Das könnte Ihnen auch gefallen
- Hydrotest Procedure For PipelineDokument12 SeitenHydrotest Procedure For Pipelineaike_577% (13)
- Road Crossing SpecificationDokument12 SeitenRoad Crossing SpecificationPetrokens Family100% (1)
- Inspection and Test Plan For Pipe Line Works Rev 0Dokument1 SeiteInspection and Test Plan For Pipe Line Works Rev 0CrstnScribidNoch keine Bewertungen
- Pipeline Cleaning, Gauging & Hydrostatic TestingDokument6 SeitenPipeline Cleaning, Gauging & Hydrostatic TestingPahala2016 toga100% (1)
- Itp For Pipeline at SiteDokument3 SeitenItp For Pipeline at Siteanang_pri100% (2)
- ... Go To Air Volume Calculation Prepared by MD - Zafar ... Go To Strength & Leak TestDokument5 Seiten... Go To Air Volume Calculation Prepared by MD - Zafar ... Go To Strength & Leak Testmahesh100% (1)
- To Commissioning Manual: Appendix No. 1Dokument7 SeitenTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNoch keine Bewertungen
- Pneumatic Testing Procedure For PipelinesDokument3 SeitenPneumatic Testing Procedure For PipelinesKu Masayu Ku HusinNoch keine Bewertungen
- Pipeline Hydrotest ProcedureDokument78 SeitenPipeline Hydrotest Procedurealinor_tn100% (1)
- Proposed 12' Hot Tap WPSDokument6 SeitenProposed 12' Hot Tap WPSOgbonde100% (1)
- 010-P-1-0233 Barred Tees Specification Rev 03Dokument20 Seiten010-P-1-0233 Barred Tees Specification Rev 03AdvisNoch keine Bewertungen
- Hydro Testing in Crosscountry PipelineDokument22 SeitenHydro Testing in Crosscountry Pipelinemadhunikhil50% (8)
- 30-99!90!1619-Rev.0-Method Statement For Pipeline WeldingDokument21 Seiten30-99!90!1619-Rev.0-Method Statement For Pipeline WeldingkilioNoch keine Bewertungen
- Piping Release Report (Spool For Paint)Dokument2 SeitenPiping Release Report (Spool For Paint)Siddiqui Abdul Khaliq100% (1)
- Hydrostatic TestingDokument18 SeitenHydrostatic TestingRicardoNoch keine Bewertungen
- Hot Tapping PDFDokument32 SeitenHot Tapping PDFSreenivas Kamachi Chettiar100% (1)
- Post Weld Head Treament Piping-ProcedureDokument12 SeitenPost Weld Head Treament Piping-ProcedureAnh Võ100% (1)
- ITP For Pipeline Construction Table 1Dokument3 SeitenITP For Pipeline Construction Table 1wahyu100% (2)
- Pipeline Tie - inDokument2 SeitenPipeline Tie - inanishsr75% (4)
- Piping External Visual Inspection ProcedureDokument3 SeitenPiping External Visual Inspection Procedurecamasa2011100% (1)
- Pipeline DryingDokument27 SeitenPipeline Dryingsiddiquiee7467% (3)
- Inspection and Test Plan: On-Shore Pipeline CertificationDokument2 SeitenInspection and Test Plan: On-Shore Pipeline CertificationKayra Riri Chirul100% (1)
- Itp For Piping Fabrication and Erection CorrectionDokument4 SeitenItp For Piping Fabrication and Erection CorrectionAnand Ramachandran67% (3)
- Itp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Dokument24 SeitenItp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Rakhesh Rajeevan100% (3)
- ITP For Pipeline (Sampel)Dokument5 SeitenITP For Pipeline (Sampel)Reza RkndNoch keine Bewertungen
- 028120-SPL-005 Pipeline Installation Rev. CDokument36 Seiten028120-SPL-005 Pipeline Installation Rev. CRokan Pipeline100% (6)
- Pipeline Abandonment AssumptionsDokument2 SeitenPipeline Abandonment Assumptionsyiyita01Noch keine Bewertungen
- Method Statement For Pipe Cold Bending For Installation of PipelinesDokument16 SeitenMethod Statement For Pipe Cold Bending For Installation of Pipelinesmansih457Noch keine Bewertungen
- Pipeline Drying ProceduresDokument6 SeitenPipeline Drying Proceduresronald rodrigoNoch keine Bewertungen
- Pipeline Weld Joint & Ragiograph Film Numbering SystemDokument9 SeitenPipeline Weld Joint & Ragiograph Film Numbering Systemgst ajah100% (2)
- 13 - Piping Sample ReportDokument5 Seiten13 - Piping Sample ReportS Surya Dharma100% (3)
- Tie in Procedure Rev. BDokument8 SeitenTie in Procedure Rev. BgenjiNoch keine Bewertungen
