Das könnte Ihnen auch gefallen
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsVon EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNoch keine Bewertungen
- The Design Temperature of Flare SystemsDokument5 SeitenThe Design Temperature of Flare Systemswiboonwi50% (2)
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesVon EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNoch keine Bewertungen
- Rack PDFDokument8 SeitenRack PDFWan Norain Awang LongNoch keine Bewertungen
- Advanced Temperature Measurement and Control, Second EditionVon EverandAdvanced Temperature Measurement and Control, Second EditionNoch keine Bewertungen
- 12 PDFDokument12 Seiten12 PDFAndi SungNoch keine Bewertungen
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingVon EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingBewertung: 5 von 5 Sternen5/5 (3)
- 1956 - Colinese - Boiler Efficiencies in SugarDokument7 Seiten1956 - Colinese - Boiler Efficiencies in SugarPaul DurkinNoch keine Bewertungen
- Process Engineering: Facts, Fiction and FablesVon EverandProcess Engineering: Facts, Fiction and FablesBewertung: 3 von 5 Sternen3/5 (2)
- Why Do Waste Heat Boilers Fail?: Excessive TemperatureDokument4 SeitenWhy Do Waste Heat Boilers Fail?: Excessive TemperatureMaheesha GunathungaNoch keine Bewertungen
- 2014 Suphur Mag Article S-354-WasteHeatBoilers PMIDokument4 Seiten2014 Suphur Mag Article S-354-WasteHeatBoilers PMIEjaj SiddiquiNoch keine Bewertungen
- Chem Processing - Thermal Expansion PSV For PLDokument11 SeitenChem Processing - Thermal Expansion PSV For PLace4200Noch keine Bewertungen
- Latent Heat QueriesDokument20 SeitenLatent Heat QueriesYeditha Satyanarayana MurthyNoch keine Bewertungen
- Hydrocarbon Dew Point - Critical Considerations For Natural Gas Turbine InstallationsDokument6 SeitenHydrocarbon Dew Point - Critical Considerations For Natural Gas Turbine InstallationsLuisAngelCordovadeSanchezNoch keine Bewertungen
- Foil A Future FireDokument3 SeitenFoil A Future FireSteven A McMurrayNoch keine Bewertungen
- LNG VaporizersDokument9 SeitenLNG Vaporizerssaleem32Noch keine Bewertungen
- Ingles MasaDokument8 SeitenIngles MasaGianfrancoNoch keine Bewertungen
- J Fluid 2005 12 045Dokument10 SeitenJ Fluid 2005 12 045Azar DeenNoch keine Bewertungen
- IMPORTANT Boiler Repairs Problems Marine Education MarineexamDokument8 SeitenIMPORTANT Boiler Repairs Problems Marine Education MarineexamEge CNoch keine Bewertungen
- AC Troubleshooting Guide GenericDokument2 SeitenAC Troubleshooting Guide GenericElaisa Kasan100% (1)
- Fired Heater Design PDFDokument12 SeitenFired Heater Design PDFSterlingNoch keine Bewertungen
- Safety: On The Adequacy of API 521 Relief-Valve Sizing Method For Gas-Filled Pressure Vessels Exposed To FireDokument17 SeitenSafety: On The Adequacy of API 521 Relief-Valve Sizing Method For Gas-Filled Pressure Vessels Exposed To FireAdarsh SreekumarNoch keine Bewertungen
- Specifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013Dokument7 SeitenSpecifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013sebas_vNoch keine Bewertungen
- Cargo Plant GuidelinesDokument93 SeitenCargo Plant GuidelinesPhani PrahladNoch keine Bewertungen
- 7 Steam - SafetyDokument5 Seiten7 Steam - SafetyYeshitilaAyalewNoch keine Bewertungen
- Transformer Ratings and Transformer LifeDokument6 SeitenTransformer Ratings and Transformer LifeidfiNoch keine Bewertungen
