Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- SulcolDokument41 SeitenSulcolrahulkandepaneniNoch keine Bewertungen
- CV Augusto Brasil Ocampo MedinaDokument4 SeitenCV Augusto Brasil Ocampo MedinaAugusto Brasil Ocampo MedinaNoch keine Bewertungen
- Chhay Chihour - SS402 Mid-Term 2020 - E4.2Dokument8 SeitenChhay Chihour - SS402 Mid-Term 2020 - E4.2Chi Hour100% (1)
- Astm B19Dokument6 SeitenAstm B19Davor IbarraNoch keine Bewertungen
- Evolution Army 3 R DadDokument341 SeitenEvolution Army 3 R DadStanisław DisęNoch keine Bewertungen
- Training For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Dokument28 SeitenTraining For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Paulo Pires100% (1)
- LWN Length CalcDokument1 SeiteLWN Length CalcrahulkandepaneniNoch keine Bewertungen
- Seamless Welding Fittings: A B K D V E F G BDokument2 SeitenSeamless Welding Fittings: A B K D V E F G BrahulkandepaneniNoch keine Bewertungen
- Weld SizingDokument5 SeitenWeld SizingrahulkandepaneniNoch keine Bewertungen
- Usefull InformationDokument294 SeitenUsefull InformationrahulkandepaneniNoch keine Bewertungen
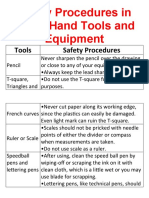
- Safety Procedures in Using Hand Tools and EquipmentDokument12 SeitenSafety Procedures in Using Hand Tools and EquipmentJan IcejimenezNoch keine Bewertungen
- Aluminum PorterDokument2 SeitenAluminum PorterAmir ShameemNoch keine Bewertungen
- KsDokument5 SeitenKsnurlatifahNoch keine Bewertungen
- Performance Monitoring and Coaching FormDokument3 SeitenPerformance Monitoring and Coaching Formjanine masilang100% (2)
- SOL LogicDokument21 SeitenSOL LogicJa RiveraNoch keine Bewertungen
- FuzzingBluetooth Paul ShenDokument8 SeitenFuzzingBluetooth Paul Shen许昆Noch keine Bewertungen
- Oxford EAP B1 Pre-Intermediate Student - S Book 2Dokument167 SeitenOxford EAP B1 Pre-Intermediate Student - S Book 2Thư Dương Thị AnhNoch keine Bewertungen
- Speech On Viewing SkillsDokument1 SeiteSpeech On Viewing SkillsMera Largosa ManlaweNoch keine Bewertungen
- Rajiv Gandhi University of Health Sciences, Bengaluru, KarnatakaDokument9 SeitenRajiv Gandhi University of Health Sciences, Bengaluru, KarnatakaNavin ChandarNoch keine Bewertungen
- Winter CrocFest 2017 at St. Augustine Alligator Farm - Final ReportDokument6 SeitenWinter CrocFest 2017 at St. Augustine Alligator Farm - Final ReportColette AdamsNoch keine Bewertungen
- Miniature Daisy: Crochet Pattern & InstructionsDokument8 SeitenMiniature Daisy: Crochet Pattern & Instructionscaitlyn g100% (1)
- Modlist - Modlist 1.4Dokument145 SeitenModlist - Modlist 1.4Tattorin vemariaNoch keine Bewertungen
- Canon Powershot S50 Repair Manual (CHAPTER 4. PARTS CATALOG) PDFDokument13 SeitenCanon Powershot S50 Repair Manual (CHAPTER 4. PARTS CATALOG) PDFRita CaselliNoch keine Bewertungen
- Week-3-Q1-Gen Chem-Sep-11-15-DllDokument12 SeitenWeek-3-Q1-Gen Chem-Sep-11-15-DllJennette BelliotNoch keine Bewertungen
- Sample - SOFTWARE REQUIREMENT SPECIFICATIONDokument20 SeitenSample - SOFTWARE REQUIREMENT SPECIFICATIONMandula AbeyrathnaNoch keine Bewertungen
- MMS - IMCOST (RANJAN) Managing Early Growth of Business and New Venture ExpansionDokument13 SeitenMMS - IMCOST (RANJAN) Managing Early Growth of Business and New Venture ExpansionDhananjay Parshuram SawantNoch keine Bewertungen
- SASS Prelims 2017 4E5N ADokument9 SeitenSASS Prelims 2017 4E5N ADamien SeowNoch keine Bewertungen
- FIRST SUMMATIVE EXAMINATION IN ORAL COMMUNICATION IN CONTEXT EditedDokument3 SeitenFIRST SUMMATIVE EXAMINATION IN ORAL COMMUNICATION IN CONTEXT EditedRodylie C. CalimlimNoch keine Bewertungen
- Fire Protection in BuildingsDokument2 SeitenFire Protection in BuildingsJames Carl AriesNoch keine Bewertungen
- A Survey On Security and Privacy Issues of Bitcoin-1Dokument39 SeitenA Survey On Security and Privacy Issues of Bitcoin-1Ramineni HarshaNoch keine Bewertungen
- Cyber Briefing Series - Paper 2 - FinalDokument24 SeitenCyber Briefing Series - Paper 2 - FinalMapacheYorkNoch keine Bewertungen
- Evs ProjectDokument19 SeitenEvs ProjectSaloni KariyaNoch keine Bewertungen
- Drug Addiction Final (Term Paper)Dokument15 SeitenDrug Addiction Final (Term Paper)Dessa Patiga IINoch keine Bewertungen
- Webinar Gizi - Patho StuntingDokument16 SeitenWebinar Gizi - Patho StuntingMiftahul HikmahNoch keine Bewertungen
- Implementation of E-Governance To Improve The Civil Administration Service Quality in Public SectorDokument11 SeitenImplementation of E-Governance To Improve The Civil Administration Service Quality in Public SectorChristie YohanaNoch keine Bewertungen