Das könnte Ihnen auch gefallen
- Bobcat Battery Reference GuideDokument2 SeitenBobcat Battery Reference GuideFrancisco Godoy Kutzbach67% (3)
- SK200-8 YN11 Error CodesDokument58 SeitenSK200-8 YN11 Error Codest544207189% (37)
- Distortion Control ProcedureDokument5 SeitenDistortion Control ProcedureSivananthan Nair0% (1)
- Qualification of Welding Procedures and WeldersDokument10 SeitenQualification of Welding Procedures and WelderstxjiangNoch keine Bewertungen
- Introduction To GMAWDokument63 SeitenIntroduction To GMAWRumman Ul AhsanNoch keine Bewertungen
- WPS-2 InchDokument2 SeitenWPS-2 InchKarthikeyan MpNoch keine Bewertungen
- Welcome To Preheat Calculation Program: C.brak@it - Fnt.hvu - NLDokument16 SeitenWelcome To Preheat Calculation Program: C.brak@it - Fnt.hvu - NLKelvin Labarez100% (1)
- What's New in ISO 15614-12017Dokument13 SeitenWhat's New in ISO 15614-12017alevent100% (1)
- Act 139 Factories and Machinery Act 1967Dokument45 SeitenAct 139 Factories and Machinery Act 1967Adam Haida & Co100% (2)
- How To Perform Tack Welding SuccessfullyDokument2 SeitenHow To Perform Tack Welding SuccessfullyLucaRoldoNoch keine Bewertungen
- Sample Weld PlanDokument26 SeitenSample Weld PlanKDTNoch keine Bewertungen
- Tips For The Practitioner.: Flame StraighteningDokument2 SeitenTips For The Practitioner.: Flame StraighteningmikirscNoch keine Bewertungen
- WPQR Welding Procedure Qualification RecordsDokument3 SeitenWPQR Welding Procedure Qualification Recordsramesh rajaNoch keine Bewertungen
- Distortion - Australian Welding InstituteDokument19 SeitenDistortion - Australian Welding InstitutenellaiNoch keine Bewertungen
- 1143 EWF IIW Diploma Overview - August 2013Dokument2 Seiten1143 EWF IIW Diploma Overview - August 2013Sean ฌอนNoch keine Bewertungen
- Ms For Buttering of Thinning Area - Rev.0 - ReviewedDokument2 SeitenMs For Buttering of Thinning Area - Rev.0 - ReviewedAtuk SafizNoch keine Bewertungen
- WPS & PQR - 2021Dokument82 SeitenWPS & PQR - 2021Subramanian RNoch keine Bewertungen
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDokument1 SeiteWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Reports - QAQC - R0Dokument10 SeitenReports - QAQC - R0talupurumNoch keine Bewertungen
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Dokument3 SeitenWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- Site Welding Instruction Sheet (SWIS) HandbookDokument36 SeitenSite Welding Instruction Sheet (SWIS) HandbookNuwan RanaweeraNoch keine Bewertungen
- PIPENET VISION SPRAY MODULE TRAINING MANUALDokument48 SeitenPIPENET VISION SPRAY MODULE TRAINING MANUALElton Situmeang50% (2)
- History of The Manufacture of Iron in All Ages, and Particularly in The United States From Colonial Times To 1891.Dokument584 SeitenHistory of The Manufacture of Iron in All Ages, and Particularly in The United States From Colonial Times To 1891.Artisan Ideas75% (4)
- Material Dissimilar JointsDokument7 SeitenMaterial Dissimilar JointsPemburu JablayNoch keine Bewertungen
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Dokument2 SeitenASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Procedure for Flame Straightening Structural SteelDokument3 SeitenProcedure for Flame Straightening Structural SteelAvishek Gupta100% (1)
- CE Marking of StructuralDokument31 SeitenCE Marking of StructuralRavi ValiyaNoch keine Bewertungen
- Hardox 450Dokument3 SeitenHardox 450Marko RisticNoch keine Bewertungen
- LPG Parts Diagram BreakdownDokument43 SeitenLPG Parts Diagram BreakdownناصرقوجيلNoch keine Bewertungen
