Das könnte Ihnen auch gefallen
- APV Test Procedure API 6DDokument7 SeitenAPV Test Procedure API 6Ddevadoss kishoreNoch keine Bewertungen
- Leak Class TestsDokument12 SeitenLeak Class TestsZain AlwaliNoch keine Bewertungen
- APV Test Procedure API 598Dokument3 SeitenAPV Test Procedure API 598Zain AlwaliNoch keine Bewertungen
- Procedure Manual: Forged Valve ProductionDokument12 SeitenProcedure Manual: Forged Valve ProductionJaison JoseNoch keine Bewertungen
- PDC High Performance Butterfly Valve Available in Sizes 2" Thru 24"Dokument11 SeitenPDC High Performance Butterfly Valve Available in Sizes 2" Thru 24"pablopasqualini18Noch keine Bewertungen
- Shell & Seat Test PressureDokument2 SeitenShell & Seat Test PressureHQ EntertainmentNoch keine Bewertungen
- MFR-111 - Valve Test Record 01Dokument1 SeiteMFR-111 - Valve Test Record 01Rafiq RashidiNoch keine Bewertungen
- Valves CatalogueDokument33 SeitenValves CatalogueDheeraj ThakurNoch keine Bewertungen
- GSL Test Procedure API 598 PDFDokument3 SeitenGSL Test Procedure API 598 PDFParag S. DicholkarNoch keine Bewertungen
- Wimpey - Wacg-22-222-5Dokument6 SeitenWimpey - Wacg-22-222-5jaas jawadNoch keine Bewertungen
- Daily Exam 4 OpenDokument4 SeitenDaily Exam 4 OpenEswaranNoch keine Bewertungen
- IO09 - Hydrostatic Test - R3Dokument3 SeitenIO09 - Hydrostatic Test - R3bafivuitinhNoch keine Bewertungen
- Procedure Manual: Cast Valve ProductionDokument10 SeitenProcedure Manual: Cast Valve ProductionParveen Kohli0% (1)
- Eliminador de Ar para Liquidos Pae10 275Dokument2 SeitenEliminador de Ar para Liquidos Pae10 275Keronlline GomesNoch keine Bewertungen
- Optigear 1100 RangeDokument3 SeitenOptigear 1100 RangeResistenciaDisidenteNoch keine Bewertungen
- Valve Test Record Form: Range Date Calibrated Calibration Certificate NumberDokument1 SeiteValve Test Record Form: Range Date Calibrated Calibration Certificate NumberAzuwan MohamadNoch keine Bewertungen
- Main CharacteristicsDokument1 SeiteMain CharacteristicsAlex OngNoch keine Bewertungen
- Fire Test Rept API 6FA 3rd Ed 8in 1500Cls Ball ValveDokument16 SeitenFire Test Rept API 6FA 3rd Ed 8in 1500Cls Ball ValveseluarbolaNoch keine Bewertungen
- Equivalent Length TableDokument18 SeitenEquivalent Length TablenguyenmainamNoch keine Bewertungen
- Specification For Standard Sizes From Astm A53 GR B Schedule 80Dokument5 SeitenSpecification For Standard Sizes From Astm A53 GR B Schedule 80JIMMY YOVANNY CASTRO ORTIZNoch keine Bewertungen
- Wafer: SpecificationsDokument4 SeitenWafer: Specificationsalejandro pelcastreNoch keine Bewertungen
- Gatut 1617 8403Dokument6 SeitenGatut 1617 8403Chy IdNoch keine Bewertungen
- 3230F250 DATA CatalogDokument1 Seite3230F250 DATA CatalogLIONN TESTE2021Noch keine Bewertungen
- Material Test Certificate: To EN 10204 3.1:2004 Traceability Sheets/Mill/PressureDokument1 SeiteMaterial Test Certificate: To EN 10204 3.1:2004 Traceability Sheets/Mill/PressureMohamed RaafatNoch keine Bewertungen
- Fire Test Cert API 607 6th Ed 2in 150cls V1 Series Ball PDFDokument18 SeitenFire Test Cert API 607 6th Ed 2in 150cls V1 Series Ball PDFKo NSNoch keine Bewertungen
- QP07.01 Testing Procedure For Ball ValveDokument15 SeitenQP07.01 Testing Procedure For Ball ValveAnanm NaimNoch keine Bewertungen
- Example Vessel Re RatingDokument9 SeitenExample Vessel Re RatingRBKUMARNoch keine Bewertungen
- Testing Procedure of Dual Plate Check ValveDokument2 SeitenTesting Procedure of Dual Plate Check Valverajesh100% (2)
- Appendix Field Manual For Concrete AnchoringDokument3 SeitenAppendix Field Manual For Concrete AnchoringZed BaladrafNoch keine Bewertungen
- DM 11 MayDokument10 SeitenDM 11 MayDEEPAK KUMAR MALLICKNoch keine Bewertungen
- API6 ATrainingDokument11 SeitenAPI6 ATrainingPaul Tobin100% (1)