- Aramco Hot Tap Welding Procedure Rev. 1Dokument3 SeitenAramco Hot Tap Welding Procedure Rev. 1arockiyathass100% (10)
- Inspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Dokument6 SeitenInspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Vidyut UjalaNoch keine Bewertungen
- A-Qac-Pro-730-38930 Rev ADokument10 SeitenA-Qac-Pro-730-38930 Rev ARamzi ZoghlamiNoch keine Bewertungen
- Inspection Test Plan For Pipeline JobsDokument6 SeitenInspection Test Plan For Pipeline Jobsمحمد أزها نو الدينNoch keine Bewertungen
- Pipeline Hydrotest PlanDokument16 SeitenPipeline Hydrotest PlanSunday Paul0% (1)
- A.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingDokument7 SeitenA.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingJabel Oil Services Technical DPT100% (1)
- 028120-SPL-003 Pipeline Material Rev. DDokument36 Seiten028120-SPL-003 Pipeline Material Rev. DRokan PipelineNoch keine Bewertungen
- Itp Existing Pressure VesselDokument3 SeitenItp Existing Pressure Vesselmuhammad afrizal100% (1)
- US Report On Assessment of Pipeline Integrity PDFDokument47 SeitenUS Report On Assessment of Pipeline Integrity PDFVinod MNoch keine Bewertungen
- Golden Joint Procedure Rev1Dokument9 SeitenGolden Joint Procedure Rev1Mohd Effiezool Yaser100% (3)
- WPS-PQR For Split TeeDokument9 SeitenWPS-PQR For Split TeemaheshmalaichamyNoch keine Bewertungen
- Underground Piping Pressure Test RecordDokument1 SeiteUnderground Piping Pressure Test RecordPaulSwinbankNoch keine Bewertungen
- F.sq-p.003 Rev. 0 Procedure For Repair, Alteration, and Modification Pressure VesselDokument7 SeitenF.sq-p.003 Rev. 0 Procedure For Repair, Alteration, and Modification Pressure VesselIksan Adityo MulyoNoch keine Bewertungen
- ECDA ProcedureDokument87 SeitenECDA ProcedurePasquale Cutri100% (2)
- SOW - Internal Corrosion Monitoring.Dokument8 SeitenSOW - Internal Corrosion Monitoring.Chukwuma Emmanuel Onwufuju50% (2)
- Pressure Testing of Pipeline Systems (Version 1.1.0, MAY 2013)Dokument46 SeitenPressure Testing of Pipeline Systems (Version 1.1.0, MAY 2013)Amit SharmaNoch keine Bewertungen
- Procedure PipelineDokument99 SeitenProcedure PipelineBelema Thomson100% (9)
- Process Piping Inspection Procedure Rev.2 PDFDokument34 SeitenProcess Piping Inspection Procedure Rev.2 PDFLevi Porter100% (6)
- 6.9 Pigging Philosophy PDFDokument10 Seiten6.9 Pigging Philosophy PDFDonald.KNoch keine Bewertungen
- 20-11 - Installation of Swamp PipelinesDokument47 Seiten20-11 - Installation of Swamp PipelinesFolayemi100% (2)
- STOPPLE / HOT TAPPING Method of StatementDokument9 SeitenSTOPPLE / HOT TAPPING Method of StatementLoaloat Shat AlarabNoch keine Bewertungen
- Ug PipingDokument1 SeiteUg PipingVinoth KumarNoch keine Bewertungen
- Piping Tie in Procedure Rev ADokument15 SeitenPiping Tie in Procedure Rev AAnh Võ95% (19)
- Chemical Assisted Pipeline Pigging Cleaning OperationsDokument7 SeitenChemical Assisted Pipeline Pigging Cleaning OperationsfernandoiescNoch keine Bewertungen
- ITP Instrument-Cover EXAMPLEDokument6 SeitenITP Instrument-Cover EXAMPLECharles RobiansyahNoch keine Bewertungen
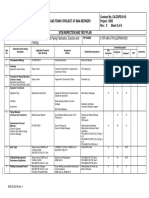
- New Fire Water System Project Bontang Kalimantan Timur: Site Inspection and Test Plan (ITP) For Fire Water Tank WorksDokument34 SeitenNew Fire Water System Project Bontang Kalimantan Timur: Site Inspection and Test Plan (ITP) For Fire Water Tank WorksTim JalurNoch keine Bewertungen
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282Dokument25 SeitenAin Tsila Development Main EPC Contract A-CNT-CON-000-00282ZaidiNoch keine Bewertungen
- Donggi Senoro LNG Project: Inspection and Test Plan FOR Hot Oil Heater ErectionDokument5 SeitenDonggi Senoro LNG Project: Inspection and Test Plan FOR Hot Oil Heater ErectionAlif Rahmat FebriantoNoch keine Bewertungen
- Lab 2 - Using Wireshark To Examine A UDP DNS Capture Nikola JagustinDokument6 SeitenLab 2 - Using Wireshark To Examine A UDP DNS Capture Nikola Jagustinpoiuytrewq lkjhgfdsaNoch keine Bewertungen
