Das könnte Ihnen auch gefallen
- Basic Welding TheoryDokument15 SeitenBasic Welding TheoryCarina MostralesNoch keine Bewertungen
- Weld DefectsDokument6 SeitenWeld Defects0502raviNoch keine Bewertungen
- GMAWDokument9 SeitenGMAWMathias NsimbeNoch keine Bewertungen
- Advances in High Voltage Insulation and Arc Interruption in SF6 and VacuumVon EverandAdvances in High Voltage Insulation and Arc Interruption in SF6 and VacuumNoch keine Bewertungen
- Basic Welding TheoryDokument15 SeitenBasic Welding TheoryAdang100% (2)
- Arc Tig131Dokument29 SeitenArc Tig131booboostNoch keine Bewertungen
- Weld Defects PresentationDokument80 SeitenWeld Defects PresentationRen SalazarNoch keine Bewertungen
- Arc-Air Gouging (Air - Carbon Arc Gouging) PDFDokument1 SeiteArc-Air Gouging (Air - Carbon Arc Gouging) PDFcarlosNoch keine Bewertungen
- Weld RepireDokument91 SeitenWeld RepireالGINIRAL FREE FIRENoch keine Bewertungen
- Indian Institute of Welding - ANB Refresher Course - Module 09Dokument43 SeitenIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNoch keine Bewertungen
- AN3025Dokument2 SeitenAN3025PalmNoch keine Bewertungen
- 05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFDokument165 Seiten05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFLakshmi Narayan100% (2)
- Welding School DisplayDokument10 SeitenWelding School DisplaySunilNoch keine Bewertungen
- Basic Welding TheoryDokument12 SeitenBasic Welding TheoryBudimanNoch keine Bewertungen
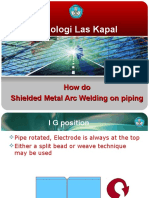
- Teknologi Las Kapal: How Do Shielded Metal Arc Welding On PipingDokument42 SeitenTeknologi Las Kapal: How Do Shielded Metal Arc Welding On Pipingardin0506Noch keine Bewertungen
- Exothermic VS Pin Brazing 1688915877Dokument4 SeitenExothermic VS Pin Brazing 1688915877youplaiNoch keine Bewertungen
- Weld RepireDokument91 SeitenWeld RepireKapil ManloiNoch keine Bewertungen
- Resistance WeldingDokument22 SeitenResistance WeldingGarden005Noch keine Bewertungen
- Under Water WeldingDokument7 SeitenUnder Water WeldingMishal SalemNoch keine Bewertungen
- Commonly Used Welding Process Techniques-OverviewDokument51 SeitenCommonly Used Welding Process Techniques-OverviewaadmaadmNoch keine Bewertungen
- FW0061Dokument7 SeitenFW0061alefeli26Noch keine Bewertungen
- Pipelines and City Gate Natural Gas Ram Station - Nigeria: Cable ScheduleDokument7 SeitenPipelines and City Gate Natural Gas Ram Station - Nigeria: Cable ScheduleDanilo QuevedoNoch keine Bewertungen
- Impulse Forming by Vaporizing Foil ActuatorDokument35 SeitenImpulse Forming by Vaporizing Foil ActuatorAnjithNoch keine Bewertungen
- Surface Tension Transfer (STT) : ApplicationDokument6 SeitenSurface Tension Transfer (STT) : ApplicationAnonymous dvrhf5Noch keine Bewertungen
- Zener Diode TesterDokument11 SeitenZener Diode TesterPrudhvi Ram ReddyNoch keine Bewertungen
- Technical Update Methods For Removal of Welds and Opening of Cracks PDFDokument12 SeitenTechnical Update Methods For Removal of Welds and Opening of Cracks PDFBogdan PopescuNoch keine Bewertungen
- FCAW-GS Flux Cored Arc Welding-Gas ShieldedDokument20 SeitenFCAW-GS Flux Cored Arc Welding-Gas ShieldedasrafiNoch keine Bewertungen
- Sheet Metal Welding-Tips PDFDokument5 SeitenSheet Metal Welding-Tips PDFMphilipTNoch keine Bewertungen
- Hyperbaric WeldingDokument17 SeitenHyperbaric WeldingRam KasturiNoch keine Bewertungen
- Flex-Circuit Soldering and Assembly Tutorial and NotesDokument18 SeitenFlex-Circuit Soldering and Assembly Tutorial and NotescaptnskydiverNoch keine Bewertungen
- Resistance WeldingDokument7 SeitenResistance WeldingCristian GonzálezNoch keine Bewertungen
