Das könnte Ihnen auch gefallen
- Tratamientos Termicos PresentacionDokument94 SeitenTratamientos Termicos PresentacionMario QuiñonesNoch keine Bewertungen
- Informe 1Dokument7 SeitenInforme 1Saul GonzalezNoch keine Bewertungen
- Ductilidad en Los MetalesDokument2 SeitenDuctilidad en Los MetalesFrancesca Regente0% (1)
- EnsayoChispaAcerosDokument12 SeitenEnsayoChispaAcerosFernando RoblesNoch keine Bewertungen
- Tarea Recup. 1 Resist. MaterialesDokument1 SeiteTarea Recup. 1 Resist. MaterialestesterNoch keine Bewertungen
- Ejercicios Tema2bbbbbbbbbbbbbDokument4 SeitenEjercicios Tema2bbbbbbbbbbbbbmarco alarconNoch keine Bewertungen
- Ensayo de TraccionDokument28 SeitenEnsayo de Traccionjuancerna2012Noch keine Bewertungen
- Aceros HSLADokument4 SeitenAceros HSLAFernando GamboaNoch keine Bewertungen
- Práctica-04 G2Dokument4 SeitenPráctica-04 G2user1995Noch keine Bewertungen
- TT NormalizadoDokument11 SeitenTT NormalizadoWilmer Quezada MurilloNoch keine Bewertungen
- Acero KDokument21 SeitenAcero KjorgeNoch keine Bewertungen
- Propiedades Mecánicas Acritud y Recristalización Del AluminioDokument57 SeitenPropiedades Mecánicas Acritud y Recristalización Del AluminioMaycol FernandoNoch keine Bewertungen
- Análisis de Fallas Por Fatiga PreguntasDokument2 SeitenAnálisis de Fallas Por Fatiga PreguntasVrandi VillamizarNoch keine Bewertungen
- Principios FracturasDokument4 SeitenPrincipios FracturasOdalysPinNoch keine Bewertungen
- Materiales Con Memoria de FormaDokument17 SeitenMateriales Con Memoria de FormaOscar Pelaez0% (2)
- Materiales cerámicos: Pruebas mecánicasDokument6 SeitenMateriales cerámicos: Pruebas mecánicasMaria Fernanda Vera DazaNoch keine Bewertungen
- Informe Del Proyecto Del DurómetroDokument9 SeitenInforme Del Proyecto Del DurómetroAlvin David Ochoa SandovalNoch keine Bewertungen
- Deformación y Endurecimiento de PlásticosDokument7 SeitenDeformación y Endurecimiento de PlásticosTimmy Otul Fechas RayoNoch keine Bewertungen
- Ensayos de materiales y métodos de durezaDokument93 SeitenEnsayos de materiales y métodos de durezaCristian Junior Incacutipa PerezNoch keine Bewertungen
- Materiales no metálicosDokument25 SeitenMateriales no metálicosEdgar Hernandez Arrieta100% (1)
- Determinacion Del Tamaño Del Grano AstmDokument7 SeitenDeterminacion Del Tamaño Del Grano AstmXander HingisNoch keine Bewertungen
- Unidad 3-2 Deformacion PlasticaDokument23 SeitenUnidad 3-2 Deformacion PlasticaJorge Martin Flores NarvaezNoch keine Bewertungen
- Babbitt metal antifricciónDokument1 SeiteBabbitt metal antifricciónmilomonteroNoch keine Bewertungen
- BainitizadoDokument9 SeitenBainitizadoSmith ZaldañaNoch keine Bewertungen
- Ensayo de Impacto CharpyDokument6 SeitenEnsayo de Impacto CharpySIDHFLIUGRNoch keine Bewertungen
- Choq térmico materialesDokument4 SeitenChoq térmico materialesjaumeNoch keine Bewertungen
- Riesgos y protecciones de la máquina cepilladoraDokument16 SeitenRiesgos y protecciones de la máquina cepilladoraEnrique Daniel100% (1)
- Proceso metalográfico: diagrama de flujo del proceso de preparación de muestrasDokument2 SeitenProceso metalográfico: diagrama de flujo del proceso de preparación de muestrasFabiola CeballosNoch keine Bewertungen
- Practica 1 GeoDokument12 SeitenPractica 1 GeoAlejandro FunesNoch keine Bewertungen
- Practica Liquidos PenetrantesDokument14 SeitenPractica Liquidos PenetrantesDomínguez LuisNoch keine Bewertungen
- Esoldadura PDFDokument2 SeitenEsoldadura PDFAlberto ToalomboNoch keine Bewertungen