- LNG VaporizersDokument9 SeitenLNG Vaporizersasrahaman9Noch keine Bewertungen
- Heat Recovery Steam Generators: by TMI Staff & Contributors On February 16, 2020Dokument4 SeitenHeat Recovery Steam Generators: by TMI Staff & Contributors On February 16, 2020li xianNoch keine Bewertungen
- LP-Gas Service Mans ManualDokument52 SeitenLP-Gas Service Mans Manualprocha1100% (1)
- Brochure - Flownex Software Fired Heater Design PDFDokument11 SeitenBrochure - Flownex Software Fired Heater Design PDFdatalogger123456Noch keine Bewertungen
- 04 ConvCtrl E 05Dokument42 Seiten04 ConvCtrl E 05Meher YoussfiNoch keine Bewertungen
- ParrReactorSafetyInfo 230mDokument8 SeitenParrReactorSafetyInfo 230mhoustonmathNoch keine Bewertungen
- Relique Plant Guidelines.Dokument106 SeitenRelique Plant Guidelines.Somayajula Suryaram100% (2)
- Improve Process Efficiency with Steam ValvesDokument12 SeitenImprove Process Efficiency with Steam Valvesshan07011984Noch keine Bewertungen
- What You Should Know About Liquid Thermal - ExpansionDokument4 SeitenWhat You Should Know About Liquid Thermal - ExpansionOthman Mat YamanNoch keine Bewertungen
- PSV Sizing For Fire CasesDokument10 SeitenPSV Sizing For Fire CaseshhvgNoch keine Bewertungen
- HP Relief Systems in LNG Receiving TerminalsDokument16 SeitenHP Relief Systems in LNG Receiving TerminalsHangga Ruky WarmiajiNoch keine Bewertungen
- Causes of Over PressurizationDokument2 SeitenCauses of Over PressurizationrkubalNoch keine Bewertungen
- Successfully Commissioning an AFBC BoilerDokument72 SeitenSuccessfully Commissioning an AFBC BoilerRakesh GairolaNoch keine Bewertungen
- Cep 202107 Optimize-ReboilerDokument11 SeitenCep 202107 Optimize-Reboilerammar fahmiNoch keine Bewertungen
- DOWTHERM RP Heat Transfer Fluid Technical DataDokument24 SeitenDOWTHERM RP Heat Transfer Fluid Technical Datahmudassir_1Noch keine Bewertungen
- Specifying Shell and Tube Heat ExchangersDokument10 SeitenSpecifying Shell and Tube Heat ExchangersMicheal BrooksNoch keine Bewertungen
- The Design and Operation of Offshore Relief - Venting SystemsDokument24 SeitenThe Design and Operation of Offshore Relief - Venting SystemsMichael HaiseNoch keine Bewertungen
- 2012-07 Overpressure Protection + Working With The CSB After An Accident - Selected PapersDokument8 Seiten2012-07 Overpressure Protection + Working With The CSB After An Accident - Selected PaperssourcemenuNoch keine Bewertungen
- PSV For Super Critical FluidDokument10 SeitenPSV For Super Critical FluidMubarik AliNoch keine Bewertungen
- StallDokument16 SeitenStallbhalchandrak1867100% (1)
- Chap 6 SolutionDokument4 SeitenChap 6 Solution英Noch keine Bewertungen
- Overpressure and Thermal ReliefDokument6 SeitenOverpressure and Thermal ReliefHamid Alilou100% (1)
- Crude Unit Corrosion and Corrosion ControlDokument14 SeitenCrude Unit Corrosion and Corrosion Controlparmindarrana86% (7)
- Crude Unit Corrosion and Corrosion Control: Technical PaperDokument14 SeitenCrude Unit Corrosion and Corrosion Control: Technical PaperprasobhaNoch keine Bewertungen
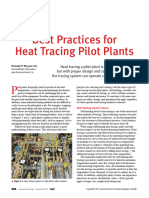
- Best Practices For Heat Tracing Pilot PlantsDokument6 SeitenBest Practices For Heat Tracing Pilot PlantsAjay TulpuleNoch keine Bewertungen
- DesuperheatersDokument6 SeitenDesuperheaterskparthypan100% (1)
- PSV Sizing For Fire Cases Is A Dynamic Model Worth The TimeDokument9 SeitenPSV Sizing For Fire Cases Is A Dynamic Model Worth The TimeOlumuyiwa FasehunNoch keine Bewertungen
