Das könnte Ihnen auch gefallen
- Checklist For Structural General Arrangement DrawingsDokument2 SeitenChecklist For Structural General Arrangement DrawingsRamalingam PrabhakaranNoch keine Bewertungen
- High-Chromium Ferritic and Martensitic Steels For Nuclear Applications PDFDokument228 SeitenHigh-Chromium Ferritic and Martensitic Steels For Nuclear Applications PDFmedelaid100% (1)
- Design & Analysis of ASME Boiler and Pressure Vessel Components in The Creep Range 2009 PDFDokument229 SeitenDesign & Analysis of ASME Boiler and Pressure Vessel Components in The Creep Range 2009 PDFIonut FloricaNoch keine Bewertungen
- TABLA ASME - B31.3 - Ed.2018 (001-269) (114-117)Dokument4 SeitenTABLA ASME - B31.3 - Ed.2018 (001-269) (114-117)ANDRES LOPEZNoch keine Bewertungen
- Maintenance and User Manual: Borehole TV Camera Inspection System Setting Up InstructionsDokument21 SeitenMaintenance and User Manual: Borehole TV Camera Inspection System Setting Up InstructionsFranklin L SilvaNoch keine Bewertungen
- Certification Board Guide For The Steam Portion of The Machinery Inspector-Steam PQSDokument9 SeitenCertification Board Guide For The Steam Portion of The Machinery Inspector-Steam PQSKQCMSBlogNoch keine Bewertungen
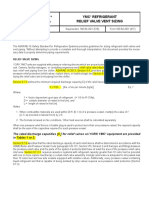
- 160.84-AD1-Application Data-YMC2 Refrigerant Relief Valve Vent SizingDokument6 Seiten160.84-AD1-Application Data-YMC2 Refrigerant Relief Valve Vent SizingCarl CrowNoch keine Bewertungen
- 546 - MT-B3-103-01-1503 Rev 4Dokument13 Seiten546 - MT-B3-103-01-1503 Rev 4GIOVANNINoch keine Bewertungen
- (WTC) Repair Welding in Power PlantsDokument23 Seiten(WTC) Repair Welding in Power PlantsSarah FrazierNoch keine Bewertungen
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionDokument6 SeitenApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliNoch keine Bewertungen
- Fender Accessories (Panels, Chains, Brackets) Catalogue en V1.3Dokument10 SeitenFender Accessories (Panels, Chains, Brackets) Catalogue en V1.3loicdertyNoch keine Bewertungen
- Material & Processes For NDT Part 2Dokument11 SeitenMaterial & Processes For NDT Part 2Anonymous gFcnQ4goNoch keine Bewertungen
- Wire Rope Aqua Terra PDFDokument7 SeitenWire Rope Aqua Terra PDFPutra WahyuNoch keine Bewertungen
- CleanUp PlannerDokument29 SeitenCleanUp PlannerFaseeh Ur RehmanNoch keine Bewertungen
- KASTO 094 (금속용 Charpy 충격시험기) PDFDokument52 SeitenKASTO 094 (금속용 Charpy 충격시험기) PDFTJNoch keine Bewertungen
- Installation, Operation and Maintenance Manual (GRS)Dokument8 SeitenInstallation, Operation and Maintenance Manual (GRS)igorsfaceNoch keine Bewertungen
- PpeDokument211 SeitenPpegshdavid100% (2)
- Pec Basics v9 PDFDokument8 SeitenPec Basics v9 PDFWayneNoch keine Bewertungen
- Eddy Current Testing/Array For Aviation: Razibul IslamDokument58 SeitenEddy Current Testing/Array For Aviation: Razibul IslamRazibul islamNoch keine Bewertungen
- Monolithic Insulating JointsDokument5 SeitenMonolithic Insulating JointsTran Thanh TungNoch keine Bewertungen
- MS5800 PDFDokument6 SeitenMS5800 PDFJai PatelNoch keine Bewertungen