- Aceros de Baja AleacionDokument3 SeitenAceros de Baja AleacionYesiidKiilsNoch keine Bewertungen
- Informe SoldaduraDokument33 SeitenInforme SoldaduraWillian LaguaNoch keine Bewertungen
- Diagrama de Fases Hierro CarbonoDokument6 SeitenDiagrama de Fases Hierro CarbonoAlbis Mariñez100% (1)
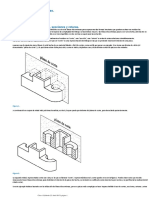
- Cortes y secciones en dibujo técnicoDokument6 SeitenCortes y secciones en dibujo técnicoWilliam RodriguezNoch keine Bewertungen
- Practica 07 Traccion en Metales No FerrososDokument19 SeitenPractica 07 Traccion en Metales No FerrososCarlos LuceroNoch keine Bewertungen
- UNIDAD 13 - MC 118-2019-2 Mat. Comp - CLASEDokument66 SeitenUNIDAD 13 - MC 118-2019-2 Mat. Comp - CLASElides fernandez saldivarNoch keine Bewertungen
- Acero DualDokument2 SeitenAcero DualAlfons MoralesNoch keine Bewertungen
- Taller Propiedades Calculo TensionDokument4 SeitenTaller Propiedades Calculo TensionAntonhy GutiérrezNoch keine Bewertungen
- Practica Ensayo de FlexionDokument17 SeitenPractica Ensayo de FlexionCarlos LuceroNoch keine Bewertungen
- Estructura y comportamiento de los polímerosDokument15 SeitenEstructura y comportamiento de los polímerosRAFAEL ANTHONY SANCHEZ COLLQUENoch keine Bewertungen
- Determinación de Tamaño GranoDokument12 SeitenDeterminación de Tamaño GranoAnonymous QyZVA4Noch keine Bewertungen
- Fractografia de La ConstruccionDokument72 SeitenFractografia de La ConstruccionAnonimus Anonimus anonimusNoch keine Bewertungen
- Identificación de microestructuras no ferrosasDokument6 SeitenIdentificación de microestructuras no ferrosasBrayan RinconNoch keine Bewertungen
- Análisis metalográfico de aceros aleados DF2Dokument17 SeitenAnálisis metalográfico de aceros aleados DF2Gustavo PomaqueroNoch keine Bewertungen
- Informe 1. La Ley de MeyerDokument15 SeitenInforme 1. La Ley de MeyerJSET_JOKERNoch keine Bewertungen
- 4 Cinetica RigidosbDokument31 Seiten4 Cinetica RigidosbJean Carlos VillegasNoch keine Bewertungen
- Estructuras MetalográficasDokument8 SeitenEstructuras MetalográficasErick Joel ClaudioNoch keine Bewertungen
- Cobre y Aleaciones, Propiedades MecanicasDokument11 SeitenCobre y Aleaciones, Propiedades MecanicasEntretuymilmares AragonNoch keine Bewertungen
- Resistencia en Aleaciones EutecticasDokument11 SeitenResistencia en Aleaciones Eutecticaslord_helix_hell666Noch keine Bewertungen
- Ensayo JominyDokument16 SeitenEnsayo JominyCristhianGeovannyNoch keine Bewertungen
- Ceramicos de IngenieriaDokument4 SeitenCeramicos de IngenieriaIdaiNoch keine Bewertungen
- Desgaste Por CavitaciónDokument6 SeitenDesgaste Por CavitaciónDaniel RobalinoNoch keine Bewertungen
- FormatO para ManualesDokument14 SeitenFormatO para ManualesHans AbantoNoch keine Bewertungen
- Ensayo Jominy Laboratorio de Fundamentos de MaterialesDokument14 SeitenEnsayo Jominy Laboratorio de Fundamentos de MaterialesFranco Herbert Espinoza ArroyoNoch keine Bewertungen
- Preparation de ArenaDokument20 SeitenPreparation de ArenaJaime R. Aduana Mirones100% (1)
- Ensayo de Tracción en MetalesDokument13 SeitenEnsayo de Tracción en MetalesJohn Diego GutierrezNoch keine Bewertungen
- Trabajo Ensayo de FlexionDokument10 SeitenTrabajo Ensayo de Flexionalberto8303Noch keine Bewertungen
- Relación Entre Trabajo en Frío yDokument35 SeitenRelación Entre Trabajo en Frío yyorgelis angelNoch keine Bewertungen
- 4.1 Mecanismos de EndurecimientoDokument7 Seiten4.1 Mecanismos de Endurecimientoalfonso garciaNoch keine Bewertungen