- Welding BisplateDokument12 SeitenWelding BisplateLim Senglin100% (1)
- WPS-6 Doc Rev00 On 17 Sept 2018 Final FormatDokument3 SeitenWPS-6 Doc Rev00 On 17 Sept 2018 Final FormatSWARUP CHUGUGLENoch keine Bewertungen
- Basic Desuperheater Types PDFDokument17 SeitenBasic Desuperheater Types PDFLiège CostaNoch keine Bewertungen
- Why Is Preheating NecessaryDokument3 SeitenWhy Is Preheating NecessaryahmedNoch keine Bewertungen
- Best Welding Practices (Pernis) : Doel / ScopeDokument91 SeitenBest Welding Practices (Pernis) : Doel / Scopechompink6900100% (1)
- Draft WPSDokument32 SeitenDraft WPSAnilkumar G NairNoch keine Bewertungen
- QA/QC Department ProceduresDokument63 SeitenQA/QC Department ProceduresvgNoch keine Bewertungen
- MEI - Aluminium MIG WeldDokument56 SeitenMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- Back Gouging ProcedureDokument8 SeitenBack Gouging Proceduremahi1437100% (1)
- Weld ShrinkageDokument16 SeitenWeld ShrinkageWeff JingNoch keine Bewertungen
- Interpass Temperature WeldingDokument2 SeitenInterpass Temperature Weldinghareesh13hNoch keine Bewertungen
- Post Weld Heat TreatmentDokument10 SeitenPost Weld Heat Treatmentcristian291011Noch keine Bewertungen
- KGP-Flamme Cutting Proce For BEI PDFDokument4 SeitenKGP-Flamme Cutting Proce For BEI PDFoomoomNoch keine Bewertungen
- GMAWDokument12 SeitenGMAWsushant47Noch keine Bewertungen
- WELDING CONSUMABLE CHARTDokument2 SeitenWELDING CONSUMABLE CHARTAfetNoch keine Bewertungen
- BS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)Dokument3 SeitenBS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)alanlongfieldNoch keine Bewertungen
- StraighteningDokument10 SeitenStraighteningSimbu ArasanNoch keine Bewertungen
- AnilDokument7 SeitenAnilanil kumarNoch keine Bewertungen
- Surface Preparation & Painting ProcedureDokument9 SeitenSurface Preparation & Painting ProcedureRam ThevarNoch keine Bewertungen
- Weld Matrix Format 1Dokument7 SeitenWeld Matrix Format 1Arslan WaheedNoch keine Bewertungen
- PRES TIG Hot Wire Narrow Gap Welding enDokument25 SeitenPRES TIG Hot Wire Narrow Gap Welding enRavishankarNoch keine Bewertungen
- INS P 035, Circularity Check - Cyl.sectionsDokument10 SeitenINS P 035, Circularity Check - Cyl.sectionsDeepakNoch keine Bewertungen
- How To Prevent Control Welding DistortionDokument2 SeitenHow To Prevent Control Welding DistortionNilesh DalviNoch keine Bewertungen
- MIG Welding Aluminum Guide: Equipment, Settings & TechniquesDokument8 SeitenMIG Welding Aluminum Guide: Equipment, Settings & TechniquesHandri YantoNoch keine Bewertungen
- CIGWELDDokument244 SeitenCIGWELDrodastrid5653100% (1)
- ASME 9 Calculator Approval RangesDokument2 SeitenASME 9 Calculator Approval RangesEmel Besir100% (1)
- Difference between SS316 and SS316L Stainless Steel GradesDokument1 SeiteDifference between SS316 and SS316L Stainless Steel GradesSableen SinghNoch keine Bewertungen
- BPV IX-16-3 QW-283 - ButteringDokument1 SeiteBPV IX-16-3 QW-283 - ButteringyutweldingNoch keine Bewertungen
- WPS for Welding SA-335 P11 to SA-234 WP11Dokument3 SeitenWPS for Welding SA-335 P11 to SA-234 WP11Ganesh rohitNoch keine Bewertungen
- Welding Consumable Baking Register PDFDokument1 SeiteWelding Consumable Baking Register PDFKandula Raju100% (1)
- WC515Dokument1 SeiteWC51555312714Noch keine Bewertungen
- Weld GaugesDokument15 SeitenWeld Gaugesraobabar21100% (1)
- IIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesDokument81 SeitenIIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesAsad Bin Ala QatariNoch keine Bewertungen