- Pressure Relief SystemDokument33 SeitenPressure Relief SystemRanchojiNoch keine Bewertungen
- Tehcnical Paper: Calculating Freezing Times in Blast and Plate Freezers by Dr. Andy PearsonDokument36 SeitenTehcnical Paper: Calculating Freezing Times in Blast and Plate Freezers by Dr. Andy PearsonBerry_1986_Berry100% (1)
- Internal Furnace Pressure PDFDokument2 SeitenInternal Furnace Pressure PDFfawmer61Noch keine Bewertungen
- Calculation For Vacuum CondenserDokument0 SeitenCalculation For Vacuum Condenserraden_aditiya39Noch keine Bewertungen
- Ashrae Journal On Reheat: Dan Int-HoutDokument7 SeitenAshrae Journal On Reheat: Dan Int-HoutSergio GarroNoch keine Bewertungen
- Cyclic Operation CompileDokument11 SeitenCyclic Operation CompileprabodhvkNoch keine Bewertungen
- Superheaters and ReheaterDokument16 SeitenSuperheaters and ReheaterBudi NortonNoch keine Bewertungen
- ColumnDokument10 SeitenColumnQayyum KhanNoch keine Bewertungen
- C&E-Yibal WHCPDokument2 SeitenC&E-Yibal WHCPQayyum KhanNoch keine Bewertungen
- BN-DG-C01J Plant Layout - Storage Tanks: Home Services Software Library ContactDokument17 SeitenBN-DG-C01J Plant Layout - Storage Tanks: Home Services Software Library ContactQayyum KhanNoch keine Bewertungen
- Heat Tran BuriedDokument3 SeitenHeat Tran BuriedQayyum KhanNoch keine Bewertungen
- Pump in ParellDokument2 SeitenPump in ParellQayyum KhanNoch keine Bewertungen
- Attachment - A3 - Ver - 2 4-21wellDokument1 SeiteAttachment - A3 - Ver - 2 4-21wellQayyum KhanNoch keine Bewertungen
- Flow Line and Well Hook-Up Authorisation (GD) : (Well SRS - V48A)Dokument1 SeiteFlow Line and Well Hook-Up Authorisation (GD) : (Well SRS - V48A)Qayyum KhanNoch keine Bewertungen
- Qayyum CoverDokument1 SeiteQayyum CoverQayyum KhanNoch keine Bewertungen
- Al Huwaisah GGP Pipeline Project Hydraulic Report: RevisionDokument49 SeitenAl Huwaisah GGP Pipeline Project Hydraulic Report: RevisionQayyum KhanNoch keine Bewertungen
- Attachment - A3 - Ver - 2 4-21wellDokument1 SeiteAttachment - A3 - Ver - 2 4-21wellQayyum KhanNoch keine Bewertungen
- Forcast-09.02.20 To13.02.20 Process DepartmentDokument4 SeitenForcast-09.02.20 To13.02.20 Process DepartmentQayyum KhanNoch keine Bewertungen
- Fakhr-9 (A3)Dokument11 SeitenFakhr-9 (A3)Qayyum KhanNoch keine Bewertungen
- Appendix - III STATEMENT OF FITNESSDokument9 SeitenAppendix - III STATEMENT OF FITNESSQayyum KhanNoch keine Bewertungen
- LFI Tool - PD-HX-REP-003 Rev.01Dokument26 SeitenLFI Tool - PD-HX-REP-003 Rev.01Qayyum KhanNoch keine Bewertungen
- Sizing CalcDokument7 SeitenSizing CalcQayyum KhanNoch keine Bewertungen
- ASBUILT - Rev.04 - Scehmatic & Operating Diagram For YP-13&YP-16Dokument5 SeitenASBUILT - Rev.04 - Scehmatic & Operating Diagram For YP-13&YP-16Qayyum KhanNoch keine Bewertungen
- New Microsoft Word DocumentDokument1 SeiteNew Microsoft Word DocumentQayyum KhanNoch keine Bewertungen
- ASBUILT - Rev.04 - Scehmatic & Operating Diagram For YP-13&YP-16Dokument5 SeitenASBUILT - Rev.04 - Scehmatic & Operating Diagram For YP-13&YP-16Qayyum KhanNoch keine Bewertungen
- Han 13 Pdfeed PX 2365 00001 0004 Noy000hn0130 03Dokument1 SeiteHan 13 Pdfeed PX 2365 00001 0004 Noy000hn0130 03Qayyum KhanNoch keine Bewertungen
- Compostion 90% 22gorDokument1 SeiteCompostion 90% 22gorQayyum KhanNoch keine Bewertungen
- NitrogenDokument1 SeiteNitrogenQayyum KhanNoch keine Bewertungen
- NitrogenDokument1 SeiteNitrogenQayyum KhanNoch keine Bewertungen