- Item 6Dokument20 SeitenItem 6Iván RamosNoch keine Bewertungen
- Físico Química de SuperficiesDokument10 SeitenFísico Química de SuperficiesIván RamosNoch keine Bewertungen
- Gammagenos y AlfagenosDokument4 SeitenGammagenos y AlfagenosIván RamosNoch keine Bewertungen
- Deduccion de Las Ecuaciones de Navier yDokument7 SeitenDeduccion de Las Ecuaciones de Navier yIván RamosNoch keine Bewertungen
- Sistemas de lixiviación de mineralesDokument25 SeitenSistemas de lixiviación de mineralesIván RamosNoch keine Bewertungen
- Lab #2 UnidadesDokument4 SeitenLab #2 UnidadesIván RamosNoch keine Bewertungen
- Lab #2 UnidadesDokument4 SeitenLab #2 UnidadesIván RamosNoch keine Bewertungen
- FLOTACIONDokument6 SeitenFLOTACIONIván RamosNoch keine Bewertungen
- Practica de FluidizacionDokument6 SeitenPractica de FluidizacionIván RamosNoch keine Bewertungen
- Fenomenos FinalDokument61 SeitenFenomenos FinalIván RamosNoch keine Bewertungen
- FLOTACIONDokument6 SeitenFLOTACIONIván RamosNoch keine Bewertungen
- GranulometriaDokument9 SeitenGranulometriaIván RamosNoch keine Bewertungen
- Tratamientos térmicos en aceros: Efectos en la microestructura y durezaDokument24 SeitenTratamientos térmicos en aceros: Efectos en la microestructura y durezaIván RamosNoch keine Bewertungen
- Polimeros CauchoDokument53 SeitenPolimeros CauchoIván Ramos100% (1)
- Tratamientos Termicos InformeDokument24 SeitenTratamientos Termicos InformeIván RamosNoch keine Bewertungen
- Aceros Rapidos o para Herramientas NicolDokument4 SeitenAceros Rapidos o para Herramientas NicolIván RamosNoch keine Bewertungen
- Muestreo de MineralesDokument5 SeitenMuestreo de MineralesIván RamosNoch keine Bewertungen
- Tratamientos térmicos en aceros: Efectos en la microestructura y durezaDokument24 SeitenTratamientos térmicos en aceros: Efectos en la microestructura y durezaIván RamosNoch keine Bewertungen
- Diagras de EquilibrioDokument47 SeitenDiagras de EquilibrioIván RamosNoch keine Bewertungen
- Operaciones Reportes Final FinalDokument25 SeitenOperaciones Reportes Final FinalIván RamosNoch keine Bewertungen
- Evaluación del endurecimiento superficial del acero SAE 1020 mediante cementaciónDokument46 SeitenEvaluación del endurecimiento superficial del acero SAE 1020 mediante cementaciónIván RamosNoch keine Bewertungen
- 5 CristalizacionDokument12 Seiten5 CristalizacionIván RamosNoch keine Bewertungen
- Gobierno de Alan Garcia y El FujimoratoDokument2 SeitenGobierno de Alan Garcia y El FujimoratoIván RamosNoch keine Bewertungen
- Evaluación del endurecimiento superficial del acero SAE 1020 mediante cementaciónDokument46 SeitenEvaluación del endurecimiento superficial del acero SAE 1020 mediante cementaciónIván RamosNoch keine Bewertungen
- Tratamientos Termicos InformeDokument24 SeitenTratamientos Termicos InformeIván RamosNoch keine Bewertungen
- Fluidos Practica 5-6Dokument5 SeitenFluidos Practica 5-6Iván RamosNoch keine Bewertungen
- Polimeros CauchoDokument53 SeitenPolimeros CauchoIván Ramos100% (1)
- Determinación de la densidad y peso específicoDokument5 SeitenDeterminación de la densidad y peso específicoIván RamosNoch keine Bewertungen
- 3 MetalografiaDokument7 Seiten3 MetalografiaIván RamosNoch keine Bewertungen
- Proteccion Catodica de TuberiasDokument7 SeitenProteccion Catodica de TuberiasJohann Stiven Salazar DazaNoch keine Bewertungen
- SOLIDIFICACIONDokument6 SeitenSOLIDIFICACIONleonardoNoch keine Bewertungen