- Presentasi Paper TPMDokument18 SeitenPresentasi Paper TPMFaizal AryoNoch keine Bewertungen
- New ultra high strength steel grades for hot stampingDokument10 SeitenNew ultra high strength steel grades for hot stampingAndress SsalomonnNoch keine Bewertungen
- Correlation Between Heat-Checking Resistance and Impact Bending Energy of Hot-Work Tool Steel Din 1.2344Dokument17 SeitenCorrelation Between Heat-Checking Resistance and Impact Bending Energy of Hot-Work Tool Steel Din 1.2344Irwan KmNoch keine Bewertungen
- Experimental Setup For Jominy EndDokument6 SeitenExperimental Setup For Jominy Enddeva mandavgadeNoch keine Bewertungen
- STW21NM50N MosfetDokument16 SeitenSTW21NM50N MosfetrigowNoch keine Bewertungen
- Final Et NotesDokument123 SeitenFinal Et NotesyounusmohamadNoch keine Bewertungen
- Gates em Ingles 2010Dokument76 SeitenGates em Ingles 2010felipeintegraNoch keine Bewertungen
- InternationalDokument11 SeitenInternationalheeral patelNoch keine Bewertungen
- W SeatDokument2 SeitenW SeatwalleyranNoch keine Bewertungen
- PPE Question Bank Covers Thermal, Hydro, Nuclear PowerDokument7 SeitenPPE Question Bank Covers Thermal, Hydro, Nuclear PowerKanagaraj Chelladurai100% (1)
- rr320801 Mass Transfer Operations IIDokument7 Seitenrr320801 Mass Transfer Operations IISRINIVASA RAO GANTANoch keine Bewertungen
- Airframe Fuel SystemDokument30 SeitenAirframe Fuel SystemLuis GarciaNoch keine Bewertungen
- General Science: 1. Introduction and Role of ScienceDokument2 SeitenGeneral Science: 1. Introduction and Role of ScienceCh Shakeel Ahmed MayoNoch keine Bewertungen
- Back To Basics - RTO MediaDokument2 SeitenBack To Basics - RTO Mediaguardsman3Noch keine Bewertungen
- Properties of Refrigerant R134aDokument6 SeitenProperties of Refrigerant R134ajosephine-ngNoch keine Bewertungen
- Simulation and Experimental Results of PSA Process For Production of Hydrogen Used in Fuel CellsDokument18 SeitenSimulation and Experimental Results of PSA Process For Production of Hydrogen Used in Fuel Cellswww.beatricechongNoch keine Bewertungen
- Power Generating Floor PDFDokument3 SeitenPower Generating Floor PDFMeghjit MazumderNoch keine Bewertungen
- PAES 233: Multicrop Washer-Peeler StandardDokument16 SeitenPAES 233: Multicrop Washer-Peeler StandardFaroukNoch keine Bewertungen
- EMD Report PDFDokument32 SeitenEMD Report PDFVelmurugan KNoch keine Bewertungen
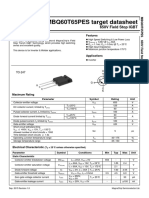
- MBQ60T65PES Target Datasheet: 650V Field Stop IGBTDokument1 SeiteMBQ60T65PES Target Datasheet: 650V Field Stop IGBTamrNoch keine Bewertungen
- ADV P Application Information Fuse DescriptionsDokument1 SeiteADV P Application Information Fuse DescriptionsdipenkhandhediyaNoch keine Bewertungen
- Thermal Protector For Motor: Ballast For Fluorescent and Temperature Sensing ControlsDokument1 SeiteThermal Protector For Motor: Ballast For Fluorescent and Temperature Sensing ControlsPasilius OktavianusNoch keine Bewertungen
- Renewable RevolutionDokument52 SeitenRenewable RevolutionDaisyNoch keine Bewertungen
- BOMAG - Brochure - BF600-700-800-3 - PRE107416 - 2103Dokument32 SeitenBOMAG - Brochure - BF600-700-800-3 - PRE107416 - 2103Jason TanNoch keine Bewertungen
- In Case of EmergencyDokument352 SeitenIn Case of EmergencyYgor JesusNoch keine Bewertungen
- Induction Material MoPnGDokument60 SeitenInduction Material MoPnGRaghvendra UpadhyaNoch keine Bewertungen
- IAEA-SM-346/113 Regional Safeguards Arrangements: The Argentina-Brazil ExperienceDokument13 SeitenIAEA-SM-346/113 Regional Safeguards Arrangements: The Argentina-Brazil ExperiencePeter AngeloNoch keine Bewertungen