SeitenRoller SupportsArun KumarNoch keine Bewertungen
- Engine Cooling Water RequirementDokument1 SeiteEngine Cooling Water RequirementArun KumarNoch keine Bewertungen
- Typical Unit Plot Plan PDFDokument1 SeiteTypical Unit Plot Plan PDFArun KumarNoch keine Bewertungen
- Faculty of Architecture Question Bank: ClimatologyDokument3 SeitenFaculty of Architecture Question Bank: ClimatologyVinoth Kumar100% (1)
- RP PPTDokument34 SeitenRP PPTYashwant ModiNoch keine Bewertungen
- The Cunard Building, LiverpoolDokument2 SeitenThe Cunard Building, LiverpoolIbrahim FawwazNoch keine Bewertungen
- Appleton EnrDokument2 SeitenAppleton EnrasifaliabidNoch keine Bewertungen
- VX Cable Accessories CatalogueDokument52 SeitenVX Cable Accessories CatalogueEdwin Cob GuriNoch keine Bewertungen
- Plastering and PointingDokument3 SeitenPlastering and PointingRanajit BiswasNoch keine Bewertungen
- Manufacturing Trends of 2020Dokument124 SeitenManufacturing Trends of 2020Mr.N.S. NateshNoch keine Bewertungen
- Building Technology Project 2 - Construction SolutionsDokument12 SeitenBuilding Technology Project 2 - Construction SolutionsYuan MingNoch keine Bewertungen
- 2021 Hyundai Aluminium Products (Brochure) - EngDokument16 Seiten2021 Hyundai Aluminium Products (Brochure) - EngmuratcanNoch keine Bewertungen
- CPVC BrochureDokument8 SeitenCPVC BrochureMina MagdyNoch keine Bewertungen
- Electric Boiler Design Calculations-ASME SEC.I, PART-PEB, EDITION 2019 PDFDokument48 SeitenElectric Boiler Design Calculations-ASME SEC.I, PART-PEB, EDITION 2019 PDFSuresh Damu BhadNoch keine Bewertungen
- RESDokument33 SeitenRESMentoy Mar ChristianNoch keine Bewertungen
- UNIT 3 CT by DPPDokument39 SeitenUNIT 3 CT by DPPAyush JainNoch keine Bewertungen
- Process Specification For The Heat Treatment of Aluminum Alloys PDFDokument8 SeitenProcess Specification For The Heat Treatment of Aluminum Alloys PDFashokksamy100% (1)
- Product Data SheetsDokument44 SeitenProduct Data Sheetssalem elhajNoch keine Bewertungen
- O86-09 September 2012: Update No. 4Dokument8 SeitenO86-09 September 2012: Update No. 4Jônatas SouzaNoch keine Bewertungen
- Cie-126 p2 MergedDokument52 SeitenCie-126 p2 MergedGanigan GajoNoch keine Bewertungen
- P23008-St-Ti Tree Dry Mess-Rvt21-001 - Sheet - 7m-5650-S-00005 - Dry Mess Foundation PlanDokument1 SeiteP23008-St-Ti Tree Dry Mess-Rvt21-001 - Sheet - 7m-5650-S-00005 - Dry Mess Foundation Planmaodcb5Noch keine Bewertungen
- Hardenability: Amal C AbrahamDokument51 SeitenHardenability: Amal C AbrahamAditya UNoch keine Bewertungen
- Try MeDokument9 SeitenTry MeKrizzete HernandezNoch keine Bewertungen
- Absorption Chillers PresentationDokument12 SeitenAbsorption Chillers Presentationwords4dev0% (1)
- 2020 LWRC W1 040 PDFDokument1 Seite2020 LWRC W1 040 PDFAudi MontananoNoch keine Bewertungen
- PowerCoil Screw Thread InsertsDokument103 SeitenPowerCoil Screw Thread InsertsAce Industrial SuppliesNoch keine Bewertungen
- 21 Seismic Behaviour of Confined Masonry WallsDokument13 Seiten21 Seismic Behaviour of Confined Masonry WallsFouad KehilaNoch keine Bewertungen
- Final - Fire Safety in High Rise BuildingsDokument37 SeitenFinal - Fire Safety in High Rise BuildingsAshwini AnandNoch keine Bewertungen
- 1 Excavation: SR - No. Iteam Unit Labour RateDokument18 Seiten1 Excavation: SR - No. Iteam Unit Labour RateSarinNoch keine Bewertungen
- Hadley Group Steel Framing BrochureDokument27 SeitenHadley Group Steel Framing BrochureVengatesh HariNoch keine Bewertungen
- Power System III (1.1)Dokument53 SeitenPower System III (1.1)Emmanuel AgyemangNoch keine Bewertungen
- BT Innovation Btspannschloss Web enDokument28 SeitenBT Innovation Btspannschloss Web enartomiNoch keine Bewertungen
- Design of T Girder JUNE 14THDokument71 SeitenDesign of T Girder JUNE 14THEngineeri TadiyosNoch keine Bewertungen