- Actuator DatasheetDokument1 SeiteActuator DatasheetKo Aung KoNoch keine Bewertungen
- Formulas Charts and TablesDokument56 SeitenFormulas Charts and TablesRodolfo MendezNoch keine Bewertungen
- Norris Prueba Hidrostatica PDFDokument11 SeitenNorris Prueba Hidrostatica PDFAngelo Melgar Gozzer100% (1)
- E44010.400 RB3Dokument2 SeitenE44010.400 RB3Muhammad HanifullahNoch keine Bewertungen
- 3dd028-N12-Api 6fa Fire Safe Test Procedure For High and Low Pressure Ball ValvesDokument7 Seiten3dd028-N12-Api 6fa Fire Safe Test Procedure For High and Low Pressure Ball ValvesPrathik Yeresh ReddyNoch keine Bewertungen
- Belinda-MAQ-300-25BA-C Computer Control Safety Valve Test Bench R.1Dokument10 SeitenBelinda-MAQ-300-25BA-C Computer Control Safety Valve Test Bench R.1ahsun habibNoch keine Bewertungen
- Type Test ReportDokument17 SeitenType Test ReportVaitheeswaran PalaniNoch keine Bewertungen
- Certificate of Compliance: - Quality & Logistics ManagerDokument3 SeitenCertificate of Compliance: - Quality & Logistics ManagersitaNoch keine Bewertungen
- API 510 PC 20 31 Aug05 Mid Session OpenDokument7 SeitenAPI 510 PC 20 31 Aug05 Mid Session OpenCss SfaxienNoch keine Bewertungen
- API 6A Type 6B & 6BX FlangesDokument28 SeitenAPI 6A Type 6B & 6BX FlangesSajal KulshresthaNoch keine Bewertungen
- Testing Procedure of Ball ValveDokument2 SeitenTesting Procedure of Ball Valverajesh100% (2)
- Sodeco Butterfly Pneumatic ValvesDokument19 SeitenSodeco Butterfly Pneumatic ValvesCojuhari SergiuNoch keine Bewertungen
- Din en 853 2 SN: Wire Braid Hydraulic Hose Meets EN 853 2 SN, SAE 100R2 and ISO 1436 2SNR2Dokument1 SeiteDin en 853 2 SN: Wire Braid Hydraulic Hose Meets EN 853 2 SN, SAE 100R2 and ISO 1436 2SNR2Zoran JankovNoch keine Bewertungen
- Fire Test Report: ANSI/API Standard 607, 6th Edition, 2010 ISO 10497: 2010Dokument16 SeitenFire Test Report: ANSI/API Standard 607, 6th Edition, 2010 ISO 10497: 2010jamil voraNoch keine Bewertungen
- AAFs - v1.10-OmegaAir - enDokument10 SeitenAAFs - v1.10-OmegaAir - enMột Lằn QuangNoch keine Bewertungen
- Perar Compact Ball ValvesDokument16 SeitenPerar Compact Ball ValvesUday GokhaleNoch keine Bewertungen
- API 6A Type 6B & 6BX FlangesDokument32 SeitenAPI 6A Type 6B & 6BX Flangeszulaydejesus100% (1)
- PDF Actuator Datasheet - CompressDokument1 SeitePDF Actuator Datasheet - Compresshellraizer1978Noch keine Bewertungen
- Copper Pipe - unifLOWDokument8 SeitenCopper Pipe - unifLOWdesignNoch keine Bewertungen
- Side Pocket Mandral PDFDokument27 SeitenSide Pocket Mandral PDFwajihhasnainNoch keine Bewertungen
- Panduan Part Number 4008 - E Aschroft Pressure GaugeDokument2 SeitenPanduan Part Number 4008 - E Aschroft Pressure GaugerahmanNoch keine Bewertungen
- Brass Ball Valve (BBV) V0816Dokument1 SeiteBrass Ball Valve (BBV) V0816Saiful Islam SagorNoch keine Bewertungen
- Certificado 5x20 BBDokument1 SeiteCertificado 5x20 BBFernando CercalNoch keine Bewertungen
- Working Guide to Drilling Equipment and OperationsVon EverandWorking Guide to Drilling Equipment and OperationsBewertung: 5 von 5 Sternen5/5 (9)
- Drilling Fluids Processing HandbookVon EverandDrilling Fluids Processing HandbookBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Gas-Liquid And Liquid-Liquid SeparatorsVon EverandGas-Liquid And Liquid-Liquid SeparatorsBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Modern Size-Exclusion Liquid Chromatography: Practice of Gel Permeation and Gel Filtration ChromatographyVon EverandModern Size-Exclusion Liquid Chromatography: Practice of Gel Permeation and Gel Filtration ChromatographyNoch keine Bewertungen
- Remanufactured Wabco ECUs & Actuators - H L SmithDokument2 SeitenRemanufactured Wabco ECUs & Actuators - H L SmithYoùssef ModesteNoch keine Bewertungen
- IPS2000 Mifare IC Card Parking System PDFDokument4 SeitenIPS2000 Mifare IC Card Parking System PDFGabriel LunaNoch keine Bewertungen
