Das könnte Ihnen auch gefallen
- ND - Olap Lab Manual 19-20Dokument52 SeitenND - Olap Lab Manual 19-20sufiyaan bhura100% (1)
- CCN Lab Manual StudentDokument47 SeitenCCN Lab Manual StudentLou LouNoch keine Bewertungen
- Lab Manual: Semester-VIIDokument65 SeitenLab Manual: Semester-VIIRishi Sawant100% (1)
- Was SheelaDokument9 SeitenWas Sheelahackerden hhhNoch keine Bewertungen
- Cloud RecordDokument68 SeitenCloud RecordDr StrangeNoch keine Bewertungen
- Simulation Lab Manual NewDokument90 SeitenSimulation Lab Manual NewSiva RamanNoch keine Bewertungen
- BDA Final Lab ManualDokument56 SeitenBDA Final Lab ManualPublic Tola100% (1)
- Jerusalem College of Engineering: ACADEMIC YEAR 2021 - 2022Dokument40 SeitenJerusalem College of Engineering: ACADEMIC YEAR 2021 - 2022jayashree rukmaniNoch keine Bewertungen
- Aman - DSDokument59 SeitenAman - DSparvatiroy12312Noch keine Bewertungen
- Aashi Goel AI Lab 3rd SemDokument36 SeitenAashi Goel AI Lab 3rd SemUmang GuptaNoch keine Bewertungen
- MPDSP - Lab Manual - M6803Dokument91 SeitenMPDSP - Lab Manual - M6803Lukalapu Santosh RaoNoch keine Bewertungen
- RCS 752Dokument36 SeitenRCS 752Hindi mahavidyalayaNoch keine Bewertungen
- 29-CM-STE ManualDokument46 Seiten29-CM-STE ManualRitesh Jadhav100% (1)
- Mobile Computing Lab Manual Updated On 20th March 2018Dokument96 SeitenMobile Computing Lab Manual Updated On 20th March 2018Niviya Dahiya100% (1)
- It8711 Foss and Cloud Computing Lab ManualDokument128 SeitenIt8711 Foss and Cloud Computing Lab ManualGayathriNoch keine Bewertungen
- Advance Data Structures Through Java LabmanualDokument75 SeitenAdvance Data Structures Through Java LabmanualRani VijayNoch keine Bewertungen
- Object Oriented Programming Lab Manual 1Dokument77 SeitenObject Oriented Programming Lab Manual 1bsbbsbs694Noch keine Bewertungen
- Data Structures Manual-VtuDokument77 SeitenData Structures Manual-Vtumanjulakinnal100% (7)
- Os Iv 11072023Dokument41 SeitenOs Iv 1107202321cse111Noch keine Bewertungen
- STA LAB - Updated-1Dokument31 SeitenSTA LAB - Updated-1Anand PrintNoch keine Bewertungen
- ABES Institute of Technology Ghaziabad: Lab ManualDokument23 SeitenABES Institute of Technology Ghaziabad: Lab ManualViral Videos Ka AddaNoch keine Bewertungen
- Lab Manual CNS Part-1Dokument11 SeitenLab Manual CNS Part-1vishwas guptaNoch keine Bewertungen
- Sadp Lab Manual PDFDokument38 SeitenSadp Lab Manual PDFVasavi VasuNoch keine Bewertungen
- Information Security Audit and Monitoring Course FileDokument56 SeitenInformation Security Audit and Monitoring Course FileRenjithNoch keine Bewertungen
- Vlsi Lab PDFDokument57 SeitenVlsi Lab PDFRahul M SNoch keine Bewertungen
- SSL (2020-21) Lab ManualDokument93 SeitenSSL (2020-21) Lab ManualSagar GuptaNoch keine Bewertungen
- MC Lab Keil and Proteus BasedDokument91 SeitenMC Lab Keil and Proteus BasedappuamreddyNoch keine Bewertungen
- Aiml Lab Mannual 7TH SemDokument35 SeitenAiml Lab Mannual 7TH Sembiraa9128Noch keine Bewertungen
- 18MT57-MITE - 16 Laboratory Manual - Format - MITE - 16 - VI - 18MTL57Dokument31 Seiten18MT57-MITE - 16 Laboratory Manual - Format - MITE - 16 - VI - 18MTL57Gauthami ShettyNoch keine Bewertungen