- Migne. Patrologiae Cursus Completus: Series Latina. 1800. Volume 51.Dokument516 SeitenMigne. Patrologiae Cursus Completus: Series Latina. 1800. Volume 51.Patrologia Latina, Graeca et OrientalisNoch keine Bewertungen
- Student Exploration: Digestive System: Food Inio Simple Nutrien/oDokument9 SeitenStudent Exploration: Digestive System: Food Inio Simple Nutrien/oAshantiNoch keine Bewertungen
- Stewart, Mary - The Little BroomstickDokument159 SeitenStewart, Mary - The Little BroomstickYunon100% (1)
- Zahid Imran CVDokument4 SeitenZahid Imran CVDhia Hadj SassiNoch keine Bewertungen
- Use of Travelling Waves Principle in Protection Systems and Related AutomationsDokument52 SeitenUse of Travelling Waves Principle in Protection Systems and Related AutomationsUtopia BogdanNoch keine Bewertungen
- 01 - A Note On Introduction To E-Commerce - 9march2011Dokument12 Seiten01 - A Note On Introduction To E-Commerce - 9march2011engr_amirNoch keine Bewertungen
- Participant Observation: Qualitative Research Methods: A Data Collector's Field GuideDokument17 SeitenParticipant Observation: Qualitative Research Methods: A Data Collector's Field GuideMarta CabreraNoch keine Bewertungen
- Lateritic NickelDokument27 SeitenLateritic NickelRAVI1972100% (2)
- ISO - 21.060.10 - Bolts, Screws, Studs (List of Codes)Dokument9 SeitenISO - 21.060.10 - Bolts, Screws, Studs (List of Codes)duraisingh.me6602Noch keine Bewertungen
- Antibiotics MCQsDokument4 SeitenAntibiotics MCQsPh Israa KadhimNoch keine Bewertungen
- N50-200H-CC Operation and Maintenance Manual 961220 Bytes 01Dokument94 SeitenN50-200H-CC Operation and Maintenance Manual 961220 Bytes 01ANDRESNoch keine Bewertungen
- Accounting Worksheet Problem 4Dokument19 SeitenAccounting Worksheet Problem 4RELLON, James, M.100% (1)
- Hetal Patel: Team Leader - SalesDokument2 SeitenHetal Patel: Team Leader - SalesPrashant kumarNoch keine Bewertungen
- Object-Oriented Design Patterns in The Kernel, Part 2 (LWN - Net)Dokument15 SeitenObject-Oriented Design Patterns in The Kernel, Part 2 (LWN - Net)Rishabh MalikNoch keine Bewertungen
- 200150, 200155 & 200157 Accelerometers: DescriptionDokument16 Seiten200150, 200155 & 200157 Accelerometers: DescriptionJOSE MARIA DANIEL CANALESNoch keine Bewertungen
- Liquid Chlorine SdsDokument7 SeitenLiquid Chlorine SdsIPKL RS BHAYANGKARA KEDIRINoch keine Bewertungen
- Acampamento 2010Dokument47 SeitenAcampamento 2010Salete MendezNoch keine Bewertungen
- LavazzaDokument2 SeitenLavazzajendakimNoch keine Bewertungen
- Mixing and Agitation 93851 - 10 ADokument19 SeitenMixing and Agitation 93851 - 10 Aakarcz6731Noch keine Bewertungen
- LRAD Datasheet 2000XDokument2 SeitenLRAD Datasheet 2000XOkkar MaungNoch keine Bewertungen
- Better Photography - April 2018 PDFDokument100 SeitenBetter Photography - April 2018 PDFPeter100% (1)
- HandsoutDokument3 SeitenHandsoutloraine mandapNoch keine Bewertungen
- REAL BABY FOOD: Easy All-Natural Recipes For Your Baby and Toddler by Jenna HelwigDokument8 SeitenREAL BABY FOOD: Easy All-Natural Recipes For Your Baby and Toddler by Jenna HelwigHoughton Mifflin Harcourt Cookbooks50% (2)
- BRAND AWARENESS Proposal DocumentDokument11 SeitenBRAND AWARENESS Proposal DocumentBuchi MadukaNoch keine Bewertungen
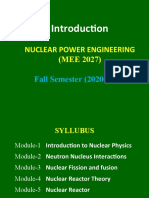
- Nuclear Power Engineering (MEE 2027) : Fall Semester (2020-2021)Dokument13 SeitenNuclear Power Engineering (MEE 2027) : Fall Semester (2020-2021)AllNoch keine Bewertungen
- College of Computer Science Software DepartmentDokument4 SeitenCollege of Computer Science Software DepartmentRommel L. DorinNoch keine Bewertungen
- Pricing of A Revolutionary ProductDokument22 SeitenPricing of A Revolutionary ProductiluvparixitNoch keine Bewertungen
- En 50124 1 2001Dokument62 SeitenEn 50124 1 2001Vivek Kumar BhandariNoch keine Bewertungen
- NGCP EstimatesDokument19 SeitenNGCP EstimatesAggasid ArnelNoch keine Bewertungen