- Tipos de AceroDokument7 SeitenTipos de AceroJuan Carlos penagos solisNoch keine Bewertungen
- Yacimientos de óxidos de Fe-Cu-Au en ChileDokument57 SeitenYacimientos de óxidos de Fe-Cu-Au en ChileJhack Orrego CubaNoch keine Bewertungen
- Aci-Laboratorios Portugal PDFDokument18 SeitenAci-Laboratorios Portugal PDFAshly Bedregal GuevaraNoch keine Bewertungen
- Informe de Laboratorio ENSAYO JOMINY UNSADokument10 SeitenInforme de Laboratorio ENSAYO JOMINY UNSAAbigail Sarmiento BenitoNoch keine Bewertungen
- Terminales de CompresiónDokument2 SeitenTerminales de CompresiónDaniel ParrillaNoch keine Bewertungen
- Herreria MaterialDokument45 SeitenHerreria MaterialDaniel Searez100% (2)
- Contaminación por metales en sedimentos de la Bahía de IteDokument8 SeitenContaminación por metales en sedimentos de la Bahía de ItemilidarksNoch keine Bewertungen
- DÍAZ QUIÑONES, Alexander Hermán. VARGAS GOÑAS, Robertt Watson PDFDokument195 SeitenDÍAZ QUIÑONES, Alexander Hermán. VARGAS GOÑAS, Robertt Watson PDFDarwin EnriqueNoch keine Bewertungen
- Familia de Cobres GrisesDokument7 SeitenFamilia de Cobres GrisesRODRIGUEZ COTRINA JOHAN MANUELNoch keine Bewertungen
- Fundición Clase 4Dokument33 SeitenFundición Clase 4Julio CuellarNoch keine Bewertungen
- Alexis Jeria S1 Tarea Resistencia de Los MaterialesDokument8 SeitenAlexis Jeria S1 Tarea Resistencia de Los Materialesalexis i. jeria arenasNoch keine Bewertungen
- Tecnología de Materiales Ferrosos y No FerrososDokument5 SeitenTecnología de Materiales Ferrosos y No Ferrososalain villavicencioNoch keine Bewertungen
- Practica 7Dokument11 SeitenPractica 7PaolaGonzalezNoch keine Bewertungen
- Informe Perfilado Grupo 21Dokument4 SeitenInforme Perfilado Grupo 21Felo OnofaNoch keine Bewertungen
- Métodos para Producir PolvosDokument7 SeitenMétodos para Producir PolvosAnonymous JLhYjbNoch keine Bewertungen
- Aluminio - Materiales y Materia PrimaDokument4 SeitenAluminio - Materiales y Materia PrimaCesar CortesNoch keine Bewertungen
- Algunas Propiedades Fisicas y Quimicas de Los Elementos de La TablaDokument2 SeitenAlgunas Propiedades Fisicas y Quimicas de Los Elementos de La TablaSuSanMartinezNoch keine Bewertungen
- Elementos Del Bloque DDokument13 SeitenElementos Del Bloque DAlexandra NarvaezNoch keine Bewertungen
- Exposicion OpacosDokument24 SeitenExposicion OpacosBRAÑES ORDOÑEZ BRYAN GERSONNoch keine Bewertungen
- Presupuesto reforma cocina municipal SoachaDokument2 SeitenPresupuesto reforma cocina municipal SoachaYeris Alexander Abadia MendezNoch keine Bewertungen
- PERNOSDokument3 SeitenPERNOSJavier Pozo SantanaNoch keine Bewertungen
- Nomenclatura de Aceros1Dokument2 SeitenNomenclatura de Aceros1Ulises Baez RamosNoch keine Bewertungen
- Corrosión Del Acero en Elementos de Hormigón Armado: Vigas y ColumnasDokument6 SeitenCorrosión Del Acero en Elementos de Hormigón Armado: Vigas y ColumnasRubén Darío EspinozaNoch keine Bewertungen
- Chapt 3 - Grilletes H Tensores ESPDokument12 SeitenChapt 3 - Grilletes H Tensores ESPPatricio HernánNoch keine Bewertungen
- Patron de PicasDokument6 SeitenPatron de PicasALEX DIEGONoch keine Bewertungen
- Riser Tiempio de SolidificacionDokument3 SeitenRiser Tiempio de SolidificacionDalma De La Cruz100% (1)
- Calculos de Espesor de RetiroDokument34 SeitenCalculos de Espesor de Retirojose corrosionNoch keine Bewertungen
- EXPO # 1 - Historia de La Minería Peruana PDFDokument60 SeitenEXPO # 1 - Historia de La Minería Peruana PDFLeonardo BillNoch keine Bewertungen