- Micro Processor Lab Manual 2016-17 EvenDokument15 SeitenMicro Processor Lab Manual 2016-17 EvenEssaki Muthu0% (1)
- Cad Cam Lab ManualDokument79 SeitenCad Cam Lab ManualJaff FdoNoch keine Bewertungen
- Compiler Design Lab Manual FinalDokument54 SeitenCompiler Design Lab Manual FinalBHAVIKANoch keine Bewertungen
- Ise Aiml-Lab ManualDokument47 SeitenIse Aiml-Lab ManualSrijan GuptaNoch keine Bewertungen
- SPPM Course File (22-23)Dokument51 SeitenSPPM Course File (22-23)Chaithanya DamerlaNoch keine Bewertungen
- MAD LabManual - SSECDokument171 SeitenMAD LabManual - SSECcoloringcraft318Noch keine Bewertungen
- Revised CS8383 (Eee) Oop Lab ManDokument85 SeitenRevised CS8383 (Eee) Oop Lab ManKeerthi VarmanNoch keine Bewertungen
- OOPs in C++ Lab Manual - 0Dokument41 SeitenOOPs in C++ Lab Manual - 0TRUE LOVERSNoch keine Bewertungen
- Software Engineering Lab ManualDokument114 SeitenSoftware Engineering Lab ManualANNANAHMED SHAIKHNoch keine Bewertungen
- NLP Lab ManualDokument56 SeitenNLP Lab ManualIt's Just Yash83% (6)
- It Workshop Lab ManualDokument85 SeitenIt Workshop Lab Manualbalajiyadav0456Noch keine Bewertungen
- MPDSP LabDokument69 SeitenMPDSP Labsrc e-solutions100% (1)
- Es Lab Manual - Bit 481Dokument103 SeitenEs Lab Manual - Bit 481imranNoch keine Bewertungen
- Course File: B.L.D.E.A's Vachana Pitamaha Dr. P.G. Halakatti College of Engineering & Technology, Vijayapur - 586 103Dokument60 SeitenCourse File: B.L.D.E.A's Vachana Pitamaha Dr. P.G. Halakatti College of Engineering & Technology, Vijayapur - 586 103jagaenatorNoch keine Bewertungen
- Department Hand BookDokument157 SeitenDepartment Hand BookAraveetiCSReddyNoch keine Bewertungen
- Full Stack Lab McertDokument60 SeitenFull Stack Lab McertBuvana SivaNoch keine Bewertungen
- Silabo Programacion para Ingenieros - Es.enDokument5 SeitenSilabo Programacion para Ingenieros - Es.enJuanCaveroRauNoch keine Bewertungen
- OSL Lab ManualDokument140 SeitenOSL Lab ManualRitesh SharmaNoch keine Bewertungen
- Lab Manual: Meerut Institute of Engineering & TechnologyDokument32 SeitenLab Manual: Meerut Institute of Engineering & TechnologyDeepak SharmaNoch keine Bewertungen
- DBMS Lab ManualDokument103 SeitenDBMS Lab ManualokokokNoch keine Bewertungen
- IT8711-FOSS and Cloud Computing Lab Manual ValliammaiDokument128 SeitenIT8711-FOSS and Cloud Computing Lab Manual ValliammaihariniNoch keine Bewertungen
- 20AIL58A (Lab Manual Final) - 1Dokument47 Seiten20AIL58A (Lab Manual Final) - 1adarshramesh2002Noch keine Bewertungen
- AI Manual-2021-2022 (Even) - Lab ManualDokument37 SeitenAI Manual-2021-2022 (Even) - Lab ManualPrabha K100% (1)
- ADA Lab Mannual Sec ADokument51 SeitenADA Lab Mannual Sec AManzoor Ali AliNoch keine Bewertungen
- CSD4283 WebDesign&DevelopmentDokument206 SeitenCSD4283 WebDesign&DevelopmentRenjithNoch keine Bewertungen
- Student Copy AJ IT PDFDokument63 SeitenStudent Copy AJ IT PDFMohit vazaNoch keine Bewertungen
- Operating System Lab Manual 19 20Dokument97 SeitenOperating System Lab Manual 19 20A-1 Abhishek NiwalkarNoch keine Bewertungen