- Thesis PartDokument55 SeitenThesis Partshanjida tomaNoch keine Bewertungen
- Bioentry W: Installation GuideDokument20 SeitenBioentry W: Installation GuidePaul CuevaNoch keine Bewertungen
- Consew 40 RB Sewing ManualDokument30 SeitenConsew 40 RB Sewing ManualBig jim swennieNoch keine Bewertungen
- DAIKOOL Cassette Type CHW FCUDokument1 SeiteDAIKOOL Cassette Type CHW FCUmep luckyoneNoch keine Bewertungen
- TSS721Dokument14 SeitenTSS721api-3744762100% (1)
- GSR Di 24Vdc 1Nc/2Nc/Ossd/Sm 2No-Sfty 1Ss-Aux Catalogue NoDokument2 SeitenGSR Di 24Vdc 1Nc/2Nc/Ossd/Sm 2No-Sfty 1Ss-Aux Catalogue NoInfanteria DarkNoch keine Bewertungen
- Oily Water SeparatorDokument154 SeitenOily Water SeparatorПетко Петков100% (1)
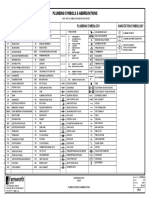
- Plumbing Symbols & AbbreviationsDokument8 SeitenPlumbing Symbols & AbbreviationsThel Cruz100% (1)
- (Draft Copy) : Reliance Fresh Access Control & Attendance Recording System Troubleshooting GuideDokument12 Seiten(Draft Copy) : Reliance Fresh Access Control & Attendance Recording System Troubleshooting Guidesoumya pattanaikNoch keine Bewertungen
- Marathon AC Motor Technical ParticularsDokument13 SeitenMarathon AC Motor Technical ParticularslovelyshreeNoch keine Bewertungen
- Volume Iv - 11KV Metal Clad SwitchgearDokument158 SeitenVolume Iv - 11KV Metal Clad SwitchgearSunil G ParakkalNoch keine Bewertungen
- Gravimetric FeederDokument47 SeitenGravimetric FeederYousuf Ali67% (3)
- Power Distribution SystemDokument120 SeitenPower Distribution SystemSagar ThotaNoch keine Bewertungen
- Fma2700 2800 3700 3800Dokument2 SeitenFma2700 2800 3700 3800Yuda SatriaNoch keine Bewertungen
- Instruction Manual: Omron Ultrasonic NebuliserDokument12 SeitenInstruction Manual: Omron Ultrasonic Nebuliserblaise honore TchimogneNoch keine Bewertungen
- 4090-9101 Modulo Zona ZAMDokument2 Seiten4090-9101 Modulo Zona ZAMJ Luis CallasNoch keine Bewertungen
- Siemens RAB21 (3 Hızlı Daikin Heating Ve Veya Cooling Yapabilir)Dokument6 SeitenSiemens RAB21 (3 Hızlı Daikin Heating Ve Veya Cooling Yapabilir)Bora ÜnsalNoch keine Bewertungen
- HHF-1000 Mud Pump - HongHua America, LLCDokument5 SeitenHHF-1000 Mud Pump - HongHua America, LLCMao XiaNoch keine Bewertungen
- Push Button Agent Abort Switch Cut Sheet PDFDokument2 SeitenPush Button Agent Abort Switch Cut Sheet PDFAli HadiNoch keine Bewertungen
- Development of Vehicle Longitudinal Dynamics: Prepared By: Muhammad Luqman Hakim Abd. RahmanDokument19 SeitenDevelopment of Vehicle Longitudinal Dynamics: Prepared By: Muhammad Luqman Hakim Abd. RahmanMuhammad Luqman HakimNoch keine Bewertungen
- Electrical Practices Construction Work Contractors Checklist 1420Dokument12 SeitenElectrical Practices Construction Work Contractors Checklist 1420Tharan RaiNoch keine Bewertungen
- Method Statement For Testing Precommissioning & Commissioning of Fuel Oil PumpsDokument3 SeitenMethod Statement For Testing Precommissioning & Commissioning of Fuel Oil Pumpsvin ssNoch keine Bewertungen
- Skilsaw Sawsquatch ManualDokument56 SeitenSkilsaw Sawsquatch ManualAhmedy PNoch keine Bewertungen
- 6MF28320AA00 Datasheet enDokument2 Seiten6MF28320AA00 Datasheet enLeandro PlácidoNoch keine Bewertungen
- On The Simulation of Three Phase Induction Machine PDFDokument3 SeitenOn The Simulation of Three Phase Induction Machine PDFJOHN MINKHANTNoch keine Bewertungen
- Low Voltage (LV) 0.6 KV / 1Kv Underground CablesDokument4 SeitenLow Voltage (LV) 0.6 KV / 1Kv Underground CablesSami BjaaouiNoch keine Bewertungen
- Poulan Pro PP19A42 Manual enDokument56 SeitenPoulan Pro PP19A42 Manual enJohn WalesNoch keine Bewertungen
- SEC 5 Bearing, Sprocket & Roller ChainDokument41 SeitenSEC 5 Bearing, Sprocket & Roller ChainRakesh S IndiaNoch keine Bewertungen