Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Syllabus INSE6220Dokument4 SeitenSyllabus INSE6220picalaNoch keine Bewertungen
- Archimate 3 Poster OverviewDokument1 SeiteArchimate 3 Poster OverviewJuan100% (2)
- PMP Certification Practice ExamDokument19 SeitenPMP Certification Practice ExamRahul Jain100% (3)
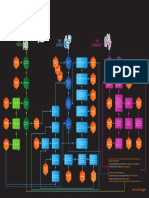
- Archimate 3 Poster Detailed OverviewDokument1 SeiteArchimate 3 Poster Detailed OverviewJuan100% (1)
- CSSBB Instructor SampleDokument30 SeitenCSSBB Instructor SampleTripuraneni Vidya Sagar0% (2)
- Quality ControlDokument15 SeitenQuality Controlحسام الدين الحيفيNoch keine Bewertungen
- Babok Framework Overview: BA Planning & MonitoringDokument1 SeiteBabok Framework Overview: BA Planning & MonitoringJuan100% (1)
- Intimidating Bosses Can Change - They Just Need A NudgeDokument8 SeitenIntimidating Bosses Can Change - They Just Need A NudgeJuanNoch keine Bewertungen
- Does Your Board Really Understand Your Cyber RisksDokument6 SeitenDoes Your Board Really Understand Your Cyber RisksJuanNoch keine Bewertungen
- An Exercise To Help Your Team Overcome The Trauma of The PandemicDokument11 SeitenAn Exercise To Help Your Team Overcome The Trauma of The PandemicJuanNoch keine Bewertungen
- WEF Future of Jobs 2020 PDFDokument163 SeitenWEF Future of Jobs 2020 PDFDanilo García MolinaNoch keine Bewertungen
- EbscohostDokument96 SeitenEbscohostJuanNoch keine Bewertungen
- When Your Boss Doesn't Respect Your Family CommitmentsDokument10 SeitenWhen Your Boss Doesn't Respect Your Family CommitmentsJuanNoch keine Bewertungen
- Tapestry SegmentationDokument2 SeitenTapestry SegmentationAlfredo MoneSixNoch keine Bewertungen
- Ts QL Join Type Poster 1Dokument3 SeitenTs QL Join Type Poster 1gk9100% (1)
- (Advances in Intelligent Systems and Computing 836) Oleg Chertov, Tymofiy Mylovanov, Yuriy Kondratenko, Janusz Kacprzyk, Vladik Kreinovich, Vadim Stefanuk-Recent Developments in Data Science and Intel.pdfDokument391 Seiten(Advances in Intelligent Systems and Computing 836) Oleg Chertov, Tymofiy Mylovanov, Yuriy Kondratenko, Janusz Kacprzyk, Vladik Kreinovich, Vadim Stefanuk-Recent Developments in Data Science and Intel.pdfJuanNoch keine Bewertungen
- Decision Trees Cheat Sheet PDFDokument2 SeitenDecision Trees Cheat Sheet PDFbhavinNoch keine Bewertungen
- (Ggplot2 Data Visualization) Alboukadel Kassambara - Guide To Create Beautiful Graphics in R-STHDA (2013) PDFDokument238 Seiten(Ggplot2 Data Visualization) Alboukadel Kassambara - Guide To Create Beautiful Graphics in R-STHDA (2013) PDFGrasiela SantanaNoch keine Bewertungen
- Cloud Design PatternsDokument236 SeitenCloud Design PatternsAraxhiel100% (3)
- Dbva Java Deployment Guide Chapter1Dokument8 SeitenDbva Java Deployment Guide Chapter1JuanNoch keine Bewertungen
- Class: CS 237 Distributed Systems Middleware Instructor: Nalini VenkatasubramanianDokument55 SeitenClass: CS 237 Distributed Systems Middleware Instructor: Nalini VenkatasubramanianPratheesh KumarNoch keine Bewertungen
- Que App de AGOL UsarDokument1 SeiteQue App de AGOL UsarJuanNoch keine Bewertungen
- GIS For Environmental ManagementDokument31 SeitenGIS For Environmental ManagementEsri100% (2)
- Digital Document Processing and ManagementDokument312 SeitenDigital Document Processing and ManagementJuanNoch keine Bewertungen
- GeoEvent & GeoAnalyticsDokument60 SeitenGeoEvent & GeoAnalyticsJuanNoch keine Bewertungen
- What Is GisDokument64 SeitenWhat Is GisMd QutubuddinNoch keine Bewertungen
- Content ManagerDokument496 SeitenContent ManagerSurojit SenguptaNoch keine Bewertungen
- Enterprise Service Oriented ArchitecturesDokument434 SeitenEnterprise Service Oriented ArchitecturesJuanNoch keine Bewertungen