- Electro Jet DrillingDokument17 SeitenElectro Jet DrillingKaustubh JoshiNoch keine Bewertungen
- Weld DefectsDokument80 SeitenWeld Defectsakhilsyam21100% (1)
- Project PPT Spot WeldingDokument19 SeitenProject PPT Spot WeldingMehul BariyaNoch keine Bewertungen
- TIG Welding ProcessDokument40 SeitenTIG Welding ProcesssubrataNoch keine Bewertungen
- Crack Detection & RepairDokument19 SeitenCrack Detection & Repairጦቢያ TOBIYANoch keine Bewertungen
- Connector: 2.0mm Pitch/disconnectable Crimp Style Wire-To-Wire Connectors (Waterproot Type)Dokument2 SeitenConnector: 2.0mm Pitch/disconnectable Crimp Style Wire-To-Wire Connectors (Waterproot Type)Chuong NguyenNoch keine Bewertungen
- JWPFWTW 2Dokument2 SeitenJWPFWTW 2stephane.krycNoch keine Bewertungen
- Electric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorDokument40 SeitenElectric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorSrinivasanNoch keine Bewertungen
- KSR Kubler LSDokument36 SeitenKSR Kubler LSjugal rana100% (1)
- Quasar Electronics Kit No. 1065 Inverter 12 VDC To 220 Vac: General DescriptionDokument6 SeitenQuasar Electronics Kit No. 1065 Inverter 12 VDC To 220 Vac: General Descriptionapi-3864578Noch keine Bewertungen
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Dokument11 SeitenAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraNoch keine Bewertungen
- Niras - PresentasjonDokument23 SeitenNiras - PresentasjonDeny Tirta KusumaNoch keine Bewertungen
- Induction BendingDokument23 SeitenInduction BendingstevenNoch keine Bewertungen
- EDC Unit-5Dokument26 SeitenEDC Unit-5laxmanabcdNoch keine Bewertungen
- Stud WeldingDokument40 SeitenStud WeldingKirandeep GandhamNoch keine Bewertungen
- DSPMC Brochure For Power & Distribution TransformerDokument8 SeitenDSPMC Brochure For Power & Distribution Transformermaintenance1Noch keine Bewertungen
- BailDokument2 SeitenBailPrabhat Kumar SonyNoch keine Bewertungen
- Intellectual Welding TrainingDokument45 SeitenIntellectual Welding Traininggaganesan1972100% (1)
- Arc Welding: Assignment in Ce12Dokument5 SeitenArc Welding: Assignment in Ce12Analyn NatividadNoch keine Bewertungen
- HVT Series Terminations 15-35kV Class High Voltage Termination For LC Shield CableDokument6 SeitenHVT Series Terminations 15-35kV Class High Voltage Termination For LC Shield Cable20353124Noch keine Bewertungen
- 4 Interference PDFDokument72 Seiten4 Interference PDFgueridiNoch keine Bewertungen
- Application Note: Transistor Mounting and SolderingDokument2 SeitenApplication Note: Transistor Mounting and SolderingJakaTingKingNoch keine Bewertungen
- ESABNA-Welders Guide BookDokument32 SeitenESABNA-Welders Guide BookCarlos Bermejo Alvarez100% (1)
- Elements of Protection - GTU DiplomaDokument34 SeitenElements of Protection - GTU Diplomandm.jhdpNoch keine Bewertungen
- Scenario 1 S: Lamelar Tearing Occur in Set In? orDokument6 SeitenScenario 1 S: Lamelar Tearing Occur in Set In? orBeny ZulNoch keine Bewertungen
- Month Marine Engineering at The Operational LevelDokument79 SeitenMonth Marine Engineering at The Operational LevelMum ZetaNoch keine Bewertungen
- Form CMS 1EDokument1 SeiteForm CMS 1EAbd RahmanNoch keine Bewertungen
- FORAN University EditionDokument19 SeitenFORAN University EditionAbd RahmanNoch keine Bewertungen
- 473 Tawaran Program Talent Scouting 2018 1Dokument2 Seiten473 Tawaran Program Talent Scouting 2018 1Abd RahmanNoch keine Bewertungen
- Silabus Marine SurveyorDokument48 SeitenSilabus Marine SurveyorAbd RahmanNoch keine Bewertungen
- Silabus Marine Surveyor 2016 New 879009 PopojiDokument4 SeitenSilabus Marine Surveyor 2016 New 879009 PopojiAan Wasis MardianaNoch keine Bewertungen
- Motor Diesel KapalDokument113 SeitenMotor Diesel KapalkampretolNoch keine Bewertungen
