Das könnte Ihnen auch gefallen
- Questions For Part 3 - Topic: TransportationDokument39 SeitenQuestions For Part 3 - Topic: TransportationZafr O'ConnellNoch keine Bewertungen
- The Better Alignment Performance of Tsal PDFDokument182 SeitenThe Better Alignment Performance of Tsal PDFZafr O'ConnellNoch keine Bewertungen
- PET CT A New Imaging Technology in NucleDokument19 SeitenPET CT A New Imaging Technology in NucleZafr O'ConnellNoch keine Bewertungen
- Access Pearce 2293018 ProofDokument8 SeitenAccess Pearce 2293018 ProofAndrei MihalacheNoch keine Bewertungen
- International Journal of Engineering Res PDFDokument14 SeitenInternational Journal of Engineering Res PDFZafr O'ConnellNoch keine Bewertungen
- Limiting LiabilityDokument9 SeitenLimiting LiabilityZafr O'ConnellNoch keine Bewertungen
- Free and Open-Source Control Software For 3-D Motion and ProcessingDokument12 SeitenFree and Open-Source Control Software For 3-D Motion and Processingvadivel.km1527Noch keine Bewertungen
- Journal of Computer Science and Informat PDFDokument376 SeitenJournal of Computer Science and Informat PDFZafr O'ConnellNoch keine Bewertungen
- Critical Lift Plan Each Piece of Partici PDFDokument1 SeiteCritical Lift Plan Each Piece of Partici PDFZafr O'ConnellNoch keine Bewertungen
- Lifting Code of PracticeDokument34 SeitenLifting Code of Practiceakubestlah67% (3)
- Low CostDokument9 SeitenLow CostZafr O'ConnellNoch keine Bewertungen
- PET CT in Oncology Integration Into Clin PDFDokument10 SeitenPET CT in Oncology Integration Into Clin PDFZafr O'Connell100% (1)
- TWO 2 X 500 MW MONG DUONG 1 THERMAL POWE PDFDokument61 SeitenTWO 2 X 500 MW MONG DUONG 1 THERMAL POWE PDFZafr O'ConnellNoch keine Bewertungen
- Limiting LiabilityDokument9 SeitenLimiting LiabilityZafr O'ConnellNoch keine Bewertungen
- Airport ACEDokument51 SeitenAirport ACEZafr O'ConnellNoch keine Bewertungen
- Lifting Code of PracticeDokument34 SeitenLifting Code of Practiceakubestlah67% (3)
- Piping ScheduleDokument4 SeitenPiping ScheduleZafr O'ConnellNoch keine Bewertungen
- Lifting Plan 0002 Rev 0A Procedure / Work Instruction / Job Note Page 1 of 15Dokument14 SeitenLifting Plan 0002 Rev 0A Procedure / Work Instruction / Job Note Page 1 of 15Mohd Wirawan PutraNoch keine Bewertungen
- Surface Preparation & Painting Procedure: List of ContentDokument14 SeitenSurface Preparation & Painting Procedure: List of ContentZafr O'ConnellNoch keine Bewertungen
- Company Contact and IKTVA Survey DetailsDokument21 SeitenCompany Contact and IKTVA Survey DetailsZafr O'ConnellNoch keine Bewertungen
- BVM Catelogue New-2016 PDFDokument116 SeitenBVM Catelogue New-2016 PDFOperation100% (1)
- General Specification Painting and Galva PDFDokument19 SeitenGeneral Specification Painting and Galva PDFZafr O'ConnellNoch keine Bewertungen
- General Specification for Painting and Surface PreparationDokument62 SeitenGeneral Specification for Painting and Surface PreparationZafr O'ConnellNoch keine Bewertungen
- MangoCultivation PDFDokument10 SeitenMangoCultivation PDFcacsniteshNoch keine Bewertungen
- Technical SpecificationsDokument8 SeitenTechnical SpecificationsZafr O'ConnellNoch keine Bewertungen
- PetroChina's Painting and Galvanizing SpecificationDokument19 SeitenPetroChina's Painting and Galvanizing SpecificationZafr O'ConnellNoch keine Bewertungen
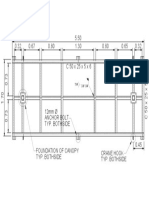
- Foundation plan for canopy with crane hook detailsDokument1 SeiteFoundation plan for canopy with crane hook detailsZafr O'ConnellNoch keine Bewertungen
- Norsok M CR 501r1Dokument19 SeitenNorsok M CR 501r1Peter AllisonNoch keine Bewertungen
- Unrep nwp04 01Dokument440 SeitenUnrep nwp04 01Juckgrid Parnsomsakun100% (1)
- Vdocuments - MX - Omni Flow Computer Manual PDFDokument57 SeitenVdocuments - MX - Omni Flow Computer Manual PDFZafr O'ConnellNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Cooling TowerDokument6 SeitenCooling TowerbbmokshNoch keine Bewertungen
- Trucks Mechanic Only: Additions, Revisions, or UpdatesDokument8 SeitenTrucks Mechanic Only: Additions, Revisions, or UpdatesLUIS CONDORINoch keine Bewertungen
- Alivio Implementos 994FDokument4 SeitenAlivio Implementos 994FF Diaz BarreraNoch keine Bewertungen
- National Pump Company Catalog OverviewDokument340 SeitenNational Pump Company Catalog OverviewLalo Lawliet Betra100% (1)
- Wall-hung condensation boiler power and specificationsDokument94 SeitenWall-hung condensation boiler power and specificationsMancasi RazvanNoch keine Bewertungen
- Project Case Study: Musheireb Heart of Doha - DCPDokument5 SeitenProject Case Study: Musheireb Heart of Doha - DCPatiqulaNoch keine Bewertungen
- ThermoWise BrochureDokument12 SeitenThermoWise Brochuresafindit0% (1)
- TP1028ENDokument21 SeitenTP1028ENramkeshmit_413125668Noch keine Bewertungen
- Camion Bomba HalliburtonDokument2 SeitenCamion Bomba Halliburtonfernando6897100% (3)
- Compressor WabcoDokument6 SeitenCompressor Wabcoruben_cruz_34Noch keine Bewertungen
- Purging Routine For Framo Cargo Pumping System: Service Bulletin #47Dokument16 SeitenPurging Routine For Framo Cargo Pumping System: Service Bulletin #47MAKNoch keine Bewertungen
- E20100617739 - 1 Removal Tool For F.inj - ValveDokument13 SeitenE20100617739 - 1 Removal Tool For F.inj - ValveIvanciu Ionut-FabianNoch keine Bewertungen
- Testing and Adjusting Bomba Hidraulica d6n - AlyDokument5 SeitenTesting and Adjusting Bomba Hidraulica d6n - AlyElibey Cuadros BerbesiNoch keine Bewertungen
- NDIR Gas Analyzer: Outstanding Sensitivity and StabilityDokument8 SeitenNDIR Gas Analyzer: Outstanding Sensitivity and StabilitytejoNoch keine Bewertungen
- GB Instruction for use POWERTEX Hydraulic Toe Jack PTJ-S1 GuidelineDokument9 SeitenGB Instruction for use POWERTEX Hydraulic Toe Jack PTJ-S1 GuidelineSanthoshNoch keine Bewertungen
- Implementation of Training Strategy in Training Material: Diagnosis On Bosch CR SystemsDokument34 SeitenImplementation of Training Strategy in Training Material: Diagnosis On Bosch CR SystemsKapil VenkatNoch keine Bewertungen
- Sinclair Um Control GSH Xxxirb Erb enDokument59 SeitenSinclair Um Control GSH Xxxirb Erb enAmarK90Noch keine Bewertungen
- Hydraulic CircuitsDokument25 SeitenHydraulic CircuitspriyanthabandaraNoch keine Bewertungen
- Lecture II-Agricultural Operations and MachineryDokument131 SeitenLecture II-Agricultural Operations and MachineryChileshe SimonNoch keine Bewertungen
- Ns Series Sub Mers DewateringDokument8 SeitenNs Series Sub Mers DewateringPrateekNoch keine Bewertungen
- N3 Mechanotechnology November 2022 Question PaperDokument9 SeitenN3 Mechanotechnology November 2022 Question Papert trivaNoch keine Bewertungen
- Atox 20 Coal Mill Critical Interlock SheetDokument6 SeitenAtox 20 Coal Mill Critical Interlock SheetValipireddy NagarjunNoch keine Bewertungen
- KSP - Equipmt Details - Latest 26.03.2019Dokument15 SeitenKSP - Equipmt Details - Latest 26.03.2019nhariNoch keine Bewertungen
- e-SV Vertical & Horizontal Multistage Centrifugal PumpsDokument88 Seitene-SV Vertical & Horizontal Multistage Centrifugal PumpsRobert R. TiinNoch keine Bewertungen
- Tonkaflo Pumps SS Series Installation, Operation, and Maintenance ManualDokument40 SeitenTonkaflo Pumps SS Series Installation, Operation, and Maintenance ManualSmith Jonhatan Moya CarbajalNoch keine Bewertungen
- Fluid Mechanics MCQSDokument46 SeitenFluid Mechanics MCQSyaseenNoch keine Bewertungen
- BCWDokument13 SeitenBCWRohit100% (2)
- Method of Periodic Maintenance of Wds-6 Locomotives in Steel PlantsDokument47 SeitenMethod of Periodic Maintenance of Wds-6 Locomotives in Steel PlantsPraveen Kumar RoutNoch keine Bewertungen
- KMBD Mech BoostersDokument2 SeitenKMBD Mech BoostersMark V FarrellNoch keine Bewertungen