- Lab Manual For: Advanced Python Programming Lab (CS311PC)Dokument27 SeitenLab Manual For: Advanced Python Programming Lab (CS311PC)Amaan AhmedNoch keine Bewertungen
- Group Project Software Management: A Guide for University Students and InstructorsVon EverandGroup Project Software Management: A Guide for University Students and InstructorsNoch keine Bewertungen
- Training Engineers for InnovationVon EverandTraining Engineers for InnovationDenis LemaîtreNoch keine Bewertungen
- Project Management in Libraries, Archives and Museums: Working with Government and Other External PartnersVon EverandProject Management in Libraries, Archives and Museums: Working with Government and Other External PartnersNoch keine Bewertungen
- List of Experiments: Mandava Institute of Engineering and TechnologyDokument2 SeitenList of Experiments: Mandava Institute of Engineering and TechnologyrkNoch keine Bewertungen
- Applications of Ultrasonic Machining:: Chemical Machining (CHM) Electro-Chemical Machining (ECM)Dokument2 SeitenApplications of Ultrasonic Machining:: Chemical Machining (CHM) Electro-Chemical Machining (ECM)rkNoch keine Bewertungen
- Dom LabDokument29 SeitenDom LabrkNoch keine Bewertungen
- 104.random Vibration Analysis of A Rotary CompressorDokument1 Seite104.random Vibration Analysis of A Rotary CompressorrkNoch keine Bewertungen
- Notes Me 112 Concepts in Engineering Design Unit 3Dokument23 SeitenNotes Me 112 Concepts in Engineering Design Unit 3rkNoch keine Bewertungen
- CAM Lab MtechDokument33 SeitenCAM Lab MtechrkNoch keine Bewertungen
- Design and Study State Thermal Analysis of Super Heater CoilsDokument1 SeiteDesign and Study State Thermal Analysis of Super Heater CoilsrkNoch keine Bewertungen
- PLC Lab ManualDokument28 SeitenPLC Lab ManualrkNoch keine Bewertungen
- Manufacturing of Piston: Mechanical EngineeringDokument7 SeitenManufacturing of Piston: Mechanical EngineeringrkNoch keine Bewertungen
- Mechanical r10 Second MidDokument1 SeiteMechanical r10 Second MidrkNoch keine Bewertungen
- Mi 123Dokument2 SeitenMi 123rkNoch keine Bewertungen
- DMM Ii Mid Ii DecDokument4 SeitenDMM Ii Mid Ii DecrkNoch keine Bewertungen
- Composite Materials: Composite Materials Are Commonly Classified at Following Two Distinct LevelsDokument3 SeitenComposite Materials: Composite Materials Are Commonly Classified at Following Two Distinct LevelsrkNoch keine Bewertungen
- Institute of Aeronautical EngineeringDokument11 SeitenInstitute of Aeronautical EngineeringrkNoch keine Bewertungen
- WWW - Manaresults.co - In: Set No. 1Dokument3 SeitenWWW - Manaresults.co - In: Set No. 1rkNoch keine Bewertungen
- NoteDokument130 SeitenNoterkNoch keine Bewertungen
- Training For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Dokument28 SeitenTraining For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Paulo Pires100% (1)
- Cloud Comp PPT 1Dokument12 SeitenCloud Comp PPT 1Kanishk MehtaNoch keine Bewertungen
- Music CG 2016Dokument95 SeitenMusic CG 2016chesterkevinNoch keine Bewertungen
- Bullshit System v0.5Dokument40 SeitenBullshit System v0.5ZolaniusNoch keine Bewertungen
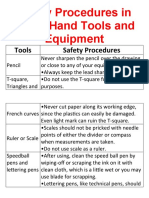