- Ship Survey PresentationDokument109 SeitenShip Survey PresentationJag Gonzalez100% (1)
- Rancang Bangun RC Water Jet BoatDokument4 SeitenRancang Bangun RC Water Jet BoatAbd RahmanNoch keine Bewertungen
- Analisis Desain Turbin AirDokument8 SeitenAnalisis Desain Turbin AirAbd Rahman100% (1)
- Cover Proposal RIB WeldingDokument5 SeitenCover Proposal RIB WeldingAbd RahmanNoch keine Bewertungen
- Pengaruh Volume Fraksi SeratDokument12 SeitenPengaruh Volume Fraksi SeratAbd RahmanNoch keine Bewertungen
- Contoh Template PitchDeck NextDev Competition 2017 PDFDokument46 SeitenContoh Template PitchDeck NextDev Competition 2017 PDFApdev Option100% (1)
- KnssDokument4 SeitenKnssMarsya RossarziNoch keine Bewertungen
- Care and Use: Hand FileDokument5 SeitenCare and Use: Hand FileAngel Julian HernandezNoch keine Bewertungen
- Work Book For 1st Year Mechanical WorkshopDokument82 SeitenWork Book For 1st Year Mechanical WorkshopVishal KumarNoch keine Bewertungen
- Tech D (107-154)Dokument48 SeitenTech D (107-154)Alejandro CouceiroNoch keine Bewertungen
- Fixed Side BRW20 0662Dokument1 SeiteFixed Side BRW20 0662Thành NguyễnNoch keine Bewertungen
- Solidcam 2016 Reference Guide:: Machine IdDokument64 SeitenSolidcam 2016 Reference Guide:: Machine IdSale managerNoch keine Bewertungen
- NewProductsCatalogVersion 5 LRDokument120 SeitenNewProductsCatalogVersion 5 LRPaulo César BritoNoch keine Bewertungen
- A Review of Advanced Casting Techniques: ISSN 0976-2973 (Print) 2321-581X (Online)Dokument7 SeitenA Review of Advanced Casting Techniques: ISSN 0976-2973 (Print) 2321-581X (Online)Nairo MejiaNoch keine Bewertungen
- GM Series: DMG - Innovative TechnologiesDokument20 SeitenGM Series: DMG - Innovative TechnologiesSEETHARAM SVRNoch keine Bewertungen
- Rubber Pad FormingDokument15 SeitenRubber Pad FormingAdula Rajasekhar67% (3)
- Stabil Drill Roller ReamersDokument2 SeitenStabil Drill Roller ReamersIMEDHAMMOUDANoch keine Bewertungen
- Boronizing AVIONDokument37 SeitenBoronizing AVIONManwi Khandelwal100% (1)
- Foundry Technology QuestionsDokument2 SeitenFoundry Technology Questionsshady_hrn100% (1)
- Mit 212Dokument76 SeitenMit 212allan owinoNoch keine Bewertungen
- Procurement, Fabrication and Installation of Ss Piping in CDR PlantDokument1 SeiteProcurement, Fabrication and Installation of Ss Piping in CDR Plantashishgammon100% (1)
- Handbook of FastenersDokument16 SeitenHandbook of FastenersMohamed Hassan100% (1)
- The Task of 5-Axis Milling: Peter Pokorný, Jozef Peterka, Štefan VáclavDokument4 SeitenThe Task of 5-Axis Milling: Peter Pokorný, Jozef Peterka, Štefan VáclavNatalie WyattNoch keine Bewertungen
- Bolt & Nut DetailDokument13 SeitenBolt & Nut DetaildineshksenthilNoch keine Bewertungen
- Cost Estimation - MachiningDokument12 SeitenCost Estimation - MachiningAbu Zahid100% (2)
- Cs Unitec Magnetic Drill Accessories-2017Dokument6 SeitenCs Unitec Magnetic Drill Accessories-2017Jonel Carhuaz LozanoNoch keine Bewertungen
- Zed Purlins Roll Forming LeafletDokument6 SeitenZed Purlins Roll Forming LeafletTakis ApostolidesNoch keine Bewertungen
- Indian Standard Carbon Steel Billets, Blooms, Slabs Bars For Forgings - Specu3Catio'N (Fifih Revision)Dokument13 SeitenIndian Standard Carbon Steel Billets, Blooms, Slabs Bars For Forgings - Specu3Catio'N (Fifih Revision)jbt1311Noch keine Bewertungen
- 160 73-rp2Dokument64 Seiten160 73-rp2Ali Muzzafar100% (1)
- Imp ExamDokument15 SeitenImp ExamMalvin Roix OrenseNoch keine Bewertungen
- Manual - Guide - I Operation ManualDokument299 SeitenManual - Guide - I Operation ManualcoronaqcNoch keine Bewertungen