- BZOF-MT-PRO-00050 - 0 PT ProcedureDokument13 SeitenBZOF-MT-PRO-00050 - 0 PT ProcedureManik KNoch keine Bewertungen
- 30-99!90!1826-Rev 0 Hardness Testing Procedure MPS IPS and MOTDokument9 Seiten30-99!90!1826-Rev 0 Hardness Testing Procedure MPS IPS and MOTSubrata PatraNoch keine Bewertungen
- Reviews of ACFMDokument7 SeitenReviews of ACFMNILESHNoch keine Bewertungen
- Final Bid Document Tech Consul Itp 44Dokument65 SeitenFinal Bid Document Tech Consul Itp 44Priyanka RawatNoch keine Bewertungen
- Method Statement For Near Field Test: DCSM Project 2019Dokument5 SeitenMethod Statement For Near Field Test: DCSM Project 2019Thinh NguyenNoch keine Bewertungen
- Interpreting SNT TC 1a - Part1 PDFDokument2 SeitenInterpreting SNT TC 1a - Part1 PDFஅன்புடன் அஸ்வின்Noch keine Bewertungen
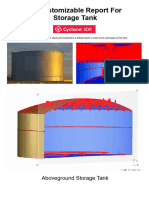
- Report Tank CY3DRDokument52 SeitenReport Tank CY3DRMahmoud GaberNoch keine Bewertungen
- Srut GWDokument2 SeitenSrut GWNour MasmoudiNoch keine Bewertungen
- Htha PDFDokument10 SeitenHtha PDFnktiah1207Noch keine Bewertungen
- Importance of Quality Assurance in TheDokument6 SeitenImportance of Quality Assurance in TheniroNoch keine Bewertungen
- Phased Array UT Weld Inspection and Crack DetectionDokument3 SeitenPhased Array UT Weld Inspection and Crack DetectionGistek MarcoNoch keine Bewertungen
- S-022-1520-0002PM HDPE Control Procedure RevADokument10 SeitenS-022-1520-0002PM HDPE Control Procedure RevAHoang Phuong NguyenNoch keine Bewertungen
- D. Specs For Field & Shop PaintingDokument10 SeitenD. Specs For Field & Shop PaintingrajeshNoch keine Bewertungen
- CSWIP DIV 7 95 ROV Inspectors and Underwater Inspection Controllers Part 2 4th Edition April 2018Dokument25 SeitenCSWIP DIV 7 95 ROV Inspectors and Underwater Inspection Controllers Part 2 4th Edition April 2018Sri YadavNoch keine Bewertungen
- Standard Calibration Blocks GuideDokument20 SeitenStandard Calibration Blocks GuideAdarsh ChaturvediNoch keine Bewertungen
- Industrial Air ControlsDokument195 SeitenIndustrial Air ControlsJShearer100% (1)
- AWS SENSE Welding Level 1 Program <40chDokument5 SeitenAWS SENSE Welding Level 1 Program <40chusto2014Noch keine Bewertungen
- Repair Procedure F - 23202 NewDokument5 SeitenRepair Procedure F - 23202 NewMohd Shafuaaz KassimNoch keine Bewertungen
- Job Hazard Analysis TemplateDokument2 SeitenJob Hazard Analysis TemplateIzmeer JaslanNoch keine Bewertungen
- DIN EN 13509-EnDokument37 SeitenDIN EN 13509-EnAbdul Khader HassanNoch keine Bewertungen
- Pulsed Eddie Current Through FireproofingDokument2 SeitenPulsed Eddie Current Through FireproofingTommyNoch keine Bewertungen
- Lrut 4Dokument20 SeitenLrut 4AbinashBeheraNoch keine Bewertungen
- Method Statement For Internal Rotary Inspection System: Document No: D-P5-BV-MS-011Dokument4 SeitenMethod Statement For Internal Rotary Inspection System: Document No: D-P5-BV-MS-011Thinh NguyenNoch keine Bewertungen
- Automax Valve Automation Systems - Pneumatic Actuators and Accessories - FlowserveDokument24 SeitenAutomax Valve Automation Systems - Pneumatic Actuators and Accessories - FlowserveKakoDaNoch keine Bewertungen