- Safety Procedures in Using Hand Tools and EquipmentDokument12 SeitenSafety Procedures in Using Hand Tools and EquipmentJan IcejimenezNoch keine Bewertungen
- 20-Admission of PatientDokument3 Seiten20-Admission of Patientakositabon100% (1)
- Pg2022 ResultDokument86 SeitenPg2022 ResultkapilNoch keine Bewertungen
- World Insurance Report 2017Dokument36 SeitenWorld Insurance Report 2017deolah06Noch keine Bewertungen
- Chapter 2Dokument13 SeitenChapter 2Kumkumo Kussia KossaNoch keine Bewertungen
- Perancangan Crushing Plant Batu Andesit Di PT Nurmuda Cahaya Desa Batujajar Timur Kecamatan Batujajar Kabupaten Bandung Barat Provinsi Jawa BaratDokument8 SeitenPerancangan Crushing Plant Batu Andesit Di PT Nurmuda Cahaya Desa Batujajar Timur Kecamatan Batujajar Kabupaten Bandung Barat Provinsi Jawa BaratSutan AdityaNoch keine Bewertungen
- Fire Protection in BuildingsDokument2 SeitenFire Protection in BuildingsJames Carl AriesNoch keine Bewertungen
- Cambridge IGCSE™: Information and Communication Technology 0417/13 May/June 2022Dokument15 SeitenCambridge IGCSE™: Information and Communication Technology 0417/13 May/June 2022ilovefettuccineNoch keine Bewertungen
- Recitation Math 001 - Term 221 (26166)Dokument36 SeitenRecitation Math 001 - Term 221 (26166)Ma NaNoch keine Bewertungen
- Case Study 2Dokument5 SeitenCase Study 2api-247285537100% (1)
- Assessment of The Genitourinary System: GeneralDokument2 SeitenAssessment of The Genitourinary System: GeneralMaharani UtamiNoch keine Bewertungen
- Webinar Gizi - Patho StuntingDokument16 SeitenWebinar Gizi - Patho StuntingMiftahul HikmahNoch keine Bewertungen
- Performance Task 1Dokument3 SeitenPerformance Task 1Jellie May RomeroNoch keine Bewertungen
- Systems Analysis and Design in A Changing World, Fourth EditionDokument41 SeitenSystems Analysis and Design in A Changing World, Fourth EditionKoko Dwika PutraNoch keine Bewertungen
- 2014 - A - Levels Actual Grade A Essay by Harvey LeeDokument3 Seiten2014 - A - Levels Actual Grade A Essay by Harvey Leecherylhzy100% (1)
- Core ValuesDokument1 SeiteCore ValuesIan Abel AntiverosNoch keine Bewertungen
- Nadee 3Dokument1 SeiteNadee 3api-595436597Noch keine Bewertungen
- AMULDokument11 SeitenAMULkeshav956Noch keine Bewertungen
- Canoe Matlab 001Dokument58 SeitenCanoe Matlab 001Coolboy RoadsterNoch keine Bewertungen
- Lieh TzuDokument203 SeitenLieh TzuBrent Cullen100% (2)
- Sample Monologues PDFDokument5 SeitenSample Monologues PDFChristina Cannilla100% (1)
- Micro Lab Midterm Study GuideDokument15 SeitenMicro Lab Midterm Study GuideYvette Salomé NievesNoch keine Bewertungen
- BrochureDokument3 SeitenBrochureapi-400730798Noch keine Bewertungen
- Music 10 (2nd Quarter)Dokument8 SeitenMusic 10 (2nd Quarter)Dafchen Villarin MahasolNoch keine Bewertungen
- Development Developmental Biology EmbryologyDokument6 SeitenDevelopment Developmental Biology EmbryologyBiju ThomasNoch keine Bewertungen
- Notes:: Reinforcement in Manhole Chamber With Depth To Obvert Greater Than 3.5M and Less Than 6.0MDokument1 SeiteNotes:: Reinforcement in Manhole Chamber With Depth To Obvert Greater Than 3.5M and Less Than 6.0Mسجى وليدNoch keine Bewertungen