- Building An Enterprise Architecture PracticeDokument212 SeitenBuilding An Enterprise Architecture PracticeJuan100% (1)
- Animation With RDokument88 SeitenAnimation With RJuanNoch keine Bewertungen
- Building Scientific Workflows For Earth SystemDokument8 SeitenBuilding Scientific Workflows For Earth SystemJuanNoch keine Bewertungen
- System Design Modeling and MetamodelingDokument10 SeitenSystem Design Modeling and MetamodelingJuanNoch keine Bewertungen
- Linear Algebra Using RDokument17 SeitenLinear Algebra Using RJuanNoch keine Bewertungen
- Exercises Variables Control ChartsDokument49 SeitenExercises Variables Control ChartsPisak PanapirukkullNoch keine Bewertungen
- Week 12 - Ch11 & Ch12 - Common Project Processes and Project Systems and SolutionsDokument17 SeitenWeek 12 - Ch11 & Ch12 - Common Project Processes and Project Systems and SolutionsathulyabeenaraniNoch keine Bewertungen
- Statistical Process Control Chart JIT TaguchiDokument10 SeitenStatistical Process Control Chart JIT TaguchiKimberly Quin CañasNoch keine Bewertungen
- MS 76 1972 PDFDokument74 SeitenMS 76 1972 PDFlanNoch keine Bewertungen
- Lesson 10 PDFDokument27 SeitenLesson 10 PDFBerly JacobNoch keine Bewertungen
- Total Quality Management Multiple Choice Questions and Answers. Page 15Dokument3 SeitenTotal Quality Management Multiple Choice Questions and Answers. Page 15Prakash prajapatiNoch keine Bewertungen
- Quality Control Kelas A Statistika FMIPA UnpadDokument82 SeitenQuality Control Kelas A Statistika FMIPA UnpadLks ANoch keine Bewertungen
- Statistics Exam QuestionsDokument5 SeitenStatistics Exam QuestionsSarosh AtaNoch keine Bewertungen
- 7 QC ToolsDokument25 Seiten7 QC ToolsD.prakashamNoch keine Bewertungen
- Measurement and Metrology Lab ManualDokument29 SeitenMeasurement and Metrology Lab ManualVINITNoch keine Bewertungen
- Six Sigma Green Belt CoursewareDokument144 SeitenSix Sigma Green Belt CoursewareAdela M Bud100% (1)
- Implimantation of Statistical Process Control in Small Scale Industries-A ReviewDokument4 SeitenImplimantation of Statistical Process Control in Small Scale Industries-A ReviewijeteeditorNoch keine Bewertungen
- Elementary Quality Assurance ToolsDokument19 SeitenElementary Quality Assurance ToolsignaunaqNoch keine Bewertungen
- 7 QC Tools-Trg Module - ACT - Advance ClusterDokument80 Seiten7 QC Tools-Trg Module - ACT - Advance ClusterjgprasadNoch keine Bewertungen
- Tableau Module 9Dokument51 SeitenTableau Module 9Ms MadhuriNoch keine Bewertungen
- TQM Industrial EngineeringDokument74 SeitenTQM Industrial EngineeringSarah AqirahNoch keine Bewertungen
- Unit 3Dokument18 SeitenUnit 3ankit03shukla15Noch keine Bewertungen
- Control Charts For Variables Word VersionDokument4 SeitenControl Charts For Variables Word VersionaldrinNoch keine Bewertungen
- SBTET AP C-14 SYLLABUS DME IV SemesterDokument36 SeitenSBTET AP C-14 SYLLABUS DME IV Semesterthirukumar50% (2)
- Which Control Charts To Use WhereDokument115 SeitenWhich Control Charts To Use Whereanbarasuar1964Noch keine Bewertungen
- A Revised Double Sampling Control ChartDokument9 SeitenA Revised Double Sampling Control Chartspitraberg100% (2)
- Work-Establishing A Complete Set of Target, Alert, and Action Limits For Microbial Counts in Purified WaterDokument10 SeitenWork-Establishing A Complete Set of Target, Alert, and Action Limits For Microbial Counts in Purified WaterShady Ismail100% (1)
- Statistical Quality ControlddssDokument12 SeitenStatistical Quality ControlddsssephNoch keine Bewertungen
- Kinney8e TB Ch17Dokument22 SeitenKinney8e TB Ch17Jerric CristobalNoch keine Bewertungen
- Operations Management: Summary of The Rights and Wrongs of Control ChartsDokument3 SeitenOperations Management: Summary of The Rights and Wrongs of Control Chartsfurqanahmed88Noch keine Bewertungen