- CIREX - Casting Tolerancies VDG P690Dokument4 SeitenCIREX - Casting Tolerancies VDG P690sean jukesNoch keine Bewertungen
- Ventilation Clamp LGS: UsageDokument5 SeitenVentilation Clamp LGS: UsageJagatjeetMNoch keine Bewertungen
- Machine Tools For MachiningDokument56 SeitenMachine Tools For MachiningUmberto PriscoNoch keine Bewertungen
- SolidCAM CAM Software - 2Dokument8 SeitenSolidCAM CAM Software - 2luli pejaNoch keine Bewertungen
- Table 1: ASME BPVC - II.A-2017 SA-182/SA-182MDokument1 SeiteTable 1: ASME BPVC - II.A-2017 SA-182/SA-182MrajeshNoch keine Bewertungen
- Waste: One Woman’s Fight Against America’s Dirty SecretVon EverandWaste: One Woman’s Fight Against America’s Dirty SecretBewertung: 5 von 5 Sternen5/5 (1)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionVon EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionBewertung: 3 von 5 Sternen3/5 (1)
- Introduction to Ecology and Environmental Laws in IndiaVon EverandIntroduction to Ecology and Environmental Laws in IndiaNoch keine Bewertungen
- The Cyanide Canary: A True Story of InjusticeVon EverandThe Cyanide Canary: A True Story of InjusticeBewertung: 4 von 5 Sternen4/5 (52)
- The Rights of Nature: A Legal Revolution That Could Save the WorldVon EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldBewertung: 5 von 5 Sternen5/5 (1)
- Principles of direct and superior responsibility in international humanitarian lawVon EverandPrinciples of direct and superior responsibility in international humanitarian lawNoch keine Bewertungen
- Slow Violence and the Environmentalism of the PoorVon EverandSlow Violence and the Environmentalism of the PoorBewertung: 4 von 5 Sternen4/5 (5)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaVon EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaBewertung: 4 von 5 Sternen4/5 (1)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionVon Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNoch keine Bewertungen
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontVon EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontBewertung: 4.5 von 5 Sternen4.5/5 (18)
- Busted!: Drug War Survival Skills and True Dope DVon EverandBusted!: Drug War Survival Skills and True Dope DBewertung: 3.5 von 5 Sternen3.5/5 (7)
- Environmental Education in Practice: Concepts and ApplicationsVon EverandEnvironmental Education in Practice: Concepts and ApplicationsNoch keine Bewertungen
- Introduction to Ecology and Environmental Laws in IndiaVon EverandIntroduction to Ecology and Environmental Laws in IndiaNoch keine Bewertungen
- Down to the Wire: Confronting Climate CollapseVon EverandDown to the Wire: Confronting Climate CollapseBewertung: 4.5 von 5 Sternen4.5/5 (8)
- Climate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysVon EverandClimate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysNoch keine Bewertungen
- Understanding and Solving Environmental Problems in the 21st Century: Toward a New, Integrated Hard Problem ScienceVon EverandUnderstanding and Solving Environmental Problems in the 21st Century: Toward a New, Integrated Hard Problem ScienceR. CostanzaNoch keine Bewertungen
- Obstacles to Environmental Progress: A U.S. perspectiveVon EverandObstacles to Environmental Progress: A U.S. perspectiveNoch keine Bewertungen
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksVon EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNoch keine Bewertungen
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawVon EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawBewertung: 4 von 5 Sternen4/5 (334)
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksVon EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNoch keine Bewertungen