- Forcast-12.01.20 To 16.01.20 - Process DepartmentDokument4 SeitenForcast-12.01.20 To 16.01.20 - Process DepartmentQayyum KhanNoch keine Bewertungen
- PDO Discipline-Document Type MatrixDokument10 SeitenPDO Discipline-Document Type MatrixQayyum KhanNoch keine Bewertungen
- Accumulators: Functions & Effects Accumulator Volume Calculation 1 2Dokument30 SeitenAccumulators: Functions & Effects Accumulator Volume Calculation 1 2Carlos LlanquiNoch keine Bewertungen
- SafetyDokument9 SeitenSafetyQayyum KhanNoch keine Bewertungen
- On Hore and Off ShoreDokument7 SeitenOn Hore and Off ShoreQayyum KhanNoch keine Bewertungen
- Relief and Flare Sytem Design (Autosaved)Dokument51 SeitenRelief and Flare Sytem Design (Autosaved)Qayyum KhanNoch keine Bewertungen
- Relief and Flare Sytem Design (Autosaved)Dokument51 SeitenRelief and Flare Sytem Design (Autosaved)Qayyum KhanNoch keine Bewertungen
- Production TrunklineDokument5 SeitenProduction TrunklineQayyum KhanNoch keine Bewertungen
- Captive Screws - Cap Head: Hex. SocketDokument5 SeitenCaptive Screws - Cap Head: Hex. SocketvikeshmNoch keine Bewertungen
- CMC4 Controller Technical Support DocumentDokument148 SeitenCMC4 Controller Technical Support DocumentZurab ChanturiaNoch keine Bewertungen
- Harajuku: Rebels On The BridgeDokument31 SeitenHarajuku: Rebels On The BridgeChristian Perry100% (41)
- Chapter 4Dokument19 SeitenChapter 4EyadNoch keine Bewertungen
- Chair Locker Provides Storage and Space SavingsDokument32 SeitenChair Locker Provides Storage and Space SavingsElza S. GapuzNoch keine Bewertungen
- Scrum Quiz - FinalDokument8 SeitenScrum Quiz - FinalSangram PandaNoch keine Bewertungen
- Upper Six 2013 STPM Physics 2 Trial ExamDokument11 SeitenUpper Six 2013 STPM Physics 2 Trial ExamOw Yu Zen100% (2)
- Genigraphics Poster Template 36x48aDokument1 SeiteGenigraphics Poster Template 36x48aMenrie Elle ArabosNoch keine Bewertungen
- V Bhebhe PDFDokument63 SeitenV Bhebhe PDFVusi BhebheNoch keine Bewertungen
- Restaurant Social Media GuideDokument30 SeitenRestaurant Social Media GuideHoàng gia NghiêmNoch keine Bewertungen
- Gardiner 1979Dokument16 SeitenGardiner 1979Oswaldo Manuel Ramirez MarinNoch keine Bewertungen
- MRP Format MbaDokument6 SeitenMRP Format Mbasankshep panchalNoch keine Bewertungen
- Vedic Astrology OverviewDokument1 SeiteVedic Astrology Overviewhuman999100% (8)
- Day 2 TaskDokument4 SeitenDay 2 TaskYaathriganNoch keine Bewertungen
- Transactionreceipt Ethereum: Transaction IdentifierDokument1 SeiteTransactionreceipt Ethereum: Transaction IdentifierVALR INVESTMENTNoch keine Bewertungen
- Journey To The ARI-ARhAyas AL-Uma-UN Core of The Krystar Seed Atom FileDokument14 SeitenJourney To The ARI-ARhAyas AL-Uma-UN Core of The Krystar Seed Atom FileSungwon Kang100% (2)
- Cbydp Draft SK BaracbacDokument13 SeitenCbydp Draft SK BaracbacLikey PromiseNoch keine Bewertungen
- Modul English For Study SkillsDokument9 SeitenModul English For Study SkillsRazan Nuhad Dzulfaqor razannuhad.2020Noch keine Bewertungen
- Latihan Soal Recount Text HotsDokument3 SeitenLatihan Soal Recount Text HotsDevinta ArdyNoch keine Bewertungen
- Wilo Mather and Platt Pumps Pvt. LTD.: Technical DatasheetDokument2 SeitenWilo Mather and Platt Pumps Pvt. LTD.: Technical DatasheetTrung Trần MinhNoch keine Bewertungen
- Percentage Practice Sheet - RBEDokument11 SeitenPercentage Practice Sheet - RBEankitNoch keine Bewertungen
- Advancements in Organic Rankine Cycle System Optimisation For Combined Heat and Power Applications Components Sizing and Thermoeconomic ConsiderationsDokument14 SeitenAdvancements in Organic Rankine Cycle System Optimisation For Combined Heat and Power Applications Components Sizing and Thermoeconomic ConsiderationsGuadalupe Abigail Rueda AguileraNoch keine Bewertungen
- 4439 Chap01Dokument28 Seiten4439 Chap01bouthaina otNoch keine Bewertungen
- Law of The Limiting FactorsDokument4 SeitenLaw of The Limiting FactorsBiswajit DarbarNoch keine Bewertungen
- Material Safety Data Sheet: Development Associates, IncDokument3 SeitenMaterial Safety Data Sheet: Development Associates, IncDedi MulyadiNoch keine Bewertungen
- Bread Machine Sunbeam 5891Dokument44 SeitenBread Machine Sunbeam 5891Tyler KirklandNoch keine Bewertungen
- PremiumpaymentReceipt 10663358Dokument1 SeitePremiumpaymentReceipt 10663358Kartheek ChandraNoch keine Bewertungen
- Plate Tectonics LessonDokument3 SeitenPlate Tectonics LessonChristy P. Adalim100% (2)
- Sankalp Sanjeevani NEET: PhysicsDokument11 SeitenSankalp Sanjeevani NEET: PhysicsKey RavenNoch keine Bewertungen
- ATM ReportDokument16 SeitenATM Reportsoftware8832100% (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedVon EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedBewertung: 5 von 5 Sternen5/5 (1)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseVon EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (50)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationVon EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationBewertung: 4 von 5 Sternen4/5 (18)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionVon EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsVon EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNoch keine Bewertungen
- Basic Alarm Electronics: Toolbox Guides for Security TechniciansVon EverandBasic Alarm Electronics: Toolbox Guides for Security TechniciansJohn SangerBewertung: 4 von 5 Sternen4/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionVon EverandThe Laws of Thermodynamics: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Albert Einstein's Theory Of Relativity Explained SimplyVon EverandAlbert Einstein's Theory Of Relativity Explained SimplyNoch keine Bewertungen
- Control of Power Electronic Converters and Systems: Volume 1Von EverandControl of Power Electronic Converters and Systems: Volume 1Bewertung: 5 von 5 Sternen5/5 (1)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationVon EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationBewertung: 1 von 5 Sternen1/5 (1)
- Operational Amplifier Circuits: Analysis and DesignVon EverandOperational Amplifier Circuits: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Design of Foundations for Offshore Wind TurbinesVon EverandDesign of Foundations for Offshore Wind TurbinesBewertung: 5 von 5 Sternen5/5 (3)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideVon Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideBewertung: 3.5 von 5 Sternen3.5/5 (7)
- Oil and Gas Pipelines: Integrity and Safety HandbookVon EverandOil and Gas Pipelines: Integrity and Safety HandbookNoch keine Bewertungen
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsVon EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNoch keine Bewertungen
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesVon EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesNoch keine Bewertungen