- Product Chemical CompositionDokument1 SeiteProduct Chemical CompositionMohammed HamedNoch keine Bewertungen
- Whitepaper NDT Pulsed Eddy Current Whitepaper TUV Rheinland PDFDokument9 SeitenWhitepaper NDT Pulsed Eddy Current Whitepaper TUV Rheinland PDFMohammed HassanNoch keine Bewertungen
- Company ProfileDokument16 SeitenCompany ProfileDendukuri varmaNoch keine Bewertungen
- List NDT Techniques Commonly Used For Inspecting and ComponentsDokument12 SeitenList NDT Techniques Commonly Used For Inspecting and ComponentscollinsNoch keine Bewertungen
- API6D Ball Valves Inspection and Test ProceduresDokument5 SeitenAPI6D Ball Valves Inspection and Test ProceduresChi Cha100% (2)
- I-CAL-GUI-017 Calibration Guide No. 17 WebDokument44 SeitenI-CAL-GUI-017 Calibration Guide No. 17 WebCarolina Guthemberg JacomeNoch keine Bewertungen
- Industrial Rope Access SolutionsDokument23 SeitenIndustrial Rope Access SolutionsIETqatar0% (1)
- OIL - AE - ICDA - PrA - Report - Line#26 - 02 - FINALDokument26 SeitenOIL - AE - ICDA - PrA - Report - Line#26 - 02 - FINALPedro MarquezNoch keine Bewertungen
- Ur w35 PDFDokument5 SeitenUr w35 PDFBala MuruganNoch keine Bewertungen
- Geometric Unsharpness and Ug Factor CalculationDokument11 SeitenGeometric Unsharpness and Ug Factor CalculationAlirza AliyevNoch keine Bewertungen
- NDT ProcessDokument12 SeitenNDT ProcessBRENT_09059669Noch keine Bewertungen
- Doc. No Revision No Revision DateDokument6 SeitenDoc. No Revision No Revision DateShyam SinghNoch keine Bewertungen
- Schlumberger Local Content Initiatives in AngolaDokument14 SeitenSchlumberger Local Content Initiatives in Angolatsar_philip2010100% (1)
- How To Calculate Experience CreditsDokument4 SeitenHow To Calculate Experience CreditsNguyen Duc DungNoch keine Bewertungen
- PH Tool CatalogDokument46 SeitenPH Tool CatalogpjhollowNoch keine Bewertungen
- Managing NDT ProgramsDokument55 SeitenManaging NDT ProgramsLeon Heart FC100% (1)
- Sound Velocity Chart PDFDokument1 SeiteSound Velocity Chart PDFSadashiw PatilNoch keine Bewertungen
- Ball ValvesDokument20 SeitenBall Valvesrajnish14feb8516100% (1)
- Valve PDFDokument20 SeitenValve PDFRamalingam Prabhakaran100% (1)
- B2020-TDC-PL-014 Plates 3304 R0Dokument1 SeiteB2020-TDC-PL-014 Plates 3304 R0Ramalingam PrabhakaranNoch keine Bewertungen
- B2020-TDC-FIT-013 Coupling Plug R1Dokument2 SeitenB2020-TDC-FIT-013 Coupling Plug R1Ramalingam PrabhakaranNoch keine Bewertungen
- B2020-TDC-DEF-005 Dished End Forming R0Dokument2 SeitenB2020-TDC-DEF-005 Dished End Forming R0Ramalingam PrabhakaranNoch keine Bewertungen
- b2020-Tdc-Fl-002 Flanges r4Dokument2 Seitenb2020-Tdc-Fl-002 Flanges r4Ramalingam PrabhakaranNoch keine Bewertungen
- b2020-Tdc-Gas-012 GasketsDokument1 Seiteb2020-Tdc-Gas-012 GasketsRamalingam PrabhakaranNoch keine Bewertungen
- B2020-TDC-PL-010 Plates A36 R1Dokument2 SeitenB2020-TDC-PL-010 Plates A36 R1Ramalingam PrabhakaranNoch keine Bewertungen
- B2020-TDC-SR-006 Shell Rolling R0Dokument2 SeitenB2020-TDC-SR-006 Shell Rolling R0Ramalingam PrabhakaranNoch keine Bewertungen
- b2020-Tdc-Fas-004 Fasteners r3Dokument2 Seitenb2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranNoch keine Bewertungen
- B2020-TDC-VF-009 Vessel Fabrication R0Dokument5 SeitenB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNoch keine Bewertungen
- Checklist - Expansion Joint - Non Pressure Parts Drgs.Dokument3 SeitenChecklist - Expansion Joint - Non Pressure Parts Drgs.Ramalingam Prabhakaran100% (2)
- B2020-TDC-FIT-013 Coupling Plug R1Dokument2 SeitenB2020-TDC-FIT-013 Coupling Plug R1Ramalingam PrabhakaranNoch keine Bewertungen
- ToleranceDokument1 SeiteToleranceRamalingam PrabhakaranNoch keine Bewertungen
- BN DS A3 1Dokument1 SeiteBN DS A3 1lusioNoch keine Bewertungen
- 007 E7018 Electrodes R0Dokument1 Seite007 E7018 Electrodes R0Ramalingam PrabhakaranNoch keine Bewertungen
- Mitered Bend Calculator (8!6!2012 Release)Dokument3 SeitenMitered Bend Calculator (8!6!2012 Release)Haleem Ur Rashid BangashNoch keine Bewertungen
- 008 ER70S-6 Electrodes R0Dokument2 Seiten008 ER70S-6 Electrodes R0Ramalingam PrabhakaranNoch keine Bewertungen
- Mitering Formula Example For 6" Concrete Wall:: Integraspec®Dokument2 SeitenMitering Formula Example For 6" Concrete Wall:: Integraspec®Ramalingam PrabhakaranNoch keine Bewertungen
- Checklist - Hoist and Pulley Block - Non Pressure Parts Drgs.Dokument2 SeitenChecklist - Hoist and Pulley Block - Non Pressure Parts Drgs.Ramalingam PrabhakaranNoch keine Bewertungen
- Checklist - Damper - Non Pressure Parts Drgs.Dokument2 SeitenChecklist - Damper - Non Pressure Parts Drgs.Ramalingam PrabhakaranNoch keine Bewertungen
- Checklist - Hoppers - Non Pressure Parts Drgs.Dokument2 SeitenChecklist - Hoppers - Non Pressure Parts Drgs.Ramalingam PrabhakaranNoch keine Bewertungen
- Checklist for Baffle Arrangement DrawingsDokument1 SeiteChecklist for Baffle Arrangement DrawingsRamalingam PrabhakaranNoch keine Bewertungen
- Checklist for Bearing DrawingsDokument1 SeiteChecklist for Bearing DrawingsRamalingam PrabhakaranNoch keine Bewertungen
- Checklist - HRSG Ducting - Non Pressure Parts Drgs.Dokument3 SeitenChecklist - HRSG Ducting - Non Pressure Parts Drgs.Ramalingam PrabhakaranNoch keine Bewertungen
- Checklist - Fuel Firing - Non Pressure Parts Drgs.Dokument4 SeitenChecklist - Fuel Firing - Non Pressure Parts Drgs.Ramalingam PrabhakaranNoch keine Bewertungen
- Checklist for Casing DrawingsDokument3 SeitenChecklist for Casing DrawingsRamalingam PrabhakaranNoch keine Bewertungen
- Checklist - HRSG Inlet Duct - Non Pressure Parts Drgs.Dokument2 SeitenChecklist - HRSG Inlet Duct - Non Pressure Parts Drgs.Ramalingam PrabhakaranNoch keine Bewertungen
- Checklist - Civil - Drgs.Dokument2 SeitenChecklist - Civil - Drgs.Ramalingam PrabhakaranNoch keine Bewertungen
- Checklist For Piping Arrangement DrawingDokument2 SeitenChecklist For Piping Arrangement DrawingRamalingam PrabhakaranNoch keine Bewertungen
- Checklist - Duct Detailing - Non Pressure Parts Drgs - 01Dokument2 SeitenChecklist - Duct Detailing - Non Pressure Parts Drgs - 01Ramalingam PrabhakaranNoch keine Bewertungen
- Criteria For Crack Extension in Cylindrical Pressure VesselsDokument24 SeitenCriteria For Crack Extension in Cylindrical Pressure VesselsNelson AlvarezNoch keine Bewertungen
- API QuestionDokument37 SeitenAPI QuestionAshish Patel100% (2)
- Api RP 579 FSSDokument25 SeitenApi RP 579 FSSNdomadu100% (1)
- Crosby-Pentair Omni 800, 900 DatasheetDokument24 SeitenCrosby-Pentair Omni 800, 900 DatasheetMijin28Noch keine Bewertungen
- Pressure Vessel DesignDokument107 SeitenPressure Vessel DesignAga Fir IkbarNoch keine Bewertungen
- Sa 285Dokument3 SeitenSa 285Web LogueandoNoch keine Bewertungen
- FCC Cyclone Creep Fatigue PDFDokument6 SeitenFCC Cyclone Creep Fatigue PDFAnonymous UoHUagNoch keine Bewertungen
- 510 Final CBDokument14 Seiten510 Final CBcsrajesh100% (1)
- Friday: For Subscription Please Contact Phone: 67231665Dokument2 SeitenFriday: For Subscription Please Contact Phone: 67231665Gopi NathNoch keine Bewertungen
- Astm A1016 A1016mDokument14 SeitenAstm A1016 A1016mCeliaNoch keine Bewertungen
- Optimum Design of Pressure Vessel-4Dokument3 SeitenOptimum Design of Pressure Vessel-4evrim77Noch keine Bewertungen
- ASME VIII CalculationDokument14 SeitenASME VIII CalculationWan Wei100% (1)
- Common Requirements For Wrought Steel Piping FittingsDokument8 SeitenCommon Requirements For Wrought Steel Piping FittingssachinguptachdNoch keine Bewertungen
- TEMPER BEAD WELDING As CASTIDokument4 SeitenTEMPER BEAD WELDING As CASTIsivaavissriNoch keine Bewertungen
- ASME BPV Certificates and Code Symble StampsDokument13 SeitenASME BPV Certificates and Code Symble StampsStuart WickensNoch keine Bewertungen
- 08CLecture - Welding Codes StandardsDokument15 Seiten08CLecture - Welding Codes StandardsDavid HuamanNoch keine Bewertungen
- Compress Report For Pressure VesselDokument394 SeitenCompress Report For Pressure VesselgaurangNoch keine Bewertungen
- Dave Pressure Vessel ProjectDokument24 SeitenDave Pressure Vessel Projectshibabw worknehNoch keine Bewertungen
- SAMR Announcement On Administrative Licensing of Special Equipment (No. 3 2019)Dokument17 SeitenSAMR Announcement On Administrative Licensing of Special Equipment (No. 3 2019)Mee Ling HuNoch keine Bewertungen
- Long Intl The Importance of Proj Handover Docs PDFDokument22 SeitenLong Intl The Importance of Proj Handover Docs PDFAjaya KumarNoch keine Bewertungen
- Asset Integrity EngineerDokument4 SeitenAsset Integrity Engineerlaz_kNoch keine Bewertungen
- Ped 02-Nov-2022Dokument5 SeitenPed 02-Nov-2022Shivam TanwarNoch keine Bewertungen
- PTS 12.21.11 Leak Testing Guidelines For SHEXDokument23 SeitenPTS 12.21.11 Leak Testing Guidelines For SHEXamaher100% (1)
- Basic Pressure Vessel ConceptsDokument18 SeitenBasic Pressure Vessel ConceptsjishnunelliparambilNoch keine Bewertungen
- Guide to inspecting and maintaining environmental test chambersDokument16 SeitenGuide to inspecting and maintaining environmental test chambersГоран ГорановNoch keine Bewertungen
- Aws A5.11Dokument50 SeitenAws A5.11robert100% (1)
- Sonatrach Skikda New LNG Train Project Skikda, AlgeriaDokument59 SeitenSonatrach Skikda New LNG Train Project Skikda, AlgeriabijayroyNoch